Изобретение относится к способам изготовления листового полированного стекла с толщиной меньше и больше равновесной.
Известны способы изготовления листового полированного стекла, например представленный в патенте СССР 1097189, С 03 В 18/02.
Дозированное количество стекломассы сливают через лоток в ванну с расплавом металла, после чего осуществляют формование за счет свободного растекания стекломассы вперед в стороны и принудительного воздействия усилия рольганга печи отжига и бортоудерживающих машин.
Недостатком такой технологии является отсутствие средств для регулирования скорости растекания стекломассы в сторону бортов в зоне лотка и противодействия тянущему усилию рольганга и бортоудерживающих машин там же.
В способе по а.с. СССР 668239, С 03 В 18/02 технология производства стекла с толщиной больше равновесной включает подачу стекломассы в ванну на поверхность расплавленного металла, формование ее в ленту с одновременным продвижением в направлении выработки и ограничением поперечного растекания ленты в зоне формования путем периодического воздействия на борта формуемой ленты и охлаждение, воздействие на борта ленты осуществляют под углом 30-75o к направлению выработки.
Недостатками способа является то, что он рассчитан только на производство стекла с толщиной, большей равновесной, а поперечное растекание ленты ограничивается, но его скорость не регулируется.
Ближайшим прототипом предлагаемого изобретения является способ изготовления листового полированного стекла, в котором скорость формирования ленты стекла в ширину регулируют механическим воздействием на ее краевые участки в сторону от лотка к бортам ванны. Механическое воздействие на ленту стекла осуществляют бортоудерживающими машинами, расположенными по бортам ванны (RU 2147296, кл. С 03 В 18/02, 2000).
Недостатком прототипа также является отсутствие средств для регулирования скорости растекания стекломассы в сторону бортов в зоне лотка.
Технической задачей изобретения является ускорение регулирования (повышение или уменьшение) скорости формирования ленты стекла.
В соответствии с предлагаемым изобретением дозированное количество стекломассы сливают через лоток в ванну с расплавом металла, после чего она растекается вперед и в стороны за счет сил гидростатического напора, при этом растекание в стороны регулируют принудительным механическим воздействием на пространстве от лотка в сторону бортов.
В качестве устройства для механического воздействия могут быть использованы бортоудерживающие машины роликового типа, гусеничные и другие.
Устанавливая скорость их воздействия выше, чем скорость свободного растекания, ленту угоняют в ширину. Если скорость воздействия меньше, чем скорость свободного растекания, получают ленту с толщиной, большей равновесной.
Кроме того, размещение бортоудерживающих машин в зоне торцевой части ленты обеспечивает противодействие тянущему усилию со стороны рольганга печи отжига и, как следствие, обеспечивает увеличение скорости формования уменьшения или увеличения толщины. Этот эффект позволит использовать при выработке более короткую ванну расплава и печь отжига, при сохранении производительности за счет увеличения ширины ленты.
На чертеже представлен вид в плане одного из вариантов устройства для реализации способа:
1 - лоток для слива стекломассы в ванну;
2 - ванна с расплавом олова;
3 - расплав олова;
4 - бортоудерживающие машины для регулирования растекания стекломассы в ширину;
5 - ограничительный брус;
6 - бортоудерживающие машины для регулирования толщины ленты.
Стекломассу через сливной лоток 1 сливают в ванну 2 с расплавом олова 3.
Температура в зоне слива ~1000oС, над оловом поддерживается защитная азотно-водородная атмосфера.
После слива стекломасса под действием сил гидростатического напора растекается вперед - в стороны бортов ванны. Растекание в сторону лотка ограничивает брус 5, выполненный в рассматриваемом варианте из графита. Растекание в сторону бортов регулируют симметрично расположенными бортоудерживающими машинами 6. Предпочтительно использовать машины гусеничного типа, у которых продолжительность контакта каждого отдельного элемента со стеклом выше, чем у роликовых машин. Одновременно с регулированием скорости растекания будет создана полоса стекла с более низкой, чем у стекломассы, температурой и, соответственно, более высокой вязкостью. Эта полоса продолжит воздействие на скорость перемещения стекломассы в сторону борта после выхода из-под контактных элементов бортоудерживающей машины. Вязкость полосы поддерживают такой, чтобы, попав в зону действия бортоудерживающих машин 6, она была бы изогнута, как показано на фиг.1 пунктиром, и оконтурила границы растекания.
Бортоудерживающие машины 4, расположенные с торца ванны, при скорости, большей скорости растекания, обеспечивают утонение и расширяют получаемую ленту. В совокупности с усилием рольганга печи отжига (на чертеже не показан) способствуют утонению ленты по длине ванны. Их роль заключается в противодействии усилию рольганга печи отжига, что ускоряет утонение.
Увеличив угол α, под которым действуют бортоудерживающие машины в сторону борта, и уменьшив скорость до уровня меньше скорости растекания, создают условия для получения стекла с толщиной, большей равновесной.
Таким образом, регулируемое растекание в сторону бортов ванны обеспечивает увеличение скорости формования, что позволит сократить габариты ванны расплава и, соответственно, печи отжига при неизменной производительности, изменение угла разворота и скорости машин позволит переходить на заданные толщины стекла больше и меньше равновесной.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2001 |
|
RU2203229C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2238917C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА С ТОЛЩИНОЙ, БОЛЬШЕЙ РАВНОВЕСНОЙ | 2000 |
|
RU2181345C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ СТЕКЛА ТОЛЩИНОЙ БОЛЕЕ РАВНОВЕСНОЙ | 1998 |
|
RU2147296C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2000 |
|
RU2187471C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛИРОВАННОГО СТЕКЛА | 1998 |
|
RU2145581C1 |
| СПОСОБ ПРОИЗВОДСТВА СТЕКЛА | 2003 |
|
RU2255908C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2339590C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2338701C1 |
Изобретение относится к способам изготовления листового полированного стекла с толщиной меньше и больше равновесной. Изготовление листового стекла ведут путем слива стекломассы через лоток в ванну с расплавом металла, последующего ее формования в плоскопараллельную ленту заданной толщины и ширины. Регулировку скорости растекания стекломассы осуществляют бортоудерживающими машинами, расположенными с торца ванны, воздействие которых направлено в сторону от лотка к бортам ванны. Техническая задача изобретения - ускорение регулирования скорости формирования. 1 ил.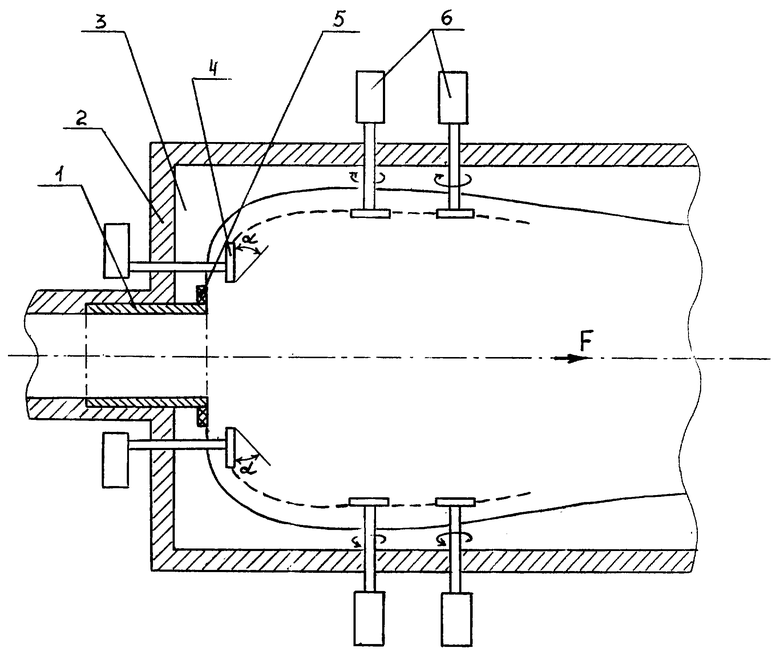
Способ изготовления листового полированного стекла путем слива стекломассы через лоток в ванну с расплавом металла, последующего ее формования в плоскопараллельную ленту заданной толщины и ширины, отличающийся тем, что регулировку скорости растекания стекломассы осуществляют бортоудерживающими машинами, расположенными с торца ванны, воздействие которых направлено в сторону от лотка к бортам ванны.
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ СТЕКЛА ТОЛЩИНОЙ БОЛЕЕ РАВНОВЕСНОЙ | 1998 |
|
RU2147296C1 |
| US 3826637 А, 30.07.1974 | |||
| US 4116659 А, 26.09.1978 | |||
| US 3528795 А, 15.09.1970 | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |

