Изобретение относится к области обработки металлов давлением и касается получения полых заготовок деталей машиностроения, в том числе профилированных по наружной и внутренней поверхностям.
Известен способ получения полых заготовок из высокопрочных материалов, включающий нагрев, прошивку заготовки в гильзу, калибровку на оправке и термообработку [Авторское свидетельство СССР №1616733, В 21 В 19/02, 23/00, опубл. БИ №48, 1990 г.].
Недостатком данного способа является невозможность получения профилированного изделия по наружной и внутренней поверхности.
Наиболее близким по технической сущности к заявленному техническому решению является способ изготовления заготовок деталей буровых замков, включающий нагрев и деформацию (штамповку) [Романцев Б.А., Потапов И.Н., Гончарук А.В., Попов В.А. Изготовление полых профилированных заготовок. М., НПО «ИнформТЭИ». 1992, стр.5]. Недостатками этого способа являются низкий коэффициент использования металла, невысокая производительность и неудовлетворительная экология производства.
Техническим результатом изобретения является получение профилированных заготовок деталей буровых замков повышенной точности, повышение производительности и улучшение экологии производства.
Поставленная цель достигается тем, что в известном способе деформацию производят посредством прошивки в гильзу и калибровки гильзы на оправке в станах винтовой прокатки с последующей термообработкой, при этом калибровку осуществляют инструментом, профиль которого обеспечивает получение заданной конфигурации детали по внутренней и наружной поверхностям, последовательно деформируя два конца заготовки в разных клетях с выталкиванием проката из очага деформации после калибровки в направлении, противоположном осевому перемещению металла при прокатке, а перед выталкиванием на последних трех оборотах гильзы осуществляют уменьшение осевой скорости перемещения металла до нуля.
Заявляемая совокупность отличительных признаков обеспечивает достижение цели изобретения, а именно получение профилированных заготовок деталей буровых замков повышенной точности, повышение производительности и улучшение экологии производства.
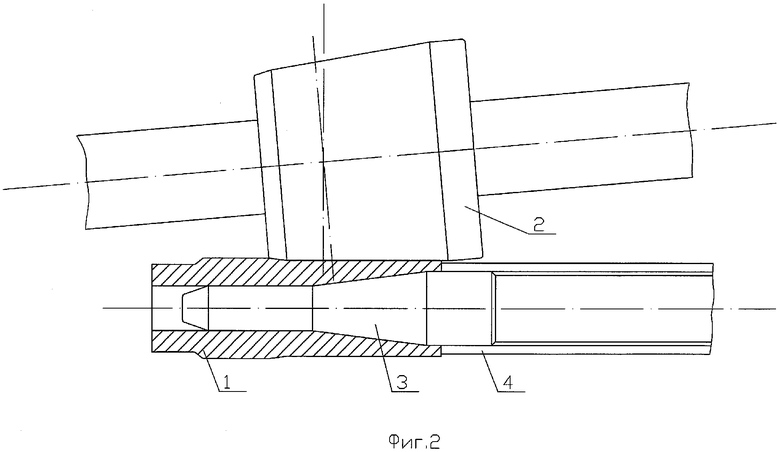
Изобретение иллюстрируется чертежами. На фиг.1 изображена калибровка приварного конца ниппеля, на фиг.2 - калибровка резьбового конца ниппеля.
Способ получения заготовок деталей осуществляется следующим образом. Исходную заготовку нагревают в газовой или электрической печи до температуры деформации в зависимости от марки стали. На операции прошивки нагретая заготовка задается в рабочие валки, где обжимается ими в калибре, образованном за счет взаимного сближения контактных поверхностей валков, оси которых наклонены к оси заготовки. При обжатии заготовки валками металл заполняет очаг деформации и встречается с неподвижной в осевом направлении оправкой, на торце заготовки формируется углубление, которое по мере продвижения заготовки по очагу деформации превращается в полость, а при прохождении заднего конца заготовки через оправку - в отверстие. Прошитая гильза 1 подается для калибровки к трехвалковому стану винтовой прокатки, где захватывается валками 2, профиль которых по длине образующей выполнен негативно профилю готовой детали, и калибруется на оправке 3 в черновую трубчатую заготовку с уменьшением толщины стенки и снижением уровня разностенности. При достижении заданной конфигурации наружной поверхности трубчатая заготовка выталкивателем 4 выталкивается из очага деформации в направлении, противоположном ее осевому перемещению под действием рабочих валков 2. Полученный полуфабрикат передают для последующей калибровки к следующему трехвалковому стану винтовой прокатки, где по той же технологической схеме деформируют на оправке второй конец гильзы для получения требуемого наружного и внутреннего профилей. Для снижения усилия выталкивания при калибровке перед выталкиванием на последних трех оборотах гильзы осуществляют снижение осевой скорости перемещения металла до нуля, т.е. торможение гильзы. После прокатки заготовки подвергают термообработке с прокатного нагрева или после дополнительного подогрева для получения заданного уровня свойств металла.
ПРИМЕР ОСУЩЕСТВЛЕНИЯ СПОСОБА
Способ осуществляли для получения заготовок ниппеля и муфты бурового замка ЗП-105. Заготовку из стали 40ХМА диаметром 120 мм нагревали до температуры 1200°С. Нагретая заготовка задавалась в рабочие валки, где обжималась ими в калибре, образованном за счет взаимного сближения контактных поверхностей валков, оси которых наклонены к оси заготовки под углом подачи 8°. При обжатии заготовки валками металл заполняет очаг деформации и встречается с неподвижной в осевом направлении оправкой диаметром 48 мм, на торце заготовки формируется углубление, которое по мере продвижения заготовки по очагу деформации превращается в полость, а при прохождении заднего конца заготовки через оправку - в отверстие. Прошитая гильза размерами 110×30 подается к трехвалковому калибровочному стану винтовой прокатки и заталкивается в очаг деформации, образованный тремя валками и расположенной по оси прокатки оправкой. Перед соприкосновением с рабочими валками гильза в процессе заталкивания надевается на оправку и центрируется по оправке на длине 30...70 мм. Далее происходит захват гильзы рабочими валками и формирование замкового конца муфты с внутренним конусом. В процессе калибровки на коническом участке оправки наружный диаметр гильзы уменьшается до 108 мм и формируется внутренний конический участок с перепадом диаметра от 47 до 77,8 мм. После оформления конического участка передний торец гильзы соприкасается с торцом выталкивающей втулки, расположенной в очаге деформации между валками и надетой на оправку, втулка гидроцилиндром перемещается навстречу движению гильзы и выталкивает ее из очага деформации. Для облегчения выталкивания заготовки из очага деформации гидроцилиндр устанавливается на траверзе, перемещаемой от пневмоцилиндра, который начинает перемещать выталкивающую втулку, когда до завершения процесса калибровки гильзе остается совершить 3 оборота в очаге деформации. Поскольку давления воздуха недостаточно для преодоления осевой составляющей сил трения со стороны валков, заготовка начинает тормозиться по мере возрастания величины давления в пневмоцилиндре из-за сжимающего воздух штока, перемещающегося под воздействием заготовки, двигающей выталкивающую втулку. После отрыва от валков дальнейшее перемещение откалиброванной заготовки осуществляется пневмоцилиндром.
Полученный полуфабрикат передают к следующей рабочей клети, где по такой же схеме деформируют на оправке с оформлением приварного конца муфты, в этом случае происходит утонение стенки и увеличение длины заготовки. Патрубок размерами 110×30 обжимается со степенью деформации по стенке 45% до размеров 80,5×16,5. Аналогичным образом получают заготовку ниппеля бурового замка. После прокатки полученные заготовки подвергали термообработке: подогревали в колпаковой печи и остужали вместе с печью для достижения заданного уровня свойств и снятия внутренних напряжений.
Предлагаемый способ прокатки обеспечивает получение изделий высокой точности по геометрическим размерам, профилированных по внутренней и наружной поверхностям.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК С ДНОМ | 2015 |
|
RU2596519C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТРУБ | 2007 |
|
RU2349401C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| СПОСОБ ПРОКАТКИ ТРУБНОЙ ЗАГОТОВКИ | 2015 |
|
RU2591913C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| Способ получения буровой стали | 2016 |
|
RU2627081C1 |
Изобретение относится к области прокатного производства, в частности к обработке металлов давлением, и касается способов получения заготовок деталей машиностроения. Способ включает нагрев, деформацию заготовки и термообработку. Деформацию производят посредством прошивки в гильзу и калибровки гильзы на оправке в станах винтовой прокатки с последующей термообработкой. Калибровку осуществляют инструментом, профиль которого обеспечивает получение заданной конфигурации детали по внутренней и наружной поверхности. Последовательно деформируют два конца заготовки в разных клетях с выталкиванием проката из очага деформации после калибровки в направлении, противоположном осевому перемещению металла при прокатке. Перед выталкиванием на последних трех оборотах гильзы осуществляют уменьшение осевой скорости перемещения металла до нуля. Изобретение обеспечивает получение профилированных заготовок повышенной точности, повышение производительности и улучшение экологии производства. 2 ил.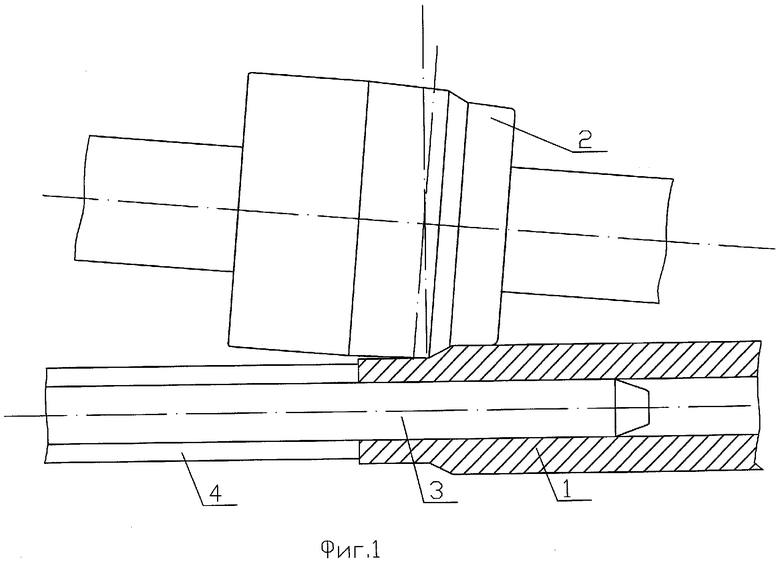
Способ получения заготовок деталей буровых замков, включающий нагрев, деформацию заготовки и термообработку, отличающийся тем, что деформацию производят посредством прошивки в гильзу и калибровки гильзы на оправке в станах винтовой прокатки с последующей термообработкой, при этом калибровку осуществляют инструментом, профиль которого обеспечивает получение заданной конфигурации детали по внутренней и наружной поверхности, последовательно деформируя два конца заготовки в разных клетях с выталкиванием проката из очага деформации после калибровки в направлении, противоположном осевому перемещению металла при прокатке, а перед выталкиванием на последних трех оборотах гильзы осуществляют уменьшение осевой скорости перемещения металла до нуля.
| РОМАНЦЕВ Б.А | |||
| и др | |||
| Изготовление полых профилированных заготовок | |||
| - М.: НПО «ИнформТЭИ», 1992, с.5 | |||
| Способ получения полых заготовок из высокопрочных материалов | 1989 |
|
SU1616733A1 |
| Стан винтовой прокатки | 1980 |
|
SU863021A1 |
| Способ изготовления стальных замков бурильных труб | 1990 |
|
SU1834779A3 |
| US 3462987 А1, 26.08.1969. | |||

