Изобретение относится к металлургии, конкретнее, к установкам непрерывной разливки тонких слябов.
Известен кристаллизатор для непрерывной разливки металлов, включающий широкие и узкие рабочие стенки, закрепленные на опорных плитах.
Широкие стенки кристаллизатора выполнены с переменной вогнутостью по высоте. При этом в верхней части кристаллизатора имеют наибольшую вогнутость, а на некотором расстоянии от верха кристаллизатора вогнутость уменьшается и начиная с некоторого расстояния профиль рабочей полости кристаллизатора становится прямоугольным. Продольная ось кристаллизатора является прямолинейной [1]
Недостатком известного кристаллизатора является неудовлетворительное количество непрерывнолитых слитков при выполнении кристаллизатора с радиальной продольной осью или выполнении кристаллизатора с технической осью по радиусу. Это объясняется тем, что в этом случае грань слитка, расположенная по малому радиусу, претерпевает значительно большие напряжения по сравнению с гранью, расположенной по большому радиусу. В этих условиях грань слитка по малому радиусу претерпевает деформацию изгиба, превосходящую допустимую величину вследствие уменьшения радиуса на участке вогнутости широкой стенки при переходе от воронкообразной части кристаллизатора к прямоугольной. Сказанное приводит к браку слитков по внутренним и наружным трещинам, а также к прорывам металла под кристаллизатором.
Наиболее близким по технической сущности является кристаллизатор машины криволинейного типа для непрерывной разливки металлов, содержащий широкие и узкие рабочие стенки, закрепленные на опорных плитах. При этом широкие рабочие стенки образуют в верхней части кристаллизатора воронкообразную полость, а в нижней прямоугольную полость. Широкие рабочие стенки радиально изогнуты в верхней части кристаллизатора в поперечном сечении [2]
Недостатком известного кристаллизатора является неудовлетворительное качество непрерывнолитых слитков при разливке в кристаллизатор с радиальной продольной осью. Это объясняется тем, что в этом случае радиус кривизны широкой рабочей стенки, расположенной по малому радиусу, на участке воронкообразной формы рабочей полости кристаллизатора имеет меньшую величину, чем на прямоугольной части рабочей полости кристаллизатора. В то же время указанный радиус кривизны еще более отличается в меньшую сторону от значения радиуса кривизны воронкообразной части широкой стенки, расположенной по большому радиусу.
В этих условиях величина деформации оболочки слитка, расположенной по малому радиусу, значительно больше величины деформации оболочки, расположенной по большому радиусу. Сказанное приводит к увеличению напряжений в оболочке слитка сверх допустимых значений, что приводит к браку слитков по внутренним и наружным трещинам, а также к прорывам металла под кристаллизатором.
В известном кристаллизаторе деформации противоположных граней слитка одинаковы и симметричны по величине. Однако в этом случае увеличивается высота установки вследствие выполнения кристаллизатора с прямолинейной технологической осью. Кроме того, при переходе от воронкообразной части кристаллизатора к прямоугольной оболочка слитка испытывает значительные изгибные напряжения, что вызывает брак слитков по внутренним и наружным трещинам, а также прорывы металла.
Технический эффект при использовании изобретения заключается в улучшении качества непрерывнолитых слитков и повышении производительности и стабильности процесса непрерывной разливки металлов в тонкие слябы.
Указанный технический эффект достигается тем, что кристаллизатор с радиальной продольной осью включает широкие и узкие рабочие стенки, закрепленные на опорных плитах и образующие в верхней части кристаллизатора воронкообразную часть его рабочей полости.
Широкая рабочая стенка, расположенная по малому радиусу, выполнена с постоянным радиусом по всей ширине и длине рабочей полости кристаллизатора, а противоположная широкая рабочая стенка, расположенная по большому радиусу, выполнена с воронкообразным участком, при этом продольные образующие воронкообразного участка по периметру от верхнего торца кристаллизатора расположены по касательной к рабочей поверхности этой стенки с постоянным радиусом.
Улучшение качества непрерывнолитых слитков будет происходить вследствие уменьшения величины деформаций изгиба и напряжений в оболочках слитка, расположенных по малому и большому радиусам. Это объясняется тем, что оболочка слитка, расположенная по малому радиусу, формируется на рабочей стенке с постоянной кривизной. Оболочка слитка, расположенная по большому радиусу, не испытывает деформации изгиба вследствие выполнения продольных образующих по периметру воронкообразной части кристаллизатора касательными к рабочей поверхности этой стенки с постоянным радиусом.
Вследствие уменьшения напряжений в оболочке слитков снижается их брак по внутренним и наружным трещинам. Повышение производительности и стабильности процесса непрерывной разливки металлов будет происходить вследствие устранения прорывов металла под кристаллизатором.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого кристаллизатора с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
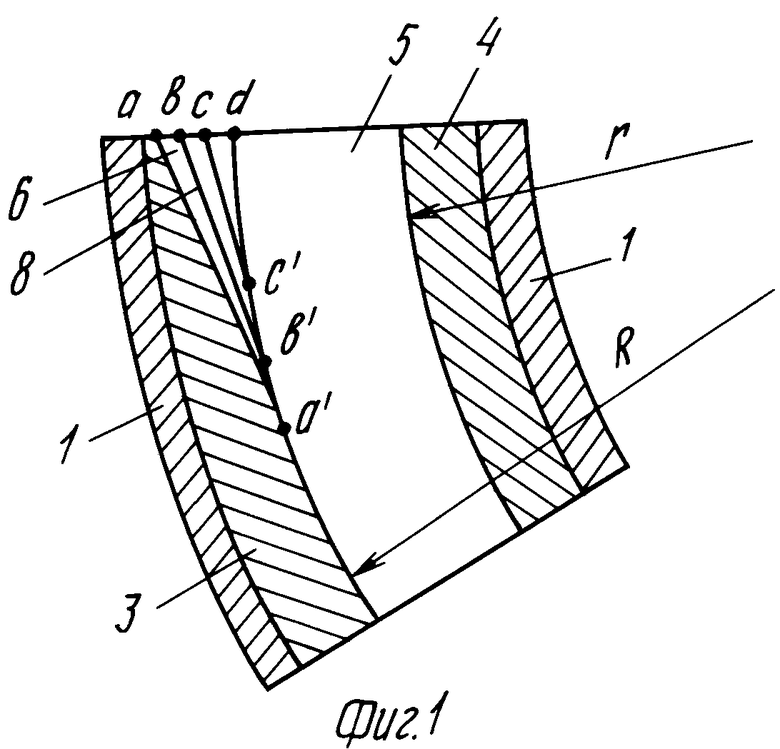
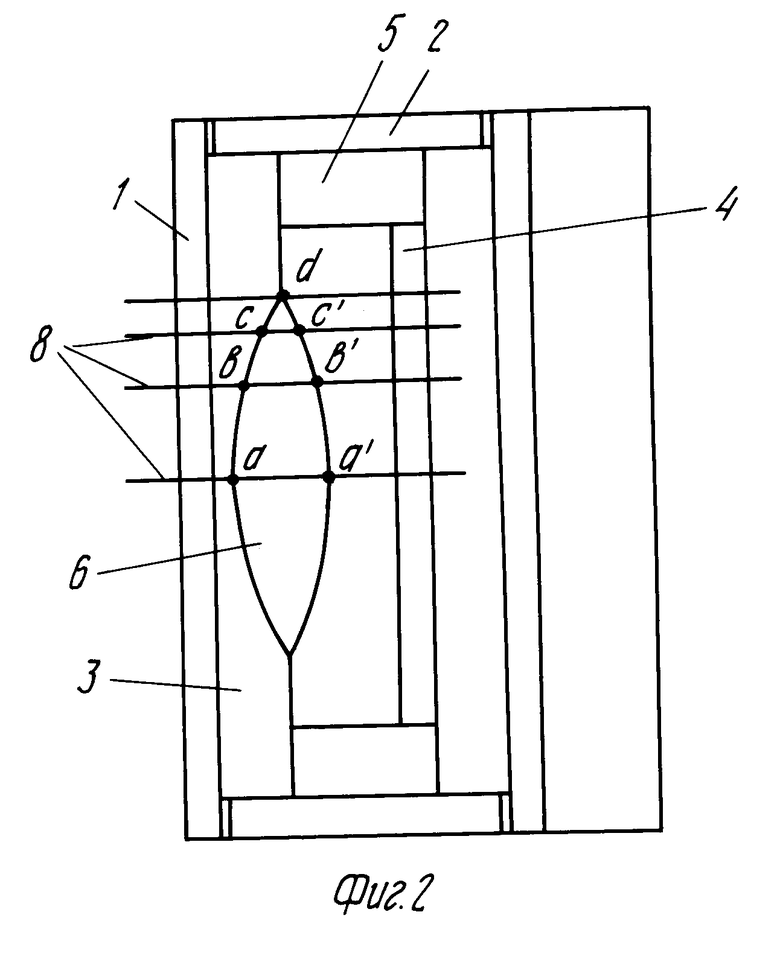
На фиг. 1 изображен кристаллизатор для установок непрерывной разливки металлов, продольный разрез; на фиг.2 то же, вид сверху.
Кристаллизатор для установок непрерывной разливки металлов состоит из опорных плит 1 и 2, широких 3,4 и узких 5 рабочих стенок, рабочей полости воронкообразной формы 6, плоского прямоугольного участка рабочей полости 7. Позицией 8 обозначены образующие воронкообразной части рабочей полости кристаллизатора, a-a', b-b', c-c', d соответственно точки пересечения направляющих с верхним торцом кристаллизатора и поверхностью широкой стенки с радиусом R.
Кристаллизатор для установок непрерывной разливки металлов работает следующим образом.
П р и м е р. К опорным плитам 1 и 2 прикреплены широкие 3,4 и узкие 5 рабочие стенки, образующие воронкообразную часть 6 и прямоугольный участок 7. Кристаллизатор имеет продольную ось, расположенную по радиусу. Широкая рабочая стенка 3 выполнена с постоянным малым радиусом r 4,0 м по всей ширине и длине рабочей полости кристаллизатора. Противоположная широкая рабочая стенка 4 расположена по большому радиусу R 4,05 м и выполнена с воронкообразным участком. Воронкообразный участок 6 в поперечном сечении выполнена по радиусу. Начальная величина радиуса воронкообразного участка 6 на верхнем торце кристаллизатора составляет 1,0 м. При этом стрелка выпуклости рабочей стенки 4 составляет 60 мм. Кристаллизатор предназначен для непрерывной разливки слитков сечением 50 х 1000 мм. Ширина воронкообразного участка 6 на верхнем торце кристаллизатора составляет 900 мм.
Продольные образующие 8 (a-a', b-b', c-c', d) воронкообразного участка 6 от верхнего торца кристаллизатора расположены касательно к рабочей поверхности этой стенки с постоянным радиусом R 4,05 м. Общая длина кристаллизатора составляет 1,2 м.
В общем случае воронкообразный участок 6 в поперечном сечении может быть выполнена по синусоиде, параболе или другой кривой. Максимальная величина прогиба воронкообразного участка кристаллизатора устанавливается из условий подачи металла в кристаллизатор открытой струей или через удлиненный стакан под уровень металла. Также в общем случае прямоугольные участки рабочей полости по краям могут не выполняться.
При использовании кристаллизатора такой конструкции будут уменьшаться величины деформации изгиба и напряжений в оболочке слитка, расположенных по малому и большому радиусам кристаллизатора.
Применение предлагаемого кристаллизатора позволяет сократить брак слитков по внутренним и наружным трещинам на 1,2% а также уменьшить количество прорывов металла под кристаллизатором на 3,5%
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2038906C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2038907C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1993 |
|
RU2038903C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2030955C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1992 |
|
RU2021872C1 |
| Способ непрерывного литья слитков прямоугольного сечения и устройство для его осуществления | 1983 |
|
SU1315114A1 |
| Способ непрерывной разливки металлов | 1980 |
|
SU950487A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100132C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100134C1 |
| Способ получения плоских непрерывнолитых слитков | 1989 |
|
SU1715474A1 |
Кристаллизатор для непрерывной разливки металлов включает широкие и узкие рабочие стенки, выполненные по радиусу и закрепленные на опорных плитах, образующие в верхней части кристаллизатора воронкообразный участок его рабочей полости. Широкая рабочая стенка, расположенная по малому радиусу, выполнена с постоянным радиусом по всей ширине и длине рабочей полости кристаллизатора, а противоположная широкая рабочая стенка, расположенная по большому радиусу, выполнена с воронкообразным участком. Продольные образующие воронкообразного участка по периметру от верхнего торца кристаллизатора расположены касательно к рабочей поверхности этой стенки с постоянным радиусом. 2 ил.
КРИСТАЛЛИЗАТОР МАШИНЫ КРИВОЛИНЕЙНОГО ТИПА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, содержащий закрепленные на опорных плитах широкие и узкие рабочие стенки, выполненные по радиусу с образованием в верхней части кристаллизатора воронкообразного участка его рабочей полости, отличающийся тем, что расположенная по малому радиусу широкая рабочая стенка выполнена с постоянным радиусом по всей ширине и длине рабочей полости кристаллизатора, а воронкообразный участок имеет расположенная по большому радиусу широкая рабочая стенка, при этом продольные образующие воронкообразного участка по периметру от верхнего торца кристаллизатора расположены по касательной к рабочей поверхности этой стенки с постоянным радиусом.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кристаллизатор машины криволинейного типа для непрерывного литья металлов | 1987 |
|
SU1604148A3 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
