1. Область применения.
Предлагаемое изобретение относится к способам изготовления листового флоат-стекла толщиной от 0,5 до 30 мм на существующих флоат-линиях и на флоат-линиях многофункционального назначения производительностью от 10 до 900 тонн стекла в сутки.
2. Уровень техники.
Известны способы изготовления флоат-стекла тонких и толстых номиналов [1, 2, 3, 4, 5].
Известные способы и устройства изготовления ленты стекла толщиной, более равновесной (≈6,5 мм), осуществляются путем ограничения бокового растекания стекломассы в головной части ванны расплава в основном подвижными и неподвижными ограничителями с последующим охлаждением ленты с целью сохранения достигнутой толщины.
При выработке стекла толщиной менее равновесной используется метод продольно-поперечного растягивания ленты стекла в зоне активного формования с помощью одной или нескольких пар бортовых машин. Сразу после растекания стекломассы каждая бортовая машина воздействует на края ленты одновременно продольными и поперечными растягивающими силами. Продольное и поперечное растягивание ленты стекла осуществляют синхронно одной или каждой парой бортовых машин, располагающихся друг против друга поперек ленты стекла. Роликовое или траковое устройство накладывается на верхнюю поверхность прибортовых участков ленты стекла и воздействует на ее прибортовые участки одновременно в продольном направлении в сторону выработки и в поперечном направлении в сторону боковых стен ванны расплава. Преимущественное воздействие на ленту стекла осуществляется в продольном направлении, а в поперечном направлении это воздействие носит дополнительный корректирующий характер, который позволяет в узких пределах влиять на ширину и толщину ленты стекла. Это воздействие в поперечном направлении может изменять ширину ленты на несколько процентов, что недостаточно для получения ленты стекла шириной, приближающейся к ширине «лужи» растекшейся стекломассы.
В известном патенте РФ №2174497, С03 В 18/02 угол разворота бортоформующих машин выставляют до 10°. Это объясняется тем, что для известных бортовых машин увеличение угла разворота более 10° требует сложной переделки ванны расплава. Для расширения ленты стекла это недостаточно. Одновременная работа многих пар бортовых машин при выработке стекла толщиной менее 2,5 мм также не влияет существенным образом на расширение утоняемой ленты стекла в связи с ее охлаждением по длине ванны по мере удаления от «лужи» растекшейся стекломассы. Охлаждение происходит за счет охлаждения обратными потоками олова, циркуляции газовой среды и теплового воздействия свода ванны.
Недостатком известных способов изготовления листового флоат-стекла с широким диапазоном толщины на одной флоат-линии с большим количеством переходов с одной толщины стекла на другую, особенно при переходах с толщины стекла, более равновесной, на толщину стекла, менее равновесной, и наоборот, связано с большим количеством и продолжительностью операций перестановки специального технологического оборудования, то есть требует длительной переналадки процесса [2]. Количество переходов по толщине стекла на современных линиях может быть более 100 переходов в год. При этом если специальное оборудование для перехода на производство стекла требуемой толщины находится вне ванны расплава, то тогда продолжительность переходных процессов больше в 5-8 раз, чем при переходах, когда все оборудование для перехода на другую толщину находится внутри ванны расплава и адаптировано к тепловым условиям ванны [5].
Недостатком известных способов является также то, что они не позволяют осуществлять быстрые переходы в широком диапазоне толщины стекла от 0,5 мм до 30 мм, требуют большего количества операций и времени по перестановке технологического оборудования и не позволяют существенно увеличить ширину ленты стекла до ширины «лужи» растекшейся стекломассы при производстве стекла толщиной, менее равновесной. Они рассчитаны на производство стекла по разным технологическим схемам и составу оборудования с толщиной либо больше равновесной, либо менее равновесной толщины.
Ближайшим прототипом предлагаемого изобретения является способ изготовления листового флоат-стекла в диапазоне толщины от 2 до 14 мм, осуществляемый путем использования одной или нескольких пар бортовых продольных машин, сжимающих или растягивающих ленту стекла, путем перестановки машин внутри ванны по ее длине и изменения угла разворота роликов по отношению к продольной оси ленты стекла. Положение роликов бортовых машин при переходе с выработки стекла толщиной более равновесной на изготовление стекла менее равновесной толщины изменяется и угол их разворота изменяется на, примерно, противоположное значение относительно поперечной оси между парой бортовых машин [6].
Недостатками прототипа являются: незначительность воздействия на ширину формируемой ленты стекла до приближения ее ширины к ширине «лужи», а также малый диапазон вырабатываемых толщин стекла с толщиной более равновесной. Максимально достижимая толщина стекла 12-14 мм. Технической задачей изобретения является изготовление листового флоат-стекла с диапазоном толщин от 0,5 до 30 мм в одной ванне расплава, используя для формования ленты стекла более и менее равновесной толщины одно и то же специальное технологическое оборудование - бортовые машины, путем осуществления операций по их установке и изменению режимов работы внутри ванны, а также повышение производительности флоат-линий при выработке стекла толщиной менее 4 мм.
3. Сущность изобретения.
В соответствии с предлагаемым изобретением стекломассу подают в ванну на поверхность расплавленного металла, после чего она растекается вперед и в стороны, где ограничение поперечного растекания стекломассы или ее продольно-поперечное растягивание осуществляют в зоне активного формования непрерывным воздействием на верхнюю поверхность прибортовых участков ленты стекла путем синхронного попарного воздействия на противоположные прибортовые участки ленты стекла чередующимися по длине ленты стекла локально приложенными продольными и/или поперечными усилиями, сжимающими или растягивающими ленту стекла в поперечном направлении, а также способствующими деформации ленты стекла по ее сечению при взаимодействии с продольным тянущим усилием валов рольганга до приобретения лентой стекла заданной толщины и ширины.
Продольные или поперечные усилия, прикладываемые к верхней поверхности ленты стекла, осуществляют подвижными контактными элементами одной или нескольких пар бортовых машин, установленных друг за другом в каждой зоне продольного или поперечного растяжения или сжатия ленты стекла.
Ограничение поперечного растекания стекломассы осуществляют механически бортовыми машинами с поперечным расположением подвижных контактных элементов с углом разворота до 30° как в направлении выработки, так и в направлении слива стекломассы, при этом положение машин по длине ленты стекла может меняться.
Растягивание верхней поверхности ленты стекла в поперечном направлении осуществляют механически бортовыми машинами с продольным расположением подвижных контактных элементов, положение и углы разворота которых могут меняться.
Каждая пара бортовых машин помимо своего основного направления движения контактных элементов вдоль или поперек ленты стекла может воздействовать на ленту и под углом. Бортовые машины с поперечным движением могут изменять этот угол до 30°. В этом случае общее направление усилий, которые прикладывают контактные элементы к поверхности ленты стекла, может растягивать или сжимать ленту дополнительно в направлении выработки или слива. За счет этого можно изменять ширину и толщину ленты в месте взаимодействия каждой суммы усилий, что дает дополнительные возможности по управлению процессом изготовления стекла.
Установка контактных элементов на 10, 20, 30° может производиться путем замены либо бортовых машин, либо заменой рабочего блока, включающего контактные элементы в корпусе холодильника, на другой рабочий блок с другим углом разворота.
При изготовлении стекла толщиной более равновесной на флоат-линиях производительностью от 10 до 50 тонн стекла в сутки первой парой бортовых машин создают поперечные растягивающие ленту стекла усилия, а на флоат-линиях производительностью более 50 тонн стекла в сутки создают поперечные, сжимающие ленту стекла усилия.
За счет прямого вытягивания усилием валов рольганга получают ленты стекла равновесной толщины (≈6,5 мм) и менее до 3 мм, но с резким сужением ленты стекла. При прямом вытягивании при изготовлении стекла толщиной менее 3 мм лента сужается в 2-3 раза по сравнению с максимальной шириной «лужи», образующейся при растекании.
Температура в зоне слива 1060-980°С. Над всей поверхностью олова поддерживается защитная азотно-водородная атмосфера. Продольно-поперечное растягивание и сжатие в зоне активного формования завершается получением ленты требуемой ширины и толщины при вязкости стекла ≈105,5П.
В качестве устройства для механического воздействия на верхнюю поверхность ленты стекла могут быть использованы существующие и модернизированные бортовые машины роликового типа, гусеничные и другие [1, 2].
В производстве стекла толщиной менее равновесной чередуют продольные и поперечные пары бортовых машин по длине ленты стекла в зоне активного формования стекла и воздействуют на верхнюю поверхность прибортовых участков ленты стекла их контактными элементами: металлическими роликами и/или графитовыми башмаками гусеничных машин ленту стекла таким образом, что растягивают ее по ширине до размеров, приближающихся к размеру максимальной ширины «лужи», а при необходимости и более максимальной ширины «лужи», одновременно утоняя ее до заданной толщины. Если скорость воздействия на расширение ленты стекла заданной ширины и толщины согласована со скоростью растекания стекломассы в «лужу» под действием гидростатического напора, собственного веса и сил поверхностного натяжения, тогда процесс изготовления листового стекла устойчив. Если не согласован - корректируется линейная скорость контактных элементов поперечных и продольных контактных элементов бортовых машин между собой и линейной скоростью ленты стекла до получения устойчивого режима формования ленты стекла заданной толщины и ширины.
Для каждой флоат-линии и для каждой ее производительности соотношение линейных скоростей определяется расчетным путем и корректируется во время работы линии.
На флоат-линиях малой производительностью до 50 тонн стекла в сутки основной задачей при изготовлении утолщенного стекла является обеспечение быстрого растекания сливаемой стекломассы в головной части ванны расплава. Предпочтительней использовать первую пару бортовых машин с поперечным направлением движения контактных элементов для расширения формуемой ленты стекла. Это обеспечит высокие оптические показатели стекла, так как вязкость стекла в этой зоне ванны наименьшая. Подобная необходимость вызвана также тем, что при малой производительности линий вследствие преимущественного продвижения сливаемой стекломассы вперед создается повышенный перепад температур стекломассы между средней частью ленты стекла и ее краями, что приводит к повышенной разнотолщинности листового стекла. Принудительно ускоренное растекание в боковые стороны за счет воздействия первой пары ботовых машин обеспечивает такой перепад температур между серединой и краями, который позволяет на первом этапе формования стекла толщиной более равновесной создать слой стекломассы с минимальной разнотолщинностью, которая легко корректируется последующими парами бортовых машин.
Для флоат-линий производительностью более 50 тонн стекла в сутки, где скорость растекания в боковые стороны достаточна для получения слоя стекломассы с необходимой разнотолщинностью, первая пара бортовых машин с поперечным движением контактных элементов сжимает ленту стекла для уменьшения колебания параметров растекания стекломассы под действием гидростатического напора.
При изготовлении утолщенного стекла производят дополнительное охлаждение участков верхней поверхности ленты стекла, входящих в контакт или уже находящихся в контакте с подвижными контактными элементами бортовых машин, например, посредством их обдува азотоводородной защитной атмосферой или азотом.
Каждая пара бортовых машин с поперечным расположением и движением контактных элементов при сжатии или растягивании ленты стекла оказывает тормозящее воздействие на ленту. За счет этого происходит либо ее локальное контролируемое утолщение или локальное контролируемое утонение. Для того чтобы пара бортовых машин с поперечным движением контактных элементов не остановила ленту стекла, их чередуют с парой бортовых машин с продольным расположением рабочих элементов, которые протягивают ленту стекла под контактными элементами, расположенными поперек ленты стекла, за счет проскальзывания.
При высокой производительности флоат-линий, например свыше 200 тонн стекла в сутки, степени охлаждения контактной поверхности ленты стекла до вязкоупругого состояния за счет воздействия водоохлаждаемого корпуса с подвижными контактными элементами бортовых машин может оказаться недостаточным, поэтому производят дополнительное охлаждение участков верхней контактной поверхности путем обдува холодной азотоводородной защитной атмосферой или азотом. Понижая температуру приповерхностного слоя стекла до температур ≈700-800°С, создают условия для деформации ленты стекла путем ее растяжения или сжатия, а также для проскальзывания под контактными элементами.
Прибортовые деформированные участки ленты стекла после ее отжига отрезаются.
4. Перечень фигур чертежей.
На фиг.1 схематично представлен вид в плане одного из вариантов устройства для реализации способа при изготовлении стекла толщиной менее равновесной.
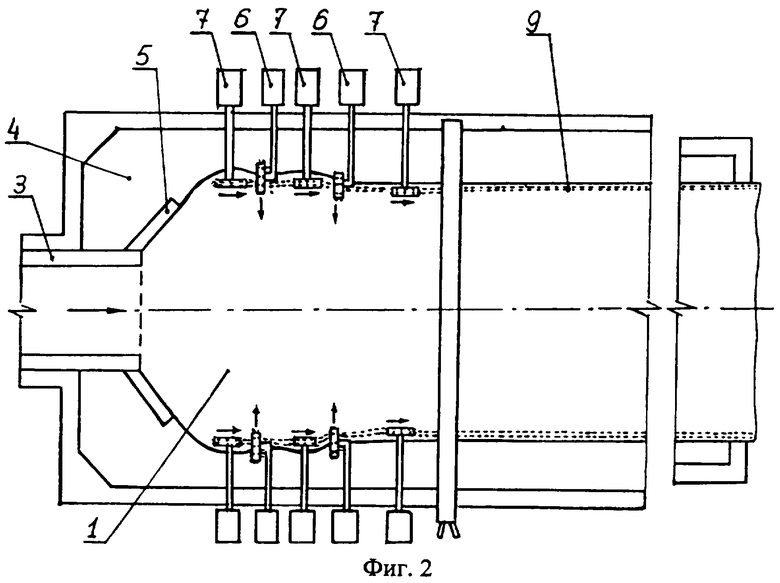
На фиг.2 - то же при изготовлении стекла толщиной более равновесной.
1. Стекломасса.
2. Ванна с расплавом олова.
3. Лоток для слива стекломассы в ванну.
4. Расплав олова.
5. Ограничительный брус.
6. Бортовая машина с поперечным расположением подвижных контактных элементов.
7. Бортовая машина с продольным расположением подвижных контактных элементов.
8. Водоохлаждаемый холодильник.
9. Дорожка следов от подвижных контактных элементов на поверхности прибортовой части ленты стекла.
5. Сведения, подтверждающие возможность осуществления изобретения.
Стекломассу 1 сливают в ванну 2 через сливной лоток 3 на поверхность расплавленного олова 4. После слива стекломасса растекается вперед и в стороны бортов ванны 2. Растекание в сторону лотка ограничивает брус 5, выполненный из не смачиваемого стеклом материала-графита.
Растекание - фиг.1 или ограничение растекания - фиг.2 регулируют симметрично расположенными парами бортовых машин 6 и 7. Для бортовых машин 7 с продольным расположением подвижных контактных элементов предпочтительней использовать машины гусеничного типа, у которых продолжительность контакта каждого отдельного элемента, например, графитового башмака с верхней поверхностью стекла выше, чем у роликовых машин. Для бортовых машин 6 с поперечным расположением контактных элементов предпочтительней использовать бортовые машины роликового типа. На фиг.1 и фиг.2 показаны бортовые машины роликового типа.
После придания ленте стекла заданной толщины и ширины ее охлаждают, например, водоохлаждаемыми холодильниками 8, располагаемыми после бортовых машин в один или несколько рядов в ванне, и выводят в печь отжига.
Во время контакта рабочих элементов с верхней поверхностью прибортовых участков ленты стекла образуется профилированная дорожка следов 9, которая состоит из чередующихся в один или несколько рядов выпуклостей и вогнутостей стекла. После отжига стекла эти прибортовые участки ленты стекла отрезаются и в качестве собственного стеклобоя подаются обратно в стекловаренную печь.
На фиг.1 показан вариант изготовления листового стекла толщиной ≈2 мм. Возле каждой бортовой машины стрелками показано направление линейного движения поверхности стекломассы под действием контактных элементов бортовых машин.
После достижения максимальной ширины «лужи» под действием продольных вытягивающих усилий валов рольганга печи отжига и снижения температур олова и свода и сводового пространства ванны лента стекла сужается.
Чтобы остановить сужение, на прибортовые участки верхней поверхности ленты стекла прикладывают чередующиеся поперечные и продольные усилия. Поперечными усилиями ленту растягивают в зоне действия каждой пары машин 6 поперек и формируют ширину ленты, а утоняют ее продольными усилиями каждой пары машин 7.
Контактные элементы каждой бортовой машины охлаждаются и сами пристужают в месте контакта верхнюю поверхность ленты стекла. Это в свою очередь позволяет создать условия для частичного проскальзывания поверхности стекла под контактными элементами бортовых машин 6, движущимися поперек ленты, а также для утонения или утолщения ленты стекла в продольном направлении под действием продольных усилий бортовых машин 6. Совместное воздействие двух или нескольких пар бортовых машин 6 и 7 позволяет варьировать в широких пределах шириной ленты стекла и ее толщиной. Ширина ленты стекла может достигать и превышать максимальную ширину «лужи».
Для флоат-линий производительностью от 10 тонн и до 250 тонн стекла в сутки становится экономически целесообразным производить листовое стекло толщиной менее 2 мм. В ассортименте стекол толщиной более равновесной выпуск стекла толщиной от 8 до 15 мм превышает 80%. Для его производства по предлагаемому изобретению достаточно изменить направление движения контактных элементов бортовых машин 6 на противоположное и осуществить незначительные по времени и сложности технологические операции по изменению теплового режима в ванне расплава. Для получения стекла толщиной от 8 до 15 мм необходимо только задать подобранные ранее режимы работы каждой пары бортовых машин без их перестановки или с незначительными перестановками по длине ленты стекла.
На фиг.2 показан вариант изготовления листового стекла с толщиной преимущественно от 12 до 30 мм. Ограничение растекания стекломассы начинается в головной части ванны 2. После слива стекломасса имеет толщину растекающегося слоя ≈25 мм, который утоняется до равновесной при продвижении вперед. В предлагаемом изобретении используют те же бортовые машины 6,7 расположенные внутри ванны, которые использовались при изготовлении тонкого стекла. Для ускорения переходов на стекло толстых номиналов более 12-14 мм в ванне могут находиться еще несколько резервных пар бортовых машин 6 и 7, работающих над поверхностью олова вхолостую в головной части ванны.
Например, после прекращения выпуска утоненного стекла ненужные контактные элементы бортовых машин 6 и 7 выводятся из контакта с верхней поверхностью ленты стекла и остаются внутри ванны расплава над оловом. Флоат-линия на короткое время переводится на выпуск стекла равновесной толщины.
После этого производят переустановку и выдвижение контактных элементов необходимого количества пар резервных и работавших ранее бортовых машин 6 и 7. Вводят в контакт с поверхностью стекла их контактные элементы, которые перемещаются с заданной линейной скоростью в заданном направлении, и производят формование толстого стекла заданной толщины и ширины. Во время перехода изменяют тепловой режим слива стекломассы в сторону понижения ее вязкости и температуры. Подбирают такие условия взаимодействия бортовых машин 6 и 7, благодаря которым растекающуюся стекломассу во время ее продольного вытягивания бортовыми машинами 7 сжимают машинами 6 до получения заданной толщины и ширины. Роль бортовых машин 6 и 7 заключается в локальном воздействии каждой пары машин на ленту стекла и противодействии усилию валов рольганга печи отжига.
Для каждой толщины и ширины ленты стекла и конкретной производительности линии существуют оптимальные схемы взаимного расположения между парами бортовых машин 6 и 7. За машинами 6 могут следовать 2-3 пары машин 7 и наоборот. Это зависит от типа и конструкции применяемых бортовых машин. Например, известные бортовые машины гусеничного типа с графитовыми башмаками имеют подвижную гусеницу длиной от 500 до 1200 мм и могут заменить 2-4 бортовые машины роликового типа. Множественность вариантов компоновки и режимов работы бортовых машин в производстве стекла толщиной от 0,5 до 30 мм позволяет гибко реагировать на текущий спрос и при широком ассортименте стекла делать 200-300 переходов в год с одной толщины стекла на другую. В свою очередь это позволяет резко уменьшить количество складских помещений для длительного хранения всего ассортимента вырабатываемой продукции, что значительно повышает конкурентоспособность продукции каждой флоат-линии.
Источники информации
1. Кондрашов В.И., Безлюдная B.C. Способы выработки флоат-стекла толщиной более равновесной. // Стекло и керамика. - 1999. - №3. - с. 3-8.
2. Кондрашов В.И., Безлюдная B.C. Особенности формования утоненного флоат-стекла и перспективы его развития. // Стекло и керамика. - 2000. - №1.- c. 4-8.
3. Егорова Т.А., Матвиенко В.Я., Кондрашов В.И., Гороховский В.И. Производство флоат-стекла толщиной более равновесной. // Стекло и керамика. - 2002. - №11. - с. 4-5.
4. Кондрашов В.И. Технологические процессы выработки и формования стекла на линии многофункционального назначения. // Стекло и керамика. - 2002.- №6.- с. 3-6.
5. Кондрашов В.И. Технологические процессы производства листового термически полированного стекла на линии многофункционального назначения. // Стекло мира. - 2002. - №3. - с. 5-10.
6. Шаеффер Н.А., Хойзнер К.А. Технология стекла. Кишинев. 1998. - 280 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА С ТОЛЩИНОЙ, БОЛЬШЕЙ РАВНОВЕСНОЙ | 2000 |
|
RU2181345C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2174497C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ СТЕКЛА ТОЛЩИНОЙ БОЛЕЕ РАВНОВЕСНОЙ | 1998 |
|
RU2147296C1 |
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2187472C2 |
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2186741C2 |
| Способ производства листового стекла и устройство для его реализации | 1975 |
|
SU555802A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2211808C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2039016C1 |
| БОРТОВОЙ ОГРАНИЧИТЕЛЬНЫЙ ЭЛЕМЕНТ К ВАННЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛАfX'-.-i'-iriV-i';,1 1Sisbii^-nud i | 1970 |
|
SU419481A1 |
Способ изготовления листового стекла включает формование стекла на расплаве олова путем ограничения поперечного растекания стекломассы или ее продольно-поперечного растягивания. В зоне активного формования осуществляют непрерывное воздействие на верхнюю поверхность прибортовых участков ленты стекла путем синхронного попарного воздействия на противоположные прибортовые участки ленты стекла чередующимися продольными и/или поперечными усилиями, сжимающими или растягивающими ленту стекла в поперечном направлении. Растягивание и сжатие ленты стекла до заданных размеров стекла по ширине и толщине в широком диапазоне толщин от 0,5 до 30 мм осуществляется бортовыми машинами с подвижными контактными элементами. Способ позволяет значительно уменьшить продолжительность переходов с изготовления стекла с толщиной менее равновесной на стекло с толщиной более равновесной и наоборот, производить 300 и более переходов в год с одной толщины стекла на другую, расширить ленту стекла при выработке тонкого стекла и увеличить производительность флоат-линий. 4 з.п. ф-лы, 2 ил.
| КОНДРАШЕВ В.И | |||
| и др., Особенности формования утоненного флоат-стекла и перспективы его развития, Стекло и керамика, 2000, № 1, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

