Изобретение относится к производству листового стекла на расплаве металла и может быть использовано на стекольных заводах.
Известно устройство для получения листового стекла, включающее ванну с расплавленным металлом, узел слива стекломассы, и установленное в головной части ванны, средство регулирования потоков расплава металла, состоящее из двух продольных прибортовых донных преград, установленных с зазором к передней торцевой стенке ванны расплава, и одной поперечной перемычке, соединяющей концы преград.
Между прибортовыми стенками и бортами ванны образованы каналы для пропуска в головную часть ванны обратных более холодных потоков расплава металла. Высота преград и перемычки характеризуется тем, что верхняя кромка их достигает нижней поверхности стекла в ванне [1]
К недостатку указанного технического решения следует отнести то, что обратные прибортовые более холодные потоки поступают через зазоры, образованные между прибортовыми преградами и передней торцевой стенкой ванны расплава, в пространство, расположенное между преградами, что приводит к снижению температуры в этой ограниченной зоне расплав это отрицательно влияет на процесс формования качественной ленты стекла. Контакт верхних кромок преград и перемычки с нижней поверхностью ленты стекла ведет к торможению бортов ленты стекла и также снижает его качество.
Наиболее близкой к предложенной является установка для производства листового стекла, содержащая ванну с расплавленным металлом, установленное в головной части средство регулирования потоками расплава металла, состоящая из двух продольных прибортовых донных преград, установленных с зазором к передней торцевой стенке ванны и одной поперечной донной преграды, смещенной относительно них в сторону выработки, имеющей длину, превышающую расстояние между продольными преградами.
В описанной установке пpибортовые более холодные обратные потоки, направляющиеся в головную часть ванны расплава, подогреваются за счет поступления через зазоры между концами продольных преград и поперечной преграды более горячих потоков расплава металла, что приводит к повышению равномерности температуры формируемой ленты стекла по ширине и соответственно положительно влияет на повышение качества стекла.
Технический результат заключается в повышении качества стекла за счет повышения равномерности температуры формуемой ленты стекла по ширине.
Достигается это тем, что в предложенной установке для производства листового стекла, содержащей ванну с расплавленным металлом, узел слива стекломассы, установленное в головной части ванны средство регулирования потоками расплава металла, состоящее из двух продольных прибортовых донных преград и одной поперечной донной преграды, смещенной относительно них в сторону выработки и имеющей длину, превышающую расстояние между продольными преградами, каждая продольная прибортовая преграда выполнена в виде ряда последовательно установленных брусьев, установленных под острым углом к продольной оси ванны, вершина которого направлена в сторону выработки, а поперечная донная преграда выполнена V-образной формы и вершиной обращена к узлу слива стекломассы.
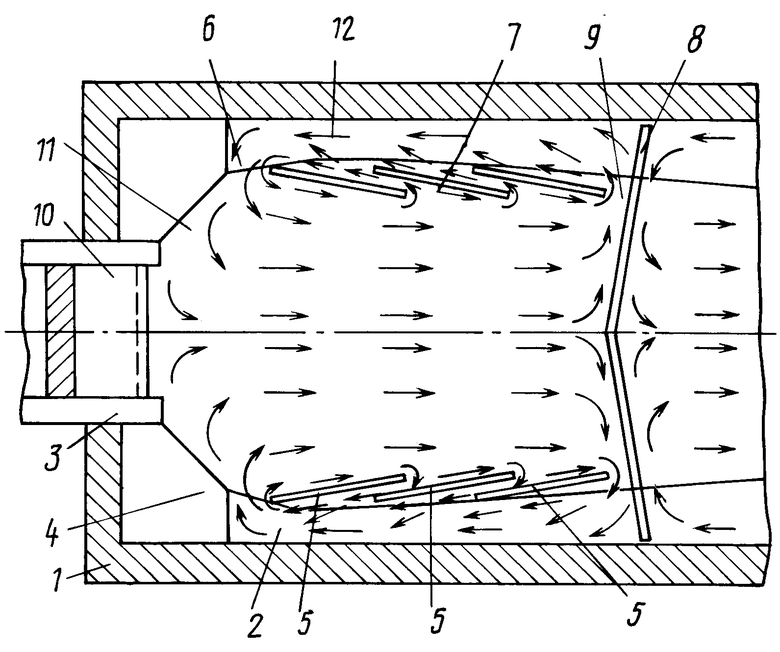
На чертеже представлена предлагаемая установка, головная часть.
Установка для производства листового стекла включает в себя ванну 1 с расплавленным металлом 2, узел слива 3 с дозирующим шибером, рестрикторы 4, и установленное в головной высокотемпературной части ванны средство регулирования потоками расплава металла, состоящее из двух продольных прибортовых донных преград, закрепленных на огнеупорах дна ванны расплава с зазором под бортами лужи (растекающегося слоя стекломассы).
Каждая продольная прибортовая преграда составлена из ряда последовательно расположенных брусьев 5, установленных под острым углом к продольной оси ванны, вершина которого направлена в сторону выработки. Между головными брусьями 5 и рестрикторами 4 оставлены проемы 6 для пропуска прибортовых обратных более холодных потоков в центральную головную часть расплава металла под лужу.
Между брусьями 5 образуются протоки 7 для отвода части более горячего расплава металла и подогрева обратного прибортового потока. Далее за продольными прибортовыми преградами установлена поперечная V-образная преграда 8, а между продольными и поперечными преградами образованы проемы 9 для пропуска через них в обратные прибортовые потоки расплава металла потоков с более высокой температурой. V-образная поперечная преграда с вершиной, обращенной в сторону узла слива стекломассы интенсифицирует отвод части горячего расплава металла в проемы 9. Предпочтительное расположение брусьев 5 в продольных прибортовых донных преградах соблюдение параллельности между ними.
Средство регулирования потоков расплава металла в головной части ванны расплава может также быть использовано для регулирования потоков расплава металла и на других участках ванны или на всей ее длине.
Установка работает следующим образом.
Расплавленную стекломассу 10 по сливному лотку 3 с дозирующим шибером сливают в ванну с расплавленным металлом 2, где она в высокотемпературной углубленной головной части ванны растекается в лужу 11, а далее при постепенном охлаждении вытягивается в ленту стекла требуемых размеров и удаляется из ванны. Слой стекломассы в луже 11, перемещаясь в направлении выработки, увлекает за собой верхние горячие слои расплава металла, при этом происходит постоянное восполнение количества расплавленного металла в головной части ванны за счет возврата его из хвостовой, более холодной части двумя обратными прибортовыми потоками 12. Достигая поперечной донной преграды 8 V-образной формы, часть расплава металла, увлекаемая движущимся слоем стекломассы, отклоняется в сторону бортов ванны и через проемы 9 смешивается с обратными прибортовыми потоками 12, повышая их температуру. В то же время через потоки 7, образованные между брусьями 5 продольных прибортовых преград, также происходит перемещение части более горячего расплава металла, что еще более повышает температуру обратных прибортовых потоков 12. Далее эти подогретые потоки 12 через проемы 6 поступают в головную часть ванны расплава.
В устройство за счет интенсификации циркуляции и теплообмена потоков между горячими центральными и более холодными прибортовыми потоками расплава металла обеспечивается повышение равномерности температуры формуемой ленты стекла по ее ширине, что является положительным фактором повышения качества стекла.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2069644C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2069645C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2039015C1 |
| Способ производства листового стекла и устройство для его реализации | 1975 |
|
SU555802A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| Устройство для производства листового стекла | 1977 |
|
SU678852A1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 1998 |
|
RU2149838C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2211808C2 |
| Устройство для дозированной подачи стекломассы | 1974 |
|
SU513940A1 |
Использование: производство листового стекла на расплаве металла, обеспечивающее повышение качества стекла за счет повышения равномерности температуры формуемой ленты стекла по ширине ванны. Сущность изобретения: каждая продольная прибортовая донная преграда выполнена в виде ряда брусьев, последовательно установленных под острым углом к продольной оси ванны, вершина которого направлена в сторону выработки, причем поперечная донная преграда средства регулирования потока расплава может быть выполнена V-образной формы и вершиной обращена к узлу слива стекломассы. 1 з.п. ф-лы, 1 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 3930829, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
