Изобретение относится к металлургии, конкретнее к непрерывной разливке тонких слябов.
Известен кристаллизатор для непрерывной разливки металлов, включающий опорные плиты с закрепленными на них широкими и узкими рабочими стенками с образованием рабочей полости кристаллизатора с верхним участком воронкообразной формы и нижним участком прямоугольной формы. Широкие рабочие стенки радиально изогнуты в горизонтальной плоскости. Узкие рабочие стенки установлены с наклоном другу к другу и с увеличением расстояния между ними к выходу из воронкообразного участка на величину, равную 0,012-0,016 длины радиального участка широких стенок. Длина радиального участка составляет 12,0-18,0 толщины прямоугольного участка рабочей полости кристаллизатора. В направлении от верхнего торца кристаллизатора к выходу из воронкообразного участка его рабочей полости радиальный участок широких рабочих стенок выполнен с уменьшением величины стрелки h от 0,1-1,4 толщины прямоугольного участка рабочей полости и увеличением R по зависимости:
R  где а расстояние между узкими рабочими стенками, мм.
где а расстояние между узкими рабочими стенками, мм.
Плоские участки по краям широких стенок отсутствуют. Недостатком известного кристаллизатора является неудовлетворительное качество плоских непрерывнолитых слитков. Это объясняется тем, что в процессе разливки происходит деформация изгиба угла слитка в месте совмещения плоской поверхности узкой рабочей стенки и криволинейной широкой стенки. В этих условиях в углах слитка происходит образование угловых трещин, что приводит к браку слитков и прорывам металла под кристаллизатором.
Наиболее близким по технической сущности является кристаллизатор для непрерывной разливки металлов, включающий опорные плиты с закрепленными на них широкими и узкими рабочими стенками с образованием рабочей полости кристаллизатора с верхним участком воронкообразной формы и нижним участком прямоугольной формы. Широкие рабочие стенки изогнуты в рабочей полости в горизонтальной плоскости по кривой.
Узкие рабочие стенки выполнены прямолинейными. Широкие рабочие стенки на участках, прилегающих к узким рабочим стенкам, имеют плоские участки, расстояние между которыми равно расстоянию между прямолинейными участками широких рабочих стенок в нижней части кристаллизатора или ширине узких рабочих стенок. Ширина плоских участков широких рабочих стенок постоянна по длине кристаллизатора. Недостатком известного кристаллизатора является неудовлетворительное качество непрерывнолитых слитков. Это объясняется тем, что ширина плоских участков широких рабочих стенок имеет постоянную величину. В этих условиях в процессе непрерывной разливки оболочка широкой грани слитка претерпевает деформацию изгиба на расстоянии от поверхности узкой рабочей стенки, превышающем допустимую величину. В этих условиях оболочка слитка в месте ее изгиба при переходе от плоского положения в криволинейное будет отходить от поверхности широкой рабочей стенки с образованием зазора с ней. В этом случае будет происходить разогрев поверхности слитка в этом месте, что вызовет образование продольных внутренних и наружных трещин. Сказанное вызывает брак слитков и прорывы металла под кристаллизатором. Исследованиями установлено, что место изгиба широкой грани плоского слитка из криволинейного положения в прямолинейное в горизонтальной плоскости должно располагаться на определенном и переменном расстоянии от угла слитка. В этих условиях устраняется образование как угловых трещин в слитке, так и образование зазора между гранью слитка в месте ее изгиба из плоского состояние в криволинейное.
Технический эффект при использовании изобретения заключается в улучшении качества непрерывнолитых слитков и повышении производительности и стабильности процесса непрерывной разливки металлов.
Указанный технический эффект достигается тем, что кристаллизатор для непрерывной разливки металлов включает опорные плиты с закрепленными на них широкими и узкими рабочими стенками с образованием рабочей полости кристаллизатора с верхним участком воронкообразной формы и нижним участком прямоугольной формы. Широкие рабочие стенки на воронкообразном участке рабочей полости выполнены криволинейными в горизонтальной плоскости, а также имеют по краям со стороны узких рабочих стенок плоские участки, расстояние между которыми равно ширине узких рабочих стенок. Ширина плоских участков широких рабочих стенок выполнена переменной по высоте воронкообразной части кристаллизатора и изменяется по прямолинейному закону, от минимального значения на верхнем торце кристаллизатора, равного (0,02-0,05)˙а до максимального значения, равного (0,2-0,5)˙а в нижней части воронкообразного участка рабочей полости кристаллизатора, где ширина узких рабочих стенок.
Улучшение качества плоских непрерывнолитых слитков будет происходить вследствие выполнения плоских участков широких рабочих стенок переменной ширины с ее изменением в оптимальных пределах. В этих условиях будет обеспечиваться плотный контакт оболочки слитка с поверхностью широкой рабочей стенки в месте перехода от плоского положения в криволинейное, что устраняет образование продольных трещин. Кроме того, при удалении места изгиба оболочки слитка от его угла уменьшаются изгибные напряжения ниже допустимых значений, что обеспечивает устранение образования угловых поперечных трещин.
Повышение производительности и стабильности процесса непрерывной разливки металлов будет происходить вследствие устранения прорывов металла под кристаллизатором из-за уменьшения образования в слитках внутренних и наружных трещин.
Выполнение плоских участков широких рабочих стенок переменной ширины объясняется увеличением толщины оболочки слитка по узким и широким граням. Диапазон значений изменения ширины плоских участков широких рабочих стенок в пределах (0,02-0,05)-(0,2-0,5) ширины узких рабочих стенок объясняется закономерностями увеличения толщины оболочки слитка по высоте кристаллизатора при различных скоростях вытягивания. При меньших значениях будут образовываться трещины в углах слитков, что вызовет их брак. При больших значениях будет происходить образование зазора между оболочкой слитка и поверхностью рабочих стенок в месте перехода от плоского положения в горизонтальное, что вызовет образование внутренних и наружных трещин.
Указанный диапазон устанавливается в обратной пропорциональной зависимости от рабочего значения скорости вытягивания плоского слитка и в прямой пропорциональной зависимости от толщины слитка.
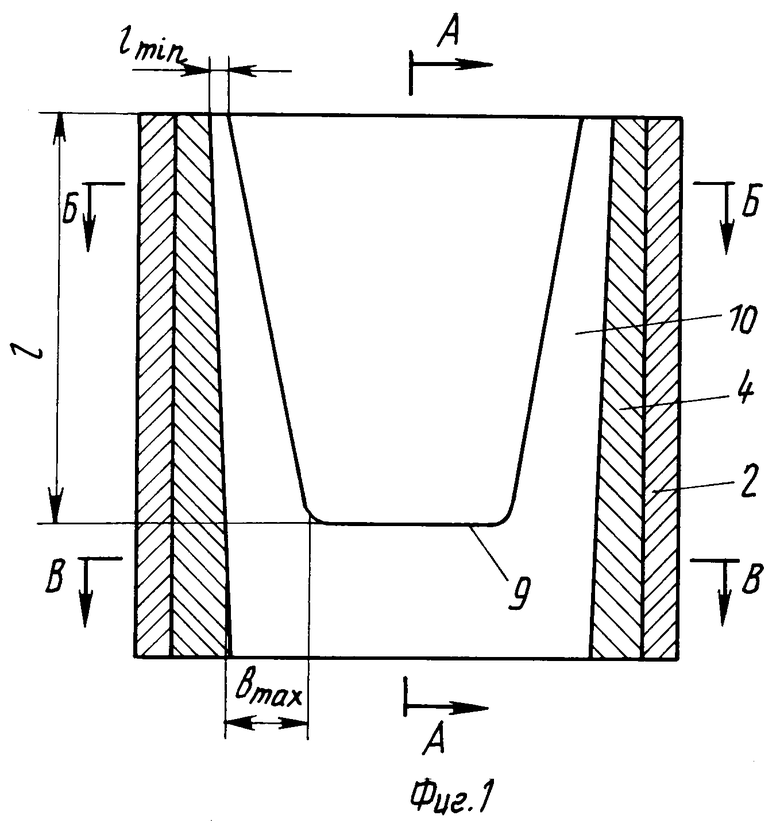
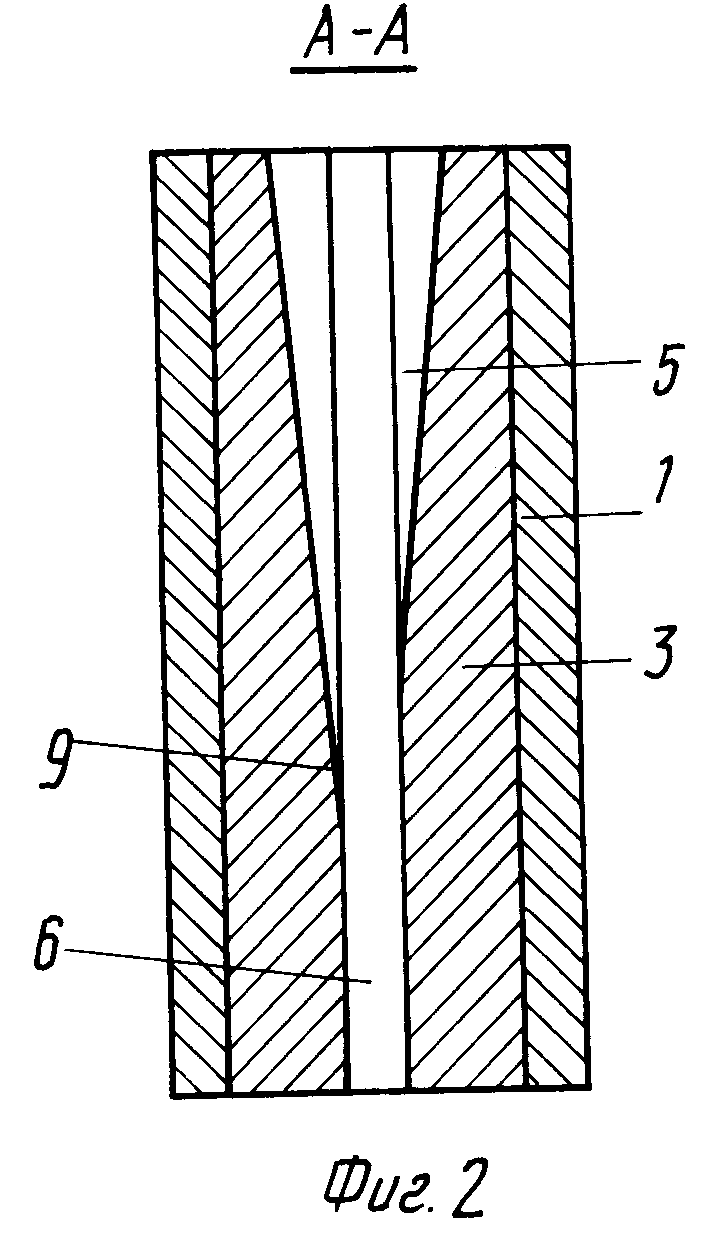
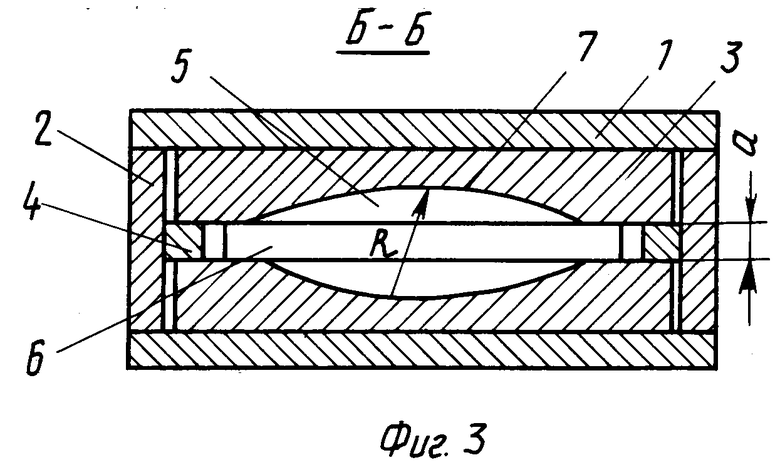
На фиг.1 показан кристаллизатор для непрерывной разливки металлов, продольный разрез; на фиг.2 то же, разрез А-А на фиг.1; на фиг.3 то же, разрез Б-Б на фиг.1; на фиг.4 то же, разрез В-В на фиг.1.
Кристаллизатор для непрерывной разливки металлов состоит из опорных плит 1 и 2, широких 3 и узких 4 рабочих стенок, воронкообразной 5 и прямолинейной 6 частей рабочей полости кристаллизатора, плоской 7 и криволинейной 8 поверхностей, границы 9 воронкообразной и прямолинейной частей рабочей полости кристаллизатора, плоских участков 10 широких рабочих стенок. Обозначено: а ширина узких рабочих стенок; b ширина плоской части широких стенок, l длина воронкообразной части кристаллизатора.
Кристаллизатор для непрерывной разливки металлов работает следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подается сталь марки 3сп и вытягивается из него слиток прямоугольного сечения с переменной скоростью. К опорным плитам 1 и 2 кристаллизатора прикреплены при помощи шпилек водоохлаждаемые, соответственно широкие 3 и узкие 4 медные рабочие стенки, которые образуют рабочую полость кристаллизатора с верхним участком 5 воронкообразной формы и нижним участком 6 прямоугольной формы. Широкие рабочие стенки 3 на воронкообразном участке 5 выполнены по кривой 7 в горизонтальной плоскости, например по радиусу. В общем случае кривая 7 может быть выполнена по синусоиде или по другой плавной кривой. В данном примере величина R изменяется от 3 м на верхнем торце кристаллизатора до бесконечности на прямой 9.
Широкие рабочие стенки 3 имеют по краям со стороны узких рабочих стенок 4 плоские участки 10, расстояние между которыми равно ширине а узких рабочих стенок 4.
Ширина b плоских участков 10 широких рабочих стенок 3 выполнена переменной по высоте l воронкообразной части 5 кристаллизатора и изменяется по прямолинейному закону от минимального значения b на верхнем торце кристаллизаторе, равного (0,02-0,05)а, до максимального значения b, равного (0,2-0,5)а, в нижней части 9 воронкообразной части 5 рабочей полости кристаллизатора. Нижняя часть кристаллизатора 6 образована прямолинейными частями 8 широких граней 3.
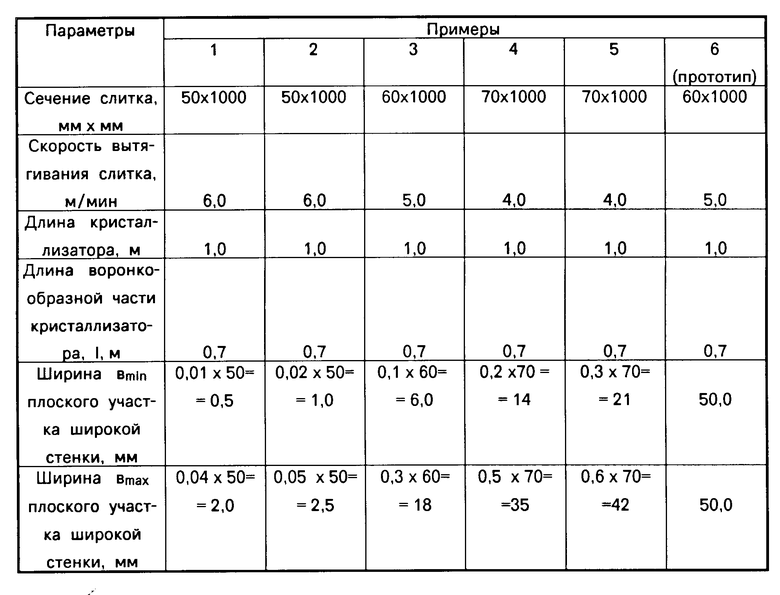
В таблице приведены примеры работы кристаллизатора с различными технологическими параметрами.
В первом примере в углах слитка будут образовываться угловые трещины и прорывы металла вследствие малой величины ширины b плоского участка 10 широкой рабочей стенки 3.
В пятом примере в оболочке слитка будут образовываться продольные поверхностные и внутренние трещины, а также прорывы металла, вследствие большой величины ширины b плоского участка 10 широкой рабочей стенки 3.
В шестом примере (прототипе) в слитке будут образовываться угловые и продольные трещины вследствие постоянства и большой величины ширины b плоского участка 10 широкой рабочей стенки 3.
В примерах 2-4 в процессе разливки в слитках будут отсутствовать угловые и продольные трещины вследствие изменения ширины b плоского участка 10 широкой стенки 3 в оптимальных пределах.
В общем случае плоскости узких рабочих стенок 4 могут иметь различный наклон к продольной оси кристаллизатора.
Применение предлагаемого кристаллизатора позволяет снизить брак слитков по трещинам на 1,2% а также сократить прорывы металла на 2,8%
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР МАШИНЫ КРИВОЛИНЕЙНОГО ТИПА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2044597C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2038907C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1993 |
|
RU2038903C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1992 |
|
RU2021872C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
| Способ получения плоских непрерывнолитых слитков | 1989 |
|
SU1715474A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2030955C1 |
| Способ непрерывного литья слитков прямоугольного сечения и устройство для его осуществления | 1983 |
|
SU1315114A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2085326C1 |

Изобретение относится к металлургии. Кристаллизатор для непрерывной разливки тонких слябов включает опорные плиты с закрепленными на них широкими и узкими рабочими стенками с образованием рабочей полости кристаллизатора с верхним участком воронкообразной формы и нижним участком прямоугольной формы. Широкие рабочие стенки на воронкообразном участке рабочей полости выполнены криволинейными в горизонтальной плоскости, а также имеют по краям со стороны узких рабочих стенок плоские участки, расстояние между которыми равно ширине узких рабочих стенок. Ширина плоских участков широких рабочих стенок выполнена переменной по высоте воронкообразной части кристаллизатора и изменяется по прямолинейному закону от минимального значения на верхнем торце кристаллизатора, равного (0,02 0,05) а, до максимального значения, равного (0,2 0,5) а, в нижней части воронкообразного участка рабочей полости кристаллизатора, где а - ширина узких рабочих стенок. 4 ил. 1 табл.
КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, содержащий опорные плиты с закрепленными на них широкими и узкими рабочими стенками с образованием рабочей полости кристаллизатора с верхним участком воронкообразной формы и нижним участком прямоугольной формы, при этом широкие рабочие стенки выполнены криволинейными посередине и с плоскими участками по краям, отличающийся тем, что плоские участки широких рабочих стенок выполнены с изменением ширины по прямолинейному закону от минимального значения на верхнем торце кристаллизатора, равном (0,02 0,05) · a, до максимального значения в нижней части воронкообразного участка рабочей полости кристаллизатора, равном (0,2 0,5) · a, где a ширина узких рабочих стенок.
| Журнал "Черные металлы" | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
