Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Наиболее близким по технической сущности является способ определения границ дефектного участка непрерывнолитого слитка, включающий поддержание и направление слитка в зоне вторичного охлаждения при помощи разрезных роликов с промежуточными опорами, а также определение начала и конца дефектного участка.
Недостатком известного способа является недостаточная точность определения границ дефектных участков слитков.
Технический эффект при использовании изобретения заключается в повышении точности определения границ дефектных участков слитков и сокращении потерь металла.
Указанный технический эффект достигают тем, что направляют и поддерживают слиток в зоне вторичного охлаждения при помощи разрезных роликов с промежуточными опорами, а также определят начало и конец дефектного участка.
В процессе непрерывной разливки металлов определяют смещение промежуточной опоры одного из роликов, расположенной на расстоянии от нижнего торца кристаллизатора в пределах 0,5-5 толщин слитка и в момент превышения величины 0,0005-0,006 толщины слитка, а при уменьшении этого смещения до 0,0001-0,002 толщины слитка определяют границу окончания дефектного участка.
Повышение точности определения границ дефектных участков поверхности слитка будет происходить вследствие повышения точности измерения перемещения промежуточной опоры.
Сокращение потерь металла будет происходить вследствие вырезки дефектных участков из слитка с большой точностью.
Диапазон расстояний от нижнего торца кристаллизатора, где производится измерение перемещения промежуточной опоры, в пределах 0,5-5 толщин слитка объясняется закономерностями формирования и затвердевания оболочки слитка. При меньших значениях невозможно обеспечить расположение измерительных средств вблизи нижнего торца кристаллизатора. При больших значениях поверхность слитка становится более волнистой и неровной вследствие наличия твердого шлака, затвердевшего на слитке. В этих условиях становится невозможным определение границ дефектных участков поверхности слитка.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от толщины отливаемого слитка.
Диапазон значений перемещения промежуточной опоры в пределах 0,0005-0,006 толщин слитка, после чего определяют границу начала дефектного участка, объясняется закономерностями формирования дефектов на поверхности слитка в процессе разливки. При меньших значениях невозможно определение границ дефектного участка поверхности слитка вследствие наличия на поверхности складок, возникающих при возвратно-поступательном движении кристаллизатора. Большие значения устанавливать не имеет смысла, так как дефекты поверхности слитка вызывают смещение промежуточной опоры при меньших значениях.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от толщины слитка.
Диапазон значений смещения промежуточной опоры в пределах 0,0001-0,002 толщины слитка, после чего определяют окончание границы дефектного участка, объясняется закономерностями формирования оболочки слитка и образования на ней поверхностных дефектов. При меньших значениях будут фиксироваться значения промежуточной опоры, вызываемые складками на поверхности слитка, вследствие возвратно-поступательного движения кристаллизатора. При больших значениях возможно фиксирование дефектов на поверхности слитка, которые подлежат вырезке из слитка.
Указанные диапазоны устанавливают в обратной пропорциональной зависимости от толщины слитка.
Способ определения границ дефектных участков непрерывнолитых слитков осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подают сталь марки 3сп и вытягивают из него слиток прямоугольного сечения с переменной скоростью. В зоне вторичного охлаждения слиток поддерживают и направляют при помощи разрезных роликов с промежуточными опорами, монтируемых на рамах. Слиток охлаждают водой, распыливаемой форсунками, установленными между роликами.
В процессе непрерывной разливки металлов определяют смещение промежуточной опоры, расположенной на расстоянии от нижнего торца кристаллизатора в пределах 0,5-5 толщин слитка. В момент превышения этого смещения величины 0,0005-0,0006 толщины слитка определят границу начала дефектного участка слитка, а при уменьшении этого смещения до 0,0001-0,002 толщины слитка определяют границу окончания дефектного участка.
Определение смещения промежуточной опоры производят посредством применения источника направленного излучения, например лазера, оптического отражателя, например зеркала, и приемника излучения, например, ПЗС-линейки, которые расположены в изолированном кожухе. Кожух расположен в корпусе рамы вдоль ролика. Корпус промежуточной опоры смонтирован с зазором на корпусе рамы с возможностью перемещения и крепится к раме при помощи тяг, снабженных пружинами сжатия. Тяги проходят через раму во внутрь кожуха, на одной из которых расположен приемник излучения или отражатель. Источник направленного излучения установлен с торца кожуха. В процессе разливки при смещении промежуточной опоры под действием неровностей на поверхности слитка происходит смещение тяги вместе с приемником излучения или отражателем.
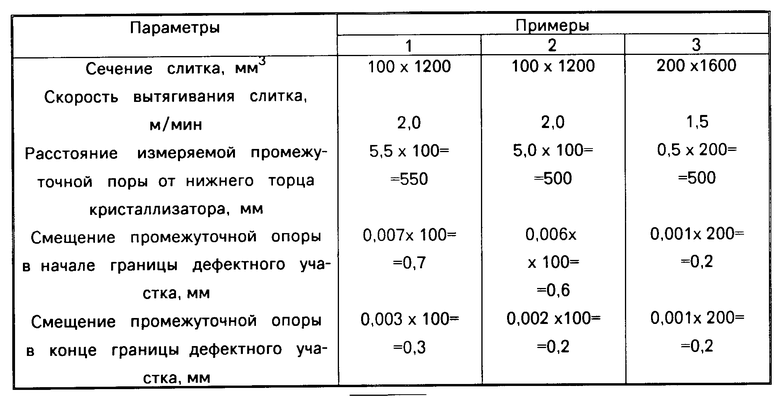
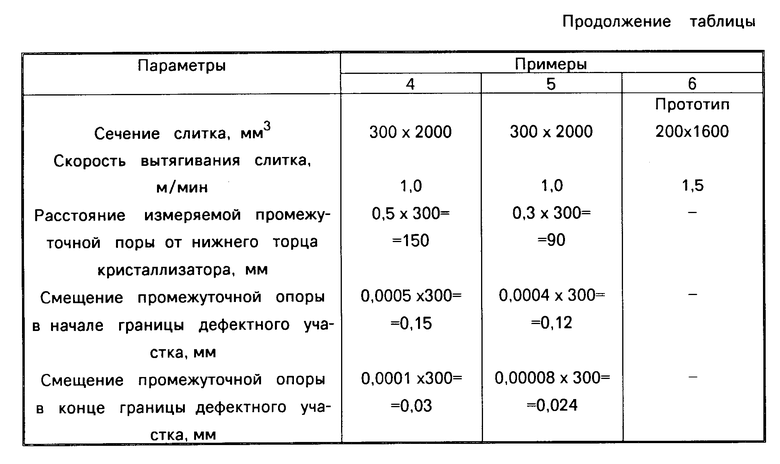
В таблице приведены примеры осуществления способа определения границ дефектных участков непрерывнолитых слитков при различных технологических параметрах.
В первом примере невозможно определить границы дефектного участка слитка вследствие большого расстояния места измерения перемещения промежуточной опоры от нижнего торца кристаллизатора, а также больших величин смещения самой промежуточной опоры.
В пятом примере невозможно разместить измерительные устройства вследствие близкого расстояния промежуточной опоры от нижнего торца кристаллизатора. Кроме того, смещение промежуточной опоры соизмеримо с величиной складок на поверхности слитка, возникающих при возвратно-поступательном движении кристаллизатора.
В шестом примере (прототипе) будет низкая точность определения границ дефектных участков поверхности слитка вследствие отсутствия измерения смещения промежуточной опоры.
В примерах 2-4. Вследствие оптимального расстояния от нижнего торца кристаллизатора до места измерения смещения промежуточной опоры, а также оптимальности величины смещения промежуточной опоры производится определение границ дефектных участков поверхности слитков с большой точностью.
Сигналы о начале и конце дефектного участка поверхности слитка поступают в ЭВМ АСУ непрерывной разливки стали, где отслеживается дефектный участок слитка по длине технологической оси. На участке резки слитков производится вырезка дефектных участков по сигналу от АСУ длиной 0,2-1,5 м.
В общем случае измерение смешения может производиться одновременно на нескольких промежуточных опорах по длине одного разрезного ролика.
Применение предлагаемого способа позволяет сократить потери металла при вырезке дефектных участков из слитка на 1,2% за счет повышения точности определения их границ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038183C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038184C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038185C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038187C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2032492C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2032491C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2043832C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048959C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048963C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043835C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов. Технический эффект при использовании изобретения заключается в повышении точности определения границ дефектных участков слитков и сокращении потерь металла. Это достигается тем, что в кристаллизатор подают металл, вытягивают из кристаллизатора слиток с переменной скоростью, поддерживают и направляют слиток в зоне вторичного охлаждения при помощи разрезных роликов с промежуточными опорами, определяют границы дефектных участков поверхности слитка и вырезают эти участки из слитка. В процессе непрерывной разливки металлов определяют смещение промежуточной опоры, расположенной на расстоянии от нижнего торца кристаллизатора в пределах 0,5 - 5,0 толщины слитка и в момент превышения величины 0,0005 - 0,006 толщины слитка определяют границу начала дефектного участка слитка, а при изменении этого смещения до 0,0001 - 0,002 толщины слитка определяют границу окончания дефектного участка. 1 табл.
СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЦ ДЕФЕКТНЫХ УЧАСТКОВ НЕПРЕРЫВНОЛИТОГО СЛИТКА, преимущественно при поддержании и направлении слитка в зоне вторичного охлаждения при помощи разрезных роликов с промежуточными опорами, отличающийся тем, что в процессе непрерывной разливки металлов определяют смещение промежуточной опоры, расположенной на расстоянии от нижнего торца кристаллизатора в пределах 0,5 5 толщин слитка, и в момент превышения этого смещения величины 0,0005 0,006 толщины слитка определяют границу начала дефектного участка, а при уменьшении этого смещения до 0,0001 0,002 толщины слитка определяют границу начала дефектного участка, а при уменьшении этого смещения до 0,0001 0,002 толщины слитка определяют границу окончания дефектного участка.
| Заявка Японии N 6330164, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
