Техническое решение относится к механической обработке металлов резанием, в частности касается конструкции режущей части инструмента и может быть использовано для нарезания винтовых поверхностей - резьб, червяков, шнеков и т.д.
В промышленности широко применяется двухсторонние сменные многогранные режущие пластины (СМП) с боковыми задними и переходными поверхностями, перпендикулярными верхним плоскостям, при пересечении которых образуются режущие кромки [ГОСТ 25003-81]. Данные пластины имеют нулевые задние углы по всему периметру режущих кромок.
Для получения необходимых при резании положительных значений задних углов по боковым режущим кромкам пластину в резце наклоняют в плоскости, проходящей через биссектрису угла профиля перпендикулярно верхней плоскости на угол αрв, равный заднему углу при вершине режущей кромки инструмента и в два раза больший требуемого заднего угла по боковым режущим кромкам αрб.
Для трехгранных пластин:  (для метрических резьб 2φ=60°;
(для метрических резьб 2φ=60°;  ) рекомендуемое значение заднего угла по боковым режущим кромкам αрб=6°, тогда угол при вершине режущей пластины д.б. αрв≈12°, что для керамики слишком много, так как создается плечо главной составляющей силы резания относительно крайней точки опорной поверхности резца. Из-за этого плеча возникает изгибающий момент, равный произведению главной составляющей силы резания на величину плеча.
) рекомендуемое значение заднего угла по боковым режущим кромкам αрб=6°, тогда угол при вершине режущей пластины д.б. αрв≈12°, что для керамики слишком много, так как создается плечо главной составляющей силы резания относительно крайней точки опорной поверхности резца. Из-за этого плеча возникает изгибающий момент, равный произведению главной составляющей силы резания на величину плеча.
Значительное увеличение заднего угла резца на вершине режущей пластины приводит к его ослаблению, что в сочетании с максимальным давлением стружки при резании именно на этот участок обусловливает неблагоприятное нагружение режущих кромок инструмента и снижение надежности его работы. Наиболее сильно этот недостаток проявляется у инструментальных материалов с невысоким пределом прочности на изгиб, например, режущей керамики.
Известна режущая пластина, имеющая упрочняющую фаску с постоянным значением угла наклона к верхней поверхности и постоянную ширину по всему периметру режущих кромок [Кузин В.В. Инструменты с керамическими режущими пластинами. М.: Янус-К. 2006. 160 с.].
В качестве прототипа выбрана режущая пластина из керамики, разработанная в ФГБОУ ВПО МГТУ «СТАНКИН» [Пат. РФ №110015, МПК B23C 5/20, Бюл. №31, 2011], выполненная в виде многогранника, имеющая верхнюю, нижнюю и боковые поверхности, режущие кромки, образованные пересечением верхней и нижней поверхностей с боковыми поверхностями, а также с упрочняющими фасками на режущих кромках при том, что каждая из упрочняющих фасок выполнена в виде винтовой радиусной поверхности, и угол наклона упрочняющей фаски к передней поверхности вдоль режущей кромки составляет от 10 до 25°, а ширина фаски составляет 0,15-0,35 мм.
Недостатком прототипа является то, что, вследствие необходимости получения приемлемых при резании задних углов по боковым режущим кромкам, пластину-прототип в резце наклоняют в плоскости, проходящей через биссектрису угла профиля перпендикулярно верхней (нижней) плоскости на угол αрв, равный заднему углу при вершине режущей пластины и в два раза больший требуемого заднего угла по боковым режущим кромкам. Для трехгранных пластин:  (для метрических резьб 2φ=60°;
(для метрических резьб 2φ=60°;  ). Значительное увеличение заднего угла резца при вершине режущей пластины приводит к его ослаблению, что в сочетании с максимальным давлением стружки при резании именно на этот участок обусловливает неблагоприятное нагружение вершины инструмента и снижение надежности его работы. Наиболее сильно этот недостаток проявляется у инструментальных материалов с невысоким пределом прочности на изгиб, например, режущей керамики.
). Значительное увеличение заднего угла резца при вершине режущей пластины приводит к его ослаблению, что в сочетании с максимальным давлением стружки при резании именно на этот участок обусловливает неблагоприятное нагружение вершины инструмента и снижение надежности его работы. Наиболее сильно этот недостаток проявляется у инструментальных материалов с невысоким пределом прочности на изгиб, например, режущей керамики.
Техническим результатом решения является: повышение надежности работы режущего инструмента и увеличение его периода стойкости при сохранении основного преимущества двухсторонних пластин - возможности использования двух периметров режущих кромок за счет поворота пластин вокруг осей перпендикулярной и параллельной передней поверхности.
Поставленная задача достигается тем, что режущая сменная многогранная пластина из керамики для нарезания винтовых поверхностей, содержащая верхнюю, нижнюю и боковые задние поверхности и режущие кромки, образованные пересечением верхней и нижней поверхностей с боковыми задними поверхностями пластины, в которых боковые задние поверхности сопряжены между собой с формированием шести вершин режущей пластины и образованием боковых режущих кромок в виде переходной фасонной поверхности второго порядка с плавно изменяющимся углом наклона к верхней или нижней поверхности, причем в точках сопряжения боковых режущих кромок с боковыми задними поверхностями указанный угол наклона составляет 0°.
Таким образом, формируют все шесть вершин двухсторонней пластины.
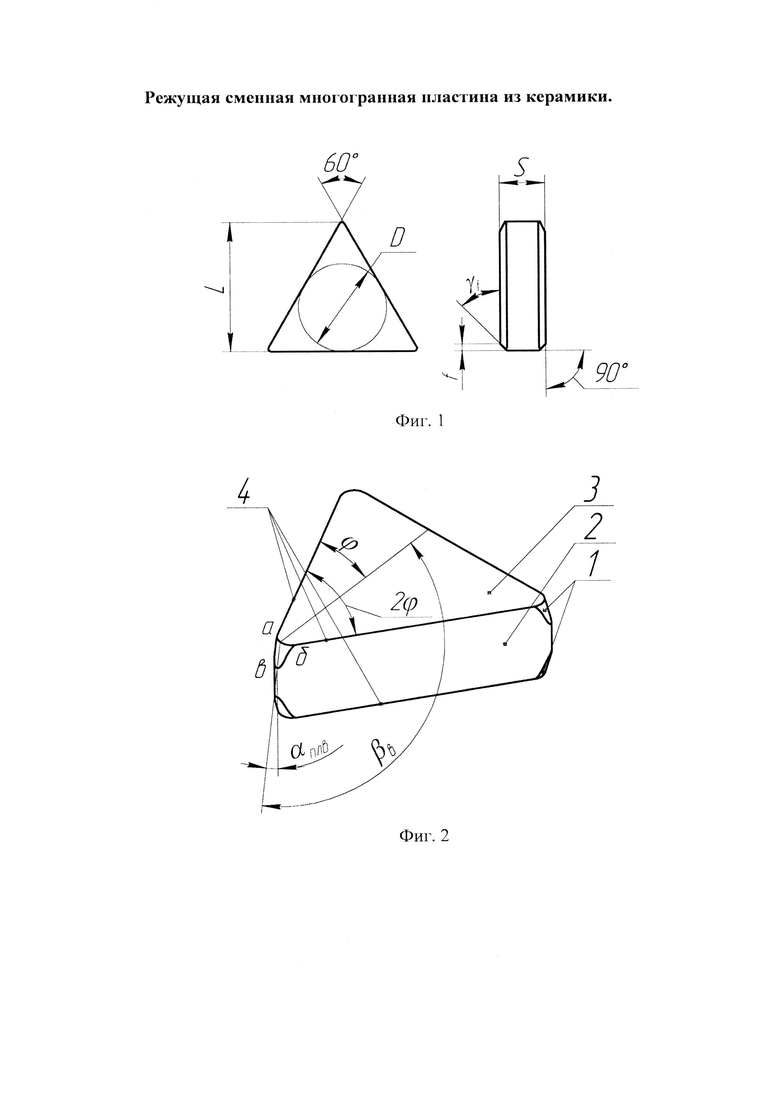
Сущность предложенного технического решения поясняется чертежами, на которых на фиг. 1 изображена двухсторонняя СМП из керамики в виде равностороннего треугольника (с углами 60°) с высотой L и в который можно вписать окружность диаметром D. Толщина пластины S с нулевыми задними углами по всему периметру режущих кромок. На верхних (нижних) поверхностях выполнены передние углы γf на упрочняющих фасках с размером ƒ.
На фиг. 2 изображена предлагаемая многогранная СМП из керамики в изометрии, выполненная следующим образом: задняя поверхность 5 пластины, сопрягающая боковые задние поверхности 3, выполнена в виде фасонной поверхности с переменным углом наклона относительно верхней или нижней поверхности 1 и 2 соответственно.
При вершине режущей пластины пластины (авб) образуется статический отрицательный задний угол, максимальный по абсолютной величине значений при при вершине режущей пластины и изменяющийся от 0° в точках сопряжения с боковыми режущими кромками 4 (точки а и б) до максимального по абсолютной величине значения при вершине режущей пластины (точка в) αпл.в, определяемого из технологических соображений (например, условия отсутствия «затирания» по задней поверхности или создания приемлемых с позиции теории резания рабочих задних углов).
Работа с режущей сменной многогранной пластиной из керамики осуществляется аналогично обыкновенной СМП: в гнездо резца, установленного на станке, устанавливают и закрепляют СМП. После чего осуществляют обработку заготовки.
Предложенное техническое решение позволяет повысить надежность работы режущего инструмента и увеличить период его стойкости, увеличить подачи врезания на проходах и, как следствие, сократить число проходов при нарезании винтовых поверхностей, а следовательно, время и стоимость обработки. Сохранить основное преимущество двухсторонних пластин - возможность использования двух периметров режущих кромок за счет поворота пластин вокруг осей перпендикулярной и параллельной передней поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ СМЕННАЯ ПЛАСТИНА | 1992 |
|
RU2053045C1 |
| СПОСОБ ТОЧЕНИЯ ПОВЕРХНОСТИ СЛОЖНОГО ПРОФИЛЯ СМЕННОЙ РЕЖУЩЕЙ МНОГОГРАННОЙ ПЛАСТИНОЙ С ЦИКЛОИДАЛЬНЫМ ПРОФИЛЕМ ПЕРЕДНЕЙ ПОВЕРХНОСТИ | 2019 |
|
RU2711998C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ СО СМЕННОЙ ПЕРЕТАЧИВАЕМОЙ ПЛАСТИНОЙ | 1992 |
|
RU2028875C1 |
| Режущая пластина | 1991 |
|
SU1798045A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА (ВАРИАНТЫ) | 2014 |
|
RU2557118C1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2008 |
|
RU2377099C1 |
| ЧЕРВЯЧНАЯ ТВЕРДОСПЛАВНАЯ ФРЕЗА | 1997 |
|
RU2120360C1 |
| Металлорежущая пластина | 1990 |
|
SU1814590A3 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
Изобретение относится к машиностроению и может быть использовано для нарезания винтовых поверхностей. Режущая сменная многогранная пластина из керамики для нарезания винтовых поверхностей содержит верхнюю, нижнюю и боковые задние поверхности и режущие кромки, образованные пересечением верхней и нижней поверхностей с боковыми задними поверхностями пластины. Боковые задние поверхности сопряжены из условия формирования шести вершин режущей пластины и образования боковых режущих кромок в виде переходной фасонной поверхности с переменным углом наклона относительно верхней поверхности, изменяющимся от 0° в точках сопряжения боковых режущих кромок с боковыми задними поверхностями до максимального по абсолютной величине значения на вершине режущей пластины. Обеспечивается возможность использования двух периметров режущих кромок за счет поворота пластин. Повышается надежность работы инструмента, увеличивается стойкость. 2 ил.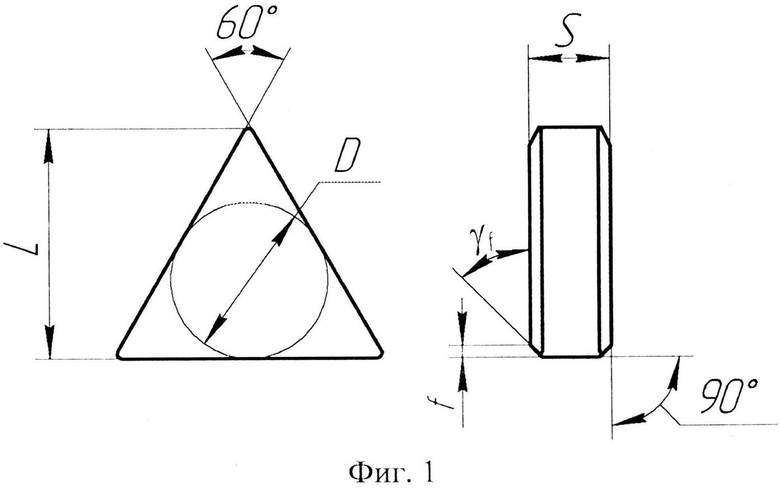
Режущая сменная многогранная пластина из керамики для нарезания винтовых поверхностей, содержащая верхнюю, нижнюю и боковые задние поверхности и режущие кромки, образованные пересечением верхней и нижней поверхностей с боковыми задними поверхностями пластины, отличающаяся тем, что боковые задние поверхности сопряжены между собой с формированием шести вершин режущей пластины и образованием боковых режущих кромок в виде переходной фасонной поверхности второго порядка с плавно изменяющимся углом наклона к верхней поверхности, причем в точках сопряжения боковых режущих кромок с боковыми задними поверхностями указанный угол наклона составляет 0˚.
| УСТАНОВКА ДЛЯ ВЫГРУЗКИ ПАКЕТОВ БРЕВЕН ИЗ ПОЛУВАГОНОВ | 1957 |
|
SU110015A1 |
| Многогранная режущая пластина | 1988 |
|
SU1611583A1 |
| Режущая многогранная пластина | 1986 |
|
SU1454579A1 |
| Способ автоматического управления опытом при испытании высоковольтных выключателей на отключающую способность | 1957 |
|
SU108330A1 |
| Измерительный элемент для устройств ресинхронизации и самосинхронизации синхронного генератора с энергетической системой | 1956 |
|
SU120593A1 |
| US5265985 A, 30.11.1993. | |||

