Изобретение относится к металлургии, конкретнее к непрерывной разливке тонких слябов в воронкообразный кристаллизатор.
Известен способ непрерывной разливки плоских слитков, включающий подачу металла в плоский кристаллизатор, вытягивание из него сляба с переменной скоростью. При этом в процессе разливки узкие рабочие стенки устанавливают под углом к продольной оси кристаллизатора так, что ширина рабочей полости кристаллизатора на нижнем торце меньше ширины рабочей полости кристаллизатора на его верхнем торце. Конусность узких стенок устанавливают в пределах 1,0% В процессе настройки конусности кристаллизатора производят поворот узких рабочих стенок относительно верхнего торца кристаллизатора. Недостатком известного способа является невозможность получения плоских слябов небольшой толщины в пределах 40-60 мм. Это объясняется невозможностью подачи металла в кристаллизатор через удлиненный разливочный стакан под уровень металла. Подача металла в кристаллизатор открытой струей приводит к окислению металла, попаданию шлака в слиток, что приводит к браку слитков по качеству макроструктуры.
Наиболее близким по технической сущности является способ непрерывной разливки плоских слитков, включающий подачу металла в кристаллизатор через удлиненный разливочный стакан под уровень металла, подачу на мениск металла в кристаллизаторе шлаковой смеси, формирование слитка в воронкообразном кристаллизаторе, имеющем широкие и узкие рабочие стенки, а также вытягивание из него слитка. Широкие рабочие стенки выполнены по радиусу с образованием в верхней части кристаллизатора воронкообразного участка его рабочей полости, плавно переходящего в прямоугольную плоскую форму. Узкие рабочие стенки устанавливают параллельно продольной оси кристаллизатора. Недостатком этого известного способа является неудовлетворительное качество плоских непрерывнолитых слитков. Это объясняется тем, что узкие рабочие стенки устанавливают параллельно продольной оси кристаллизатора независимо от значения коэффициента линейной усадки разливаемого металла, ширины слитка, величины воронкообразной части кристаллизатора и его длины. При этом не будет соответствия по всей длине периметра рабочей полости кристаллизатора периметру оболочки плоского слитка. В этих условиях в процессе разливки на поверхности широких граней слитка образуются трещины и складки, что приводит к браку слитков и прорывам металла под кристаллизатором.
Технический эффект при использовании изобретения заключается в улучшении качества плоских непрерывнолитых слитков, а также в повышении производительности и стабильности процесса непрерывной разливки.
Указанный технический эффект достигают тем, что в кристаллизатор, состоящий из широких и узких рабочих стенок и имеющий в верхней части воронкообразный участок его рабочей полости, плавно переходящий в прямоугольную плоскую форму, подают металл через удлиненный разливочный стакан под уровень, подают на мениск металла шлаковую смесь, вытягивают из кристаллизатора слиток с переменной скоростью а также регулируют угол наклона узких рабочих стенок к продольной оси кристаллизатора и измеряют температуру поверхности слитка под кристаллизатором.
При непрерывной разливке угол наклона узких рабочих стенок устанавливают по зависимости
tgα= [BβΔT-(S-H)] /L, где α- угол наклона узкой рабочей стенки к продольной оси кристаллизатора, град;
В ширина слитка на выходе из кристаллизатора, мм;
β- коэффициент линейной усадки разливаемого металла, 1/оС;
ΔТ перепад температуры поверхности слитка по длине кристаллизатора, оС;
S длина дуги воронкообразной части широкой стенки на верхнем торце кристаллизатора, мм;
Н длина хорды воронкообразной части широкой стенки на верхнем торце кристаллизатора, мм;
L длина кристаллизатора, мм, при этом установку узких рабочих стенок относительно продольной оси кристаллизатора производят посредством их поворота относительно нижнего торца кристаллизатора при постоянном значении величины В.
Улучшение качества плоских непрерывнолитых слитков будет происходить вследствие соответствия по высоте периметра рабочей полости кристаллизатора периметру широких граней плоского слитка в соответствии со значением коэффициента линейной усадки разливаемого металла и перепада температуры поверхности слитка по высоте кристаллизатора. При этом перепад температуры поверхности слитка по высоте кристаллизатора определяется как температурой разливаемого металла, так и скоростью вытягивания слитка. В этих условиях на поверхности слитка не будут образовываться складки и продольные трещины.
Повышение производительности и стабильности процесса непрерывной разливки плоских слитков будет происходить вследствие устранения прорывов металла под кристаллизатором из-за отсутствия образования складок и трещин на поверхности слитка.
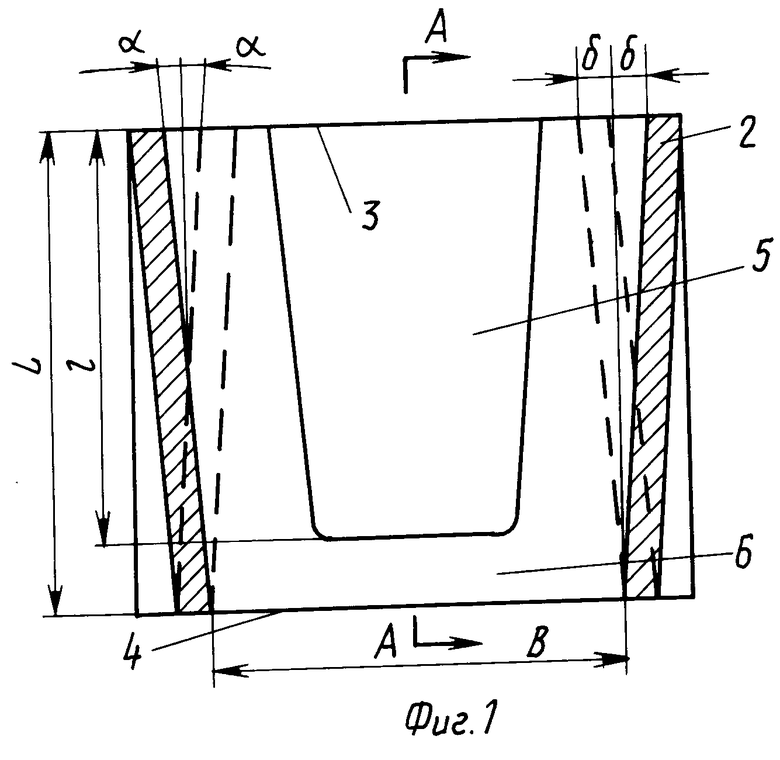
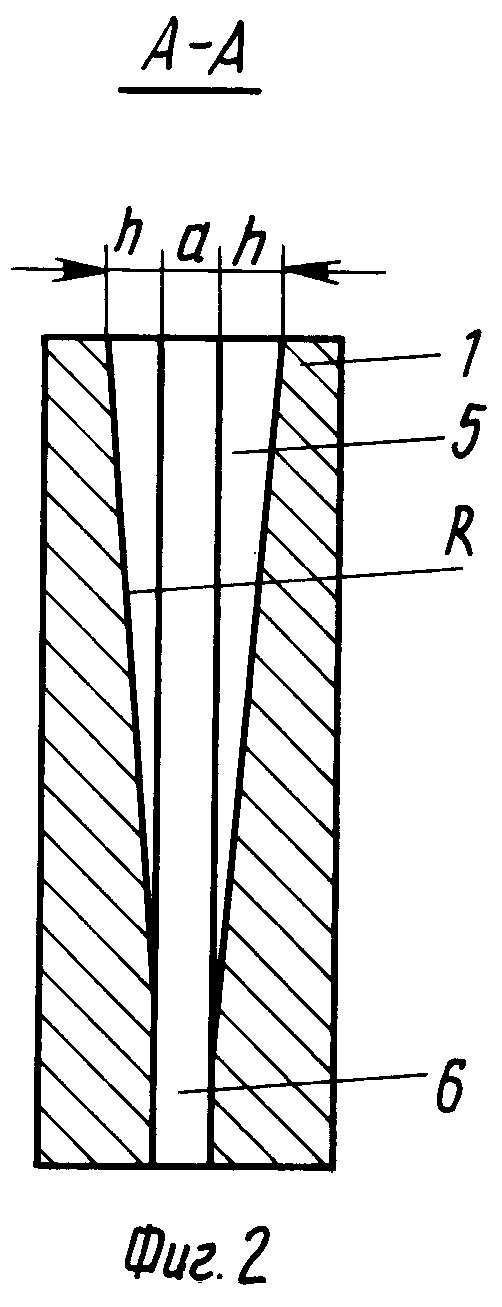
На фиг. 1 дана схема кристаллизатора для осуществления предлагаемого способа непрерывной разливки плоских слитков, продольный разрез; на фиг.2 то же, разрез А-А; на фиг.3 то же, вид в плане.
Кристаллизатор для осуществления способа непрерывной разливки плоских слитков состоит из широких 1 и узких 2 рабочих стенок, верхнего 3 и нижнего 4 торцов кристаллизатора, воронкообразного 5 и плоского 6 участков рабочей полости кристаллизатора. Позицией α- обозначен угол наклона узких рабочих стенок; В ширина рабочей полости кристаллизатора на его нижнем торце или ширина отливаемого слитка; L длина кристаллизатора, а толщина плоской части рабочей полости кристаллизатора; l длина воронкообразной части рабочей полости кристаллизатора; S длина дуги воронкообразной части рабочей полости кристаллизатора на верхнем торце; Н длина хорды воронкообразной части кристаллизатора на верхнем торце; h величина стрелки воронкообразной части рабочей полости кристаллизатора на верхнем торце; δ- величина отклонения узких стенок от вертикали; R радиус кривизны широких стенок, пунктиром обозначено различное положение узких стенок.
Способ непрерывной разливки плоских слитков осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подают сталь с различным содержанием углерода. Кристаллизатор состоит из широких 1 и узких рабочих стенок 2. Кристаллизатор имеет в верхней части рабочей полости воронкообразный участок 5, плавно переходящий в прямоугольный плоский участок 6. Воронкообразный участок 5 имеет кривизну с радиусом R, величина которого изменяется от минимального значения на верхнем торце 3 кристаллизатора до максимального значения в конце воронкообразного участка 6, имеющего длину l, которая обычно составляет 0,9-0,7 длины кристаллизатора L. Узкие рабочие стенки 2, будучи плоскими, имеют возможность поворота относительно продольной оси кристаллизатора посредством специального механизма, который не показан на чертеже.
Металл подают в кристаллизатор через удлиненный разливочный стакан под уровень и подают на мениск металла в кристаллизаторе шлаковую смесь. Под кристаллизатором измеряют температуру поверхности вытягиваемого слитка с помощью, например пирометра.
При непрерывной разливке угол наклона узких рабочих стенок 2 устанавливают по зависимости:
tgα= [BβΔT-(S-H)]/L, где α- угол наклона узкой рабочей стенки к продольной оси кристаллизатора, град;
В ширина слитка на выходе из кристаллизатора или ширина участка рабочей полости 6 на нижнем торце 4 кристаллизатора, мм;
β- коэффициент линейной усадки разливаемого металла, 1/оС;
ΔТ перепад температуры поверхности слитка на длине кристаллизатора, оС;
S длина дуги воронкообразного участка 5 широкой стенки 1 на верхнем торце 3 кристаллизатора, ми;
Н длина хорды воронкообразного участка 5 широкой стенки 1 на верхнем торце 3 кристаллизатора, мм;
L длина кристаллизатора, мм.
Установку узких рабочих стенок 2 относительно продольной оси кристаллизатора производят посредством их поворота на угол α относительно нижнего торца 4 кристаллизатора при постоянном значении величины В.
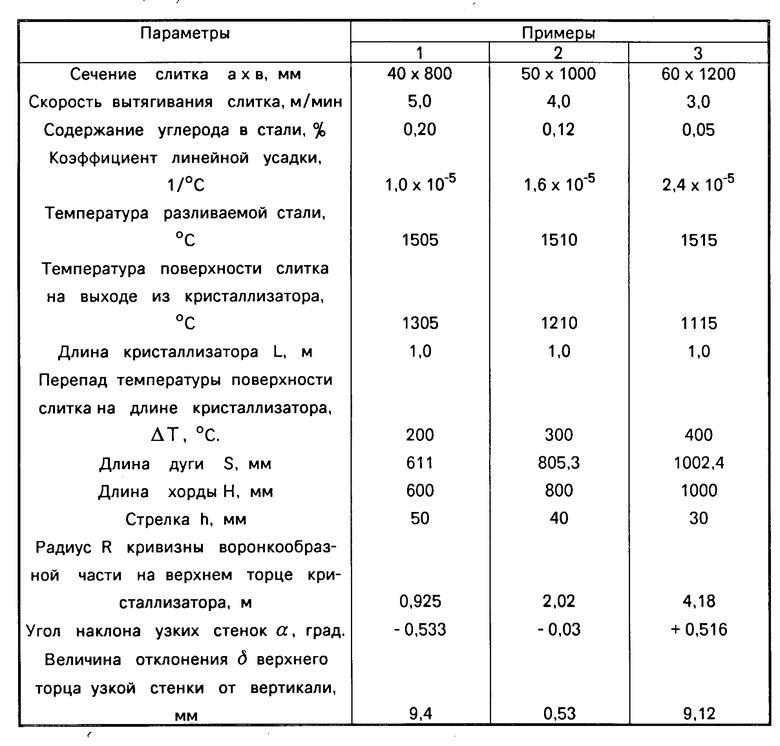
В таблице приведены примеры осуществления способа непрерывной разливки плоских слитков при различных технологических параметрах. В первом примере узкие стенки наклонены в сторону центра слитка. Во втором примере узкие стенки установлены почти вертикально. В третьем примере узкие стенки наклонены в сторону от центра слитка. При таких параметрах наклона узких стенок учитывается содержание углерода в стали, значения коэффициентов линейной усадки, перепад температуры поверхности слитка по длине кристаллизатора. В этих условиях по всей длине кристаллизатора будет соответствие периметра рабочей полости кристаллизатора периметру оболочки плоского слитка как на воронкообразном участке кристаллизатора, так и на плоском в нижней части кристаллизатора. В этих условиях на поверхности слитка не будут возникать складки и трещины, что приведет к сокращению прорывов металла под кристаллизатором.
Применение предлагаемого способа позволяет сократить брак слитков на 4,2% а также увеличить производительность процесса непрерывной разливки плоских слитков на 2,6%
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2038907C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2038906C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ КРИВОЛИНЕЙНОГО ТИПА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2044597C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ КРИСТАЛЛИЗАТОРА | 2002 |
|
RU2214885C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2090302C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ РАЗЛИЧНЫХ МАРОК СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111081C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛИТКОВ СЛЯБОВОГО СЕЧЕНИЯ | 2002 |
|
RU2218236C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2085326C1 |

Изобретение относится к металлургии. Способ непрерывной разливки плоских слитков в воронкообразном кристаллизаторе включает изменение угла α наклона узких рабочих стенок к продольной оси кристаллизатора по зависимости tg α = [B β ΔT-(S-H)]/L, где B ширина слитка на выходе из кристаллизатора, мм; β коэффициент линейной усадки разливаемого металла, 1/°С; D T - перепад температуры поверхности слитка на длине кристаллизатора, °С; S длина дуги воронкообразной части широкой стенки на верхнем торце кристаллизатора, мм; H длина хорды воронкообразной части широкой стенки на верхнем торце кристаллизатора, мм; L длина кристаллизатора, мм. При этом установку узких рабочих стенок относительно продольной оси кристаллизатора производят посредством их поворота относительно нижнего торца кристаллизатора при B const. 3 ил. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ, включающий подачу металла через удлиненный разливочный стакан под уровень в кристаллизатор, состоящий из широких и узких рабочих стенок и имеющий в верхней части воронкообразный участок его рабочей полости, плавно переходящий в прямоугольную плоскую форму, подачу на мениск металла шлаковой смеси, вытягивание слитка из кристаллизатора с переменной скоростью, изменение угла наклона узких рабочих стенок к продольной оси кристаллизатора, а также измерение температуры поверхности слитка под кристаллизатором, отличающийся тем, что угол наклона α узких рабочих стенок изменяют по зависимости
tgα = [BβΔT-(S-H)]/L ,
где B ширина слитка на выходе из кристаллизатора, мм;
β коэффициент линейной усадки разливаемого металла, oС-1;
DT перепад температуры поверхности слитка на длине кристаллизатора, oС;
S длина дуги воронкообразной части широкой стенки на верхнем торце кристаллизатора, м;
H длина хорды воронкообразной части широкой стенки на верхнем торце кристаллизатора, м;
L длина кристаллизатора, мм,
при этом изменение угла наклона узких рабочих стенок осуществляют их поворотом относительно нижнего торца кристаллизатора при B const.
| Журнал "Черные металлы" | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
