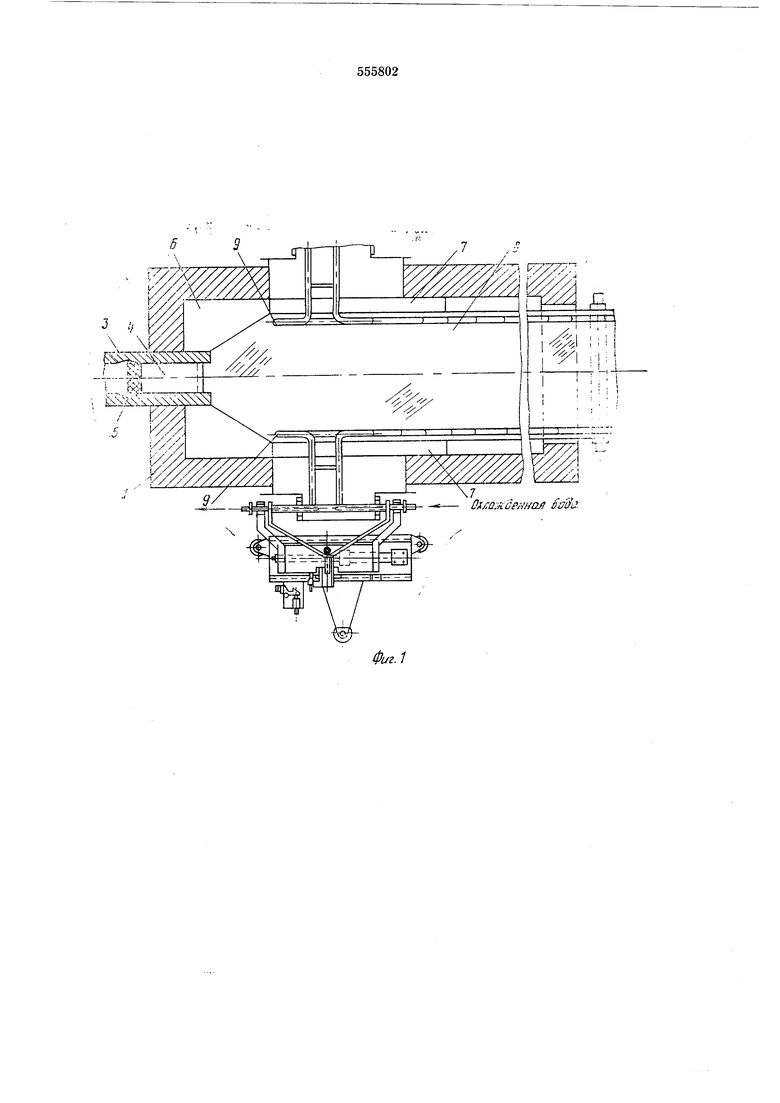
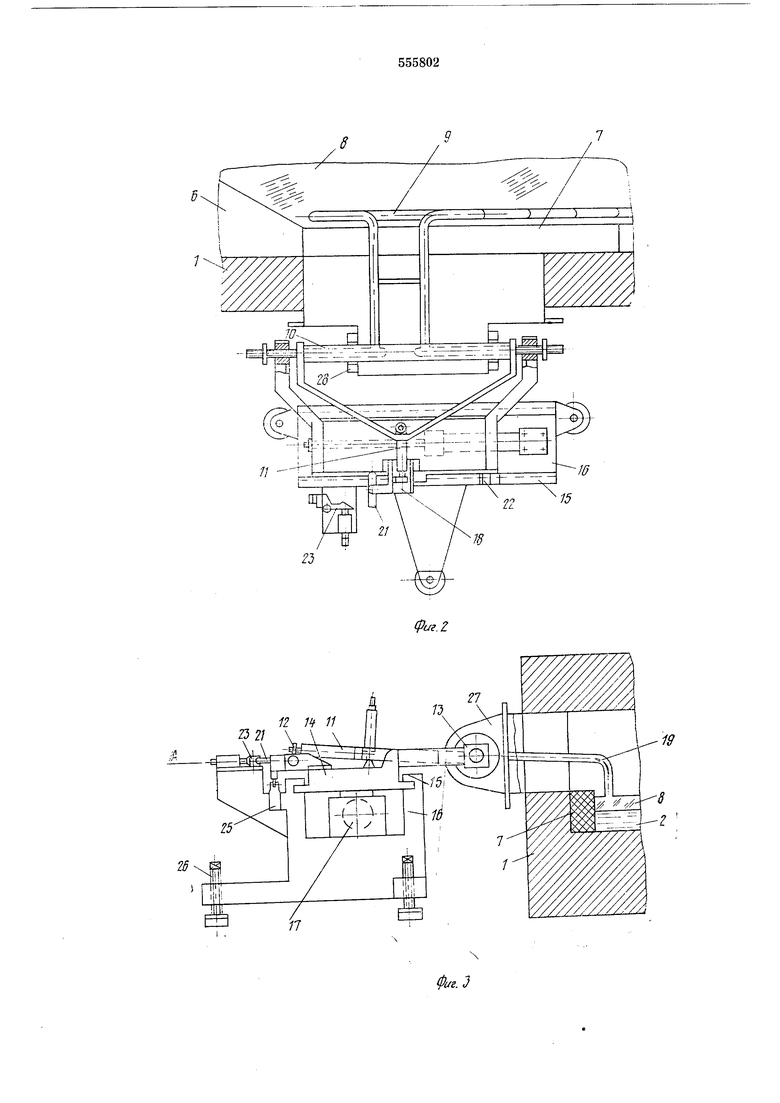
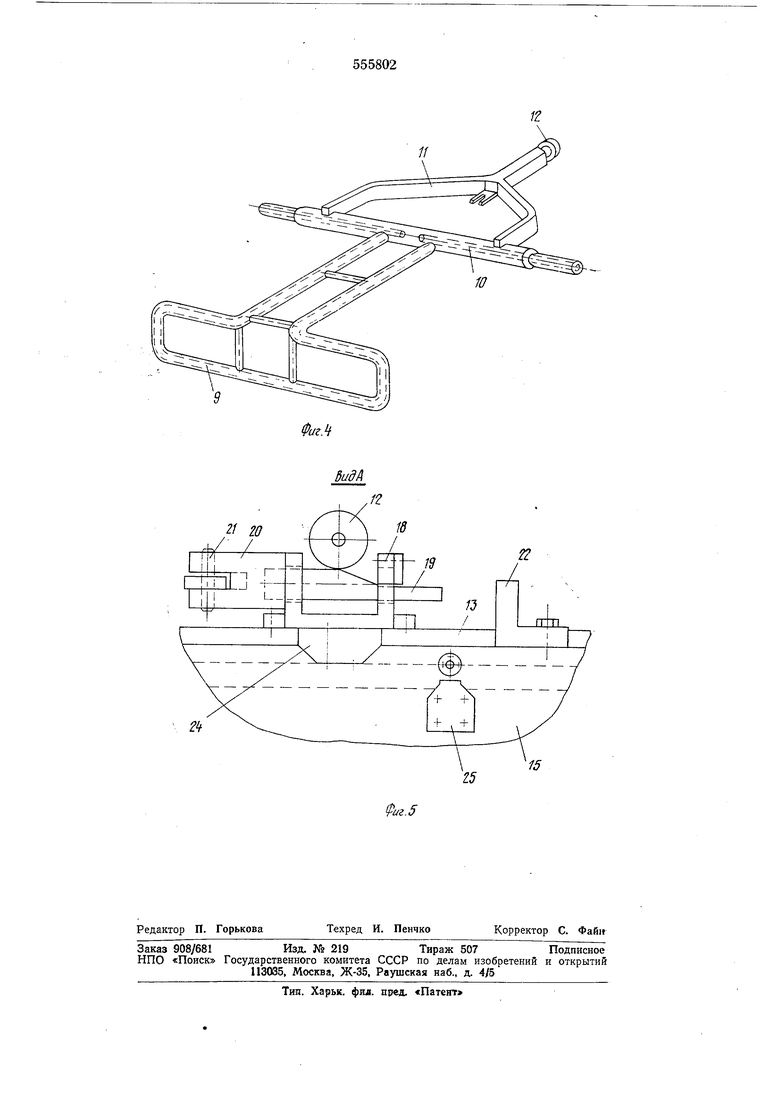
эффект стягивания иоверхностного слоя, распространяющегося как по толщине, так и по ширине ленты стекла, что лриводит к ухудшению оптических свойств стекла. Цель изобретения -.повышение качества стекла. Это обеспечивается тем, что охлаждение прибортовых участков ленты в зоне формования осуществляют за счет ногружения холодильников в толщину стекломассы с одновременным синхролным перемещением их в направлении выработки и последующим возвратам в исходное положение, а также тем, что перемещение холодильников осуществляют со скоростью, предпочтительно равной скснростл центрального потока стекломассы в зоне формования. Способ может быть осуществлен устройством для лроизводства листового стекла, содержащим футерованную ванну с расплавом металла, сливной лоток с дозируюнл,им шибером, рестрикторы, терморегуляторы, средства лодач и защитной атмосферы, средства вытягиван ия ленты стекла, бортовые ограничители и выполненные из несманиваемого стеклом огнеуиора холодильники. Особенность данного устройства, Позволяющая повысить качество стекла, заключается в том, что холодильники установлены в зове формования над прибортовыми участками ленты у бортовых ограничителей и снабжены механизмами возвратно-ноступателвного лер&мещения вдоль ванны, ввода и вывода их из стекломассы. На фиг. 1 изображено устройство для осуществления предлагаемого способа, вил в плане; яа фиг. 2 - увеличенный масщтаб узла подвижного холодильника, вид в плане; на фиг. 3 - поперечный разрез установки; на фиг. 4 - Щ|агающий погружной холодильник, вид в изаметрии; на фиг. 5 - вид по стрелке А на фиг. 3. Установка для реализации этого способа состоит из ванны 1 с расплавленным металлом 2, лотка 3 для подачи стекломассы 4, дозирующего шебера 5, рестрикторов 6, бортовых огранимителей 7, удерживающих формуемую ленту 8 стекла от поперечного растекания и выполненных из несмач1иваемого стеклом материала (иапри/мер графита), шагающих погруженных холодильников 9, изготовленных из стальных труб, имеющих s плане Т-образную форму и отогнутую книзу погружную часть. Шагающий погружной холодильник 9 сварен с осью 10, имеющей сверление для подвода и отвода охлаждающей воды, при этом погружная яасть строго параллельна упомянутой ори. С противоположной строны к ООН 10 приварен У-образный рычаг 111, на конце которого установлен ролик 12. Шагающий погружной холодильник 9 осью 10 установлен в подшипниках 13 на консолях каретки 14, которая размещена в направляющих 15 станины 16 и соединена с лидроцилиндром 17, обеспечивающим возвратно-поступательное перемещение. На каретке .14 закреплен кронштейн 18 с поцвижным КЛИНО.М 19, предназначенным для опускания и подъема, т. е. -ввода и вывода из толщи формуемой ленты 8 стекла щагающего погружного холодильника 9. На кронштейне 18 в вилке 20 щарнирно уст1ановлен двухплечий рычаг 21, который вместе с упором 22 и подпружиненной со,бачкой 23 установлены на станине 16 и предназначены для перемещения подвижного клина 19. На кронштейне 18 закреплен двухсторонний yinop 24, а на станине 16 в крайних положениях хода icaретки 14 установлены путевые выключатели 25, которые служат для подачи электрического сигнала на золотник с электроуправлением в схеме системы гидропривода (па черт. :не показано). Для регулирования скорости перемещения шагающих погружных холодильников 9 в гидросхеме предусмотрены дроссели. Гидроцилипдры 17 каждой пары щагающих погружных холодильников 9 работают от автономной насосной установки, а в электрической схеме управления предусмотрено для обеспечения синхронности работы установки срабатыв1ание золотника после поступления двух электрических сигналов от соответствующих лутевых выключателей 25 устройств с правой и левой сторон ванны 1 расплава. Для регулирования горизонтальности 1И глубины погружения щагающих погрул ных холодильников 9 станина 16 снабжена винтовыми опорами 26. Для обеспечения герметинности и подвижности крышка 27 в местах прохода оси 10 снабжена плавающим сальниковым уплотнением 28. Способ реализуется следующим образом. В ванну 1 с расплавленным металлом 2 из стекловаренной пвяи по лотку 3 подают расплавленную стекломассу 4 через дозирующий щи1бер 5 еа поверхность расплава, где она, растекаясь равномерным слоем и направляясь респрикторами 6, достигает бортовых ограничителей 7, препятствующих дальнейшему поперечному растеюанию, формуется в утолщенную ленту 8 стекла требуемой толщины в зависимости от взаимодействия скоростей выработки и охлаждения. Зате)М включают насосную установку шагающих погружных холодильников 9, при этом щтоки гидроп|илиндров начинают перемещать каретки 14 по направляющим 15 станины 16 в направлении выработки, а двухплеч1ие рычаги 21, находящиеся в это время в зацеплении одним концом с подпружиненными собачками 23, пере.мещаясь вместе с каретками
14 и поворачиваясь вокруг своих осей, другим своим концом нажимают на подвижные клины 19, перемещая нх в крайнее положение, поднимают ролики 12 с У-образныМН рычапами 1.1, поворачивая оси .10 в ио.дшипниках 13, и отпускают, погружая в толщу прибортовых участков фо рмуемой ленты 8 стекла, шагающие -погружные холодильники. Заканчивая ход в направлении выр1аботк1и, подвижные клинья, достигнув упоров 22, перемещаются в обратном направлении, опускают ролики 12 с рычагами 11 -и, .поднимая их, выводят «3 контакта с лентой щагающие погружные холодильники 9. В это же время, упоры 24 нажимают на путевые выключатели 25,. а электричесгаие сигналы подают команду на золотник с электроуправлением, который, в свою очередь, изменяет направление потока массы в гидросхеме. Направление перемещения щтоков гидроцил:индров .17 с каретками 14 ,и Шагающими погружными холодильника)ми 9 будет обратным.
В момент окончания обратного хода двуплечие рычаги 21 входят в зацепление с подпружиненными собачками 23 а упоры 24 наж1имают на соответствующие путевые выключатели и т. д. Процесс повторяется. Для стабилизации полученной формы ленту стекла охлаждают и выводят из вапны расплава.
В результате использования устройства по предлагаемому способу эа счет интенсивного охлаждения .прибортовых участков формуемой ленты стекла устраняется эффект стягивания поверхностного слоя в при-бортовых участках ленты и выравниваются скорости слоев ленты по ширине и по толщине, а. следовательно, улучш;ается качество вырабатываемой ленты стекла.
Формула изобретения
1. Способ производства листового стекла толщиной более равновесной путем дозироваинои подач1И стекламассы в ванну на поверхность р1асплавленного металла, формирования ее в ленту с одновременным огравичен|ием краев ленты иоперечному растеканию и охлаждением бортов ленты с помощью холодильников, последующего охлаждения ленты в процессе ее Движения по расплаву металла и удаления из ванны, отличающ.ийся тем, что, с целью повышения качества стекла, охлаждение прибортовых участков ленты в зоне формования осуществляют за счет погружения холодильников в толщу стекломассы с одновременным синхронным перемещением их в направлении выработки и последующим возвратом IB исходное положение.
2.Спосо1б по п. 1, отличающийся тем, что перемещение холодильников осуществляют со скоростью, предпочтительно равной скоросБИ центрального потока стекломассы в зоне формования.
3.Устройство для осуществления способа по п. 1, со1держащее фyтepoвaннyFJ
ванну с расплавом металла, сливной лоток с дозирующим шибером, рестрикторы, терморегуляторы, средства подачи защитной атмосферы, средства вытягиван-ия ленты стекла, бортовые ограничитела и вынолненные из несма)чиваемого стеклом огнезшора холодильники, отличающееся тем, что, с целью повышения качества стекла, холодильники установлены в зоне формования над прибортовыми участками
ленты у бортовых ограничителей и снабжены механизмами возвратно-поступательного перемещения вдоль ванны, ввода и вывода йх из стекломассы.
Источники информации, принятые во
веимание при экспертизе:
1.Заявка ФРГ № 1796138, кл. 32 а 18/02, опублик. 1974.
2.Заявка Японии № 47-13510, кл. 2.1 А 43, опублнк. 24.04.72.
3. Патент США № 3622300, кл. 65-182, опублик. 1971 (прототип).
fj
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства листового стекла | 1977 |
|
SU678852A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА С ТОЛЩИНОЙ, БОЛЬШЕЙ РАВНОВЕСНОЙ | 2000 |
|
RU2181345C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2039016C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2187472C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ СТЕКЛА ТОЛЩИНОЙ БОЛЕЕ РАВНОВЕСНОЙ | 1998 |
|
RU2147296C1 |
| Устройство для производства листового стекла | 1976 |
|
SU695974A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| Способ производства листового полированного стекла | 1977 |
|
SU668239A1 |
| Способ и ванна для изготовления листового толстого стекла | 1974 |
|
SU533122A1 |
21 20
11
2
/
15
