Изобретение относится к производству экструзионных плит и может быть использовано в деревообрабатывающем машиностроении.
Целью изобретения является повышение эффективности линии и снижение токсичности изготавливаемых плит.
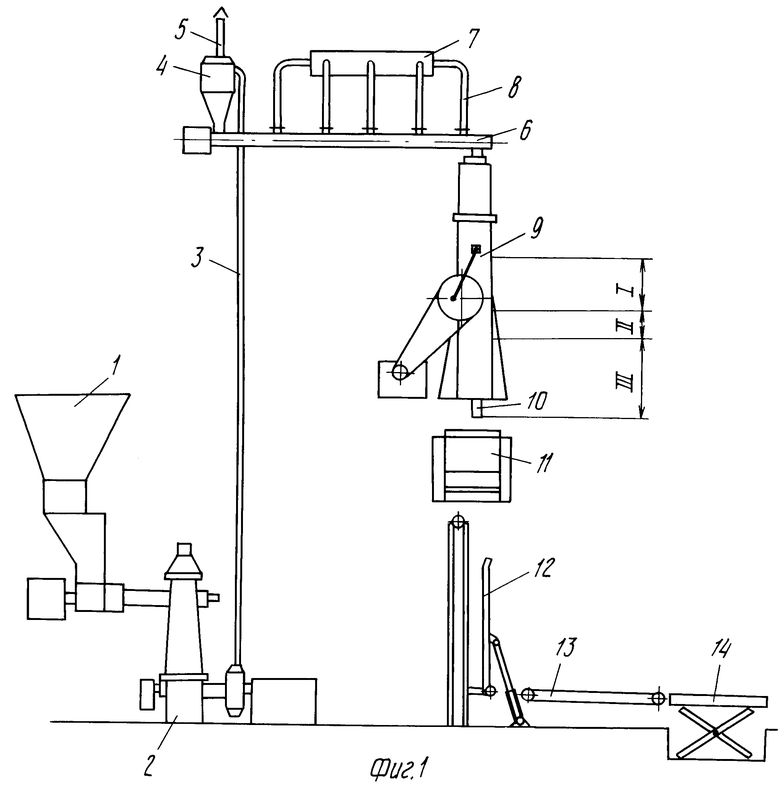
На фиг. 1 схематически показана линия изготовления экструзионных плит; на фиг. 2 транспортирующе-стабилизирующее устройство.
Линия изготовления экструзионных плит включает бункер 1, пропарочно-размольную установку 2, трубопровод 3, циклон 4, отводящий трубопровод 5, транспортирующе-стабилизирующее устройство 6 с коллектором 7 и трубопроводами 8, экструзионный пресс 9, снабженный теплообменными плитами 10, отрезной механизм 11, кантователь 12, съемный транспортер 13, штабелеукладчик 14. Транспортирующе-стабилизирующее устройство содержит зону загрузки, куда входит приемный лоток 15, винтовой конвейер 16, корпус 17 с конусом 18, имеющим отверстия, равномерно расположенные на поверхности, лоток 19 и транспорти- рующе-стабилизирующую зону, куда входит приемный лоток 20, винтовой конвейер 21, корпус с внутренней стенкой 22, наружной стенкой 23, между которыми образована полость 24, изоляцию 25, вытяжной патрубок 26, выгрузочный патрубок 27. Экструзионный пресс содержит три зоны зону нагрева I, нейтральную зону II и зону охлаждения III.
Линия работает следующим образом.
Исходное органическое сырье, например измельченная древесина, льнокостра, камыш и т.п. из бункера 1 поступает в пропарочно-размольную установку 2, где производится пропарка насыщенным паром и размол в горячем состоянии. После размола полученная масса подается по трубопроводу 3 в циклон 4, где происходит отделение пресс-массы от пара и легко летучих газов парогазовой смеси, которая удаляется трубопроводом 5, а пресс-масса поступает в приемный лоток 15 зоны загрузки транспортирующе-стабилизирующего устройства, затем винтовым конвейером 16 продвигается в корпусе 17 к конусу 18, на поверхности которого расположены отверстия, через которые отжатая в конусе 18 влага попадает в лоток 19 и удаляется, а пресс-масса поступает в приемный лоток 20 транспортирующе-стабилизирующей зоны. Далее пресс-масса винтовым конвейером 21 продвигается по корпусу зоны стабилизации, где происходит ее подогрев, осуществляемый теплоносителем, циркулирующим в полости 24 между внутренней 22 и наружной 23 стенками корпуса. С целью экономии теплоносителя на наружной стенке 23 предусмотрен изолятор 25. В процессе продвижения пресс-массы из нее выделяется влага и легколетучие газы, которые удаляются через патрубки 26, соединенные трубопроводами 8 с коллектором 7, в котором поддерживается постоянное разрежение. Пройдя через стабилизи- рующе-транспортирующий механизм пресс-масса через патрубок 27 подается в экструзионный пресс 9. В экструзионном прессе 9 из пресс-массы формируется экструзионная плита, которая проходя зону нагрева нагревается, в результате чего частицы растительных материалов приобретают способность склеиваться, затем экструзионная плита проходит нейтральную зону и зону охлаждения до температуры ниже 100оС и непрерывной лентой подается в отрезной механизм 11, где разрезается на требуемую длину, кантователем 12 укладывается на съемный транспортер 13 и подается на штабелеукладчик 14, который формирует стопу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ И ПРЕССОВАННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2038203C1 |
| ЭКСТРУЗИОННЫЙ ПРЕСС | 1991 |
|
RU2038206C1 |
| Экстрактор для виноградных выжимок | 1983 |
|
SU1138404A1 |
| Установка для обработки волокнистого растительного сырья перед варкой | 1973 |
|
SU506671A1 |
| Установка для получения древесно-волокнистой массы | 1984 |
|
SU1285091A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2168130C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОГОНАЖНЫХ ИЗДЕЛИЙ ИЗ ПРЕСС-МАСС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041817C1 |
| Экстрактор для растительного сырья | 1991 |
|
SU1804477A3 |
| Установка для переработки сыпучих материалов | 1989 |
|
SU1727888A1 |
| ПАРОСЕПАРАТОР | 1997 |
|
RU2111303C1 |
Использование: производство экструзионных плит. Линия включает транспортирующе - стабилизирующее устройство с зоной загрузки в виде приемного лотка 15, винтового конвейера 16, корпуса 17 с конусом 18 с отверстиями, лоток 19 и стабилизирующее устройство с приемным лотком 20, винтовым конвейером 21, корпусом с внутренней стенкой 22, наружной стенкой 23, между которыми находится изоляция 25, а также с выгрузочным патрубком 27. 2 ил.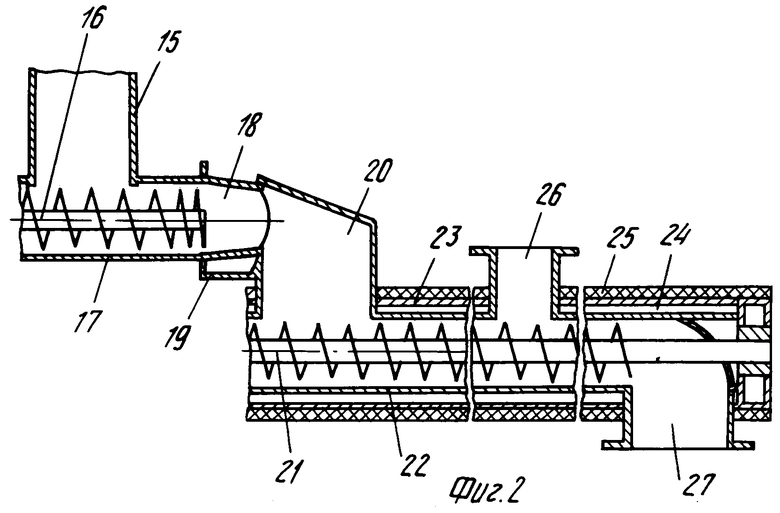
ЛИНИЯ ИЗГОТОВЛЕНИЯ ЭКСТРУЗИОННЫХ ПЛИТ, включающая бункер, циклон, экструзионный пресс, трубопровод и отрезной механизм, отличающаяся тем, что, с целью повышения эффективности линии и снижения токсичности плит, линия снабжена пропарочно-размольной установкой и соединенной с ней через трубопровод и циклон транспортирующе-стабилизирующей установкой с коллектором, выполненной с участком загрузки в виде винтового конвейера, размещенного в корпусе, имеющем конусообразный участок с отверстиями и лотком, и участком стабилизации в виде приемника и винтового конвейера, размещенного в корпусе, который выполнен с двумя стенками, расположенными с зазором, полость между которыми заполнена теплоносителем, и имеет соединенный с коллектором патрубок и размещенный в конце корпуса выгрузочный патрубок, а экструзионный пресс выполнен с зонами нагрева, охлаждения и расположенной между ними нейтральной зоной.
| Корчаго И.Г | |||
| Древесно-стружечные плиты из мягких отходов | |||
| М., 1971, с.82. |
