Изобретение относится к прокатному производству и может быть использовано при нанесении твердой смазки на рабочую поверхность прокатного валка.
Известно устройство для нанесения твердой смазки на поверхность ручья калибра, содержащее полый корпус, стенки которого со стороны, обращенной к валу, спрофилированы под ручей валка, с противоположной стороны герметично закрытый крышкой, размещенный внутри корпуса брикет смазки, и систему подачи охлаждающей жидкости под давлением в полость корпуса между крышкой и брикетом. Существенным недостатком устройства является невозможность управления процессом нанесения твердой смазки на поверхность калибра в зависимости от технологических условий прокатки. Действительно, в известном устройстве усилие прижатия брикета к поверхности калибра и, следовательно, величины смазочного слоя, зависят от давления охлаждающей жидкости в системе охлаждения, а оно, как правило, постоянно, либо имеет периодические колебания в различные периоды года.
Необходимость регулирования усилия прижатия брикета диктуется действием следующих факторов:
различием положения устройств для нанесения смазки в прокатной клети: при нижнем положении устройства для смазки нижнего валка усилие прижатия брикета к валу уменьшается на величину, равную весу брикета и столба жидкости в цилиндре, при верхнем положении устройства при смазке верхнего вала напротив, увеличивается на эту же величину;
различием размеров калибров в прокатном стане: современные непрерывные прокатные станы имеют в составе от 6 до 24 клетей с различными геометрическими размерами калибров, причем клети после каждой переточки калибров с меньшего на больший размер меняют места в линии стана. Это обстоятельство диктует необходимость выполнения одинаковых габаритов всех клетей, а, следовательно, и устройств и одновременно различного усилия прижатия брикета к калибру, в зависимости от его размеров;
различием химсостава прокатываемых сталей: из многообразия прокатываемых марок сталей все они имеют различную склонность к адгезии, т.е. свариванию и налипанию на валки. Высокоуглеродистые стали имеют малую склонность к адгезии и налипанию на валки и не требуют интенсивной смазки поверхности калибра. Стали низкоуглеродистые и высоколегированные (аустенитные), напротив, обладают большой склонностью к налипанию и требуют нанесения более обильного смазочного слоя.
Необходимость регулирования усилия прижатия брикета к калибру обуславливается также физическими и химическими свойствами брикетов твердой смазки, материалом валков, состоянием поверхности калибров, температурой и скоростью прокатки.
Еще одним существенным недостатком известных устройств является периодическое засорение устройства, сопровождающееся "заклиниванием" брикета в цилиндре и прекращением подачи смазки и охлаждающей жидкости на поверхность калибра. Это явление связано с наличием узкого зазора в калиброванной паре цилиндр "поршень-брикет", малым давлением воды в системе охлаждения сопротивлением стенок брикета и, главное, большим количеством взвешенных частиц грязи, мазута, окалины в технической воде, используемой для охлаждения валков. Засорение устройства и "заклинивание" брикета происходит ввиду того, что пористые и шероховатые стенки брикета оказывают значительное сопротивление перемещению охлаждающей воды в зазоре между стенками цилиндра и брикета, а большая протяженность поверхности брикета обуславливает снижение напора и скорости потока охлаждающей воды, что создает условия для осаждения мелкодисперсных частиц, находящихся в воде, на боковых пористых стенках брикета. Происходит сначала локальное, а затем и общее засорение устройства и "заклинивание" брикета. Невозможность управления процессом нанесения смазки, также как и отсутствие механизма самоочищения устройства с целью исключения его засорения приводят в конечном итоге к потере производительности станка и ухудшению качества прокатываемых изделий.
В технических решениях, где усилие прижатия брикета осуществляют с помощью пружины, имеется возможность его регулирования путем подбора и замены пружин различной мощности, однако сложность и громоздкость устройства в большинстве случаев исключает возможность вписать устройство в рабочее простpанство клетей современных прокатных станов. Кроме того, усилие пружины по мере истирания брикета в процессе прокатки не остается постоянным, а существенно уменьшается. Таким образом, недостатком известных конструкций устройств является невозможность управлять процессов нанесения смазочного слоя на поверхность калибра в зависимости от конструктивных особенностей оборудования клетей и технологических факторов прокатного производства, а также отсутствие механизма самоочищения устройства. А это приводит к потере производительности трубопрокатного агрегата и снижению качества изделия.
Целью изобретения является обеспечение управления процессом нанесения твердой смазки путем регулирования усилия прижатия брикета к валку, обеспечение самоочищения устройства и тем самым повышения производительности стана и качества прокатываемых изделий.
Устройство для нанесения твердой смазки на рабочую поверхность валка, состоящее из полого корпуса со спрофилированными под ручей стенками, обращенными к валку с противоположной стороны герметично закрытого крышкой с размещенным внутри его брикетом твердой смазки, и системой подачи жидкости под давлением в полость корпуса между крышкой и брикетом снабжено калиброванной по внутреннему контуру корпуса пластиной, размещенной в полости корпуса с зазором между их боковыми поверхностями, опирающейся на нерабочую торцевую поверхность брикета смазки, а также соосной ей, взаимодействующей с ней по торцевой поверхности дополнительной пластиной, размещенной в корпусе со стороны крышки с возможностью поворота вокруг своей оси и средствами ограничения хода пластин при максимальном истирании брикета, на торцевых поверхностях калиброванной пластины по концентрической окружности выполнены сквозные щелевые отверстия, а на боковой поверхности калибровочной пластины по ее периметру кольцевой паз, в котором размещена кольцевая пружина, при этом дополнительная пластина выполнена в виде соединенных между собой по центру секторов, чередующихся с равными, меньшими, чем между щелевыми отверстиями калиброванной пластины, промежутками, причем количество секторов дополнительной пластины равно количеству щелевых отверстий калиброванной пластины.
При размещении в устройстве между крышкой и брикетом калиброванной пластины последняя выполняет в устройстве функцию поршня, т.е. воспринимает давление охлаждающей жидкости и передает его брикету, прижимая к поверхности калибра. Наличие промежуточного элемента, воспринимающего давление охлаждающей воды, дает возможность управлять усилием прижатия брикета путем регулирования расхода охлаждающей жидкости в устройстве. С этой целью в пластине выполняют систему отверстий с возможностью плавного или дискретного регулирования их общей площади путем их открытия или закрытия. При этом будет изменяться площадь зазора между внутренним диаметром цилиндра и "пластиной-поршнем" и, следовательно, будет изменяться расход охлаждающей жидкости в устройстве и ее давление на пластину. Для более эффективного использования отверстий в качестве регулятора усилия прижатия брикета к поверхности валка, предложено исключить зазор между боковой стенкой пластины и цилиндра (общая площадь зазора между стенками цилиндра и пластины при минусовом допуске 0,25 мм и диаметре пластины 100 мм составляет 80 мм2) и обеспечить герметизацию стенок с цилиндрическим корпусом пластины. Эту функцию выполняет кольцевая пружина, вставленная в паз, выполненный в боковой поверхности пластины.
Перекрытие отверстий и регулирование усилий прижатия брикета осуществляют посредством другой пластины, размещенной соосно на плоскости основной и выполненной в виде секторов. При повороте дополнительной пластины вокруг оси на некоторый угол обеспечивается плавное открытие либо закрытие отверстий с увеличением или уменьшением общего зазора и расхода охлаждающей жидкости в устройстве, следствием чего является увеличение или уменьшение давления ее в устройстве и, соответственно, усилия прижатия брикета. Таким образом, в зависимости от технологических условий прокатки: состояния прокатного инструмента, химсостава прокатываемого металла, его температуры, твердости брикетов, размера калибра, расположения устройства в клети стана и т.д. возможно регулировать усилие прижатия и наносить на поверхность калибра оптимальный для данного случая слой твердой смазки.
Герметизация стенок пластины и цилиндра, т.е. исключение протяженного и тесного зазора между пластиной и цилиндром и замена его на более широкие, но короткие щелевые отверстия в пластине обеспечивает возможность свободно удалять через них вместе с охлаждающей жидкостью содержащиеся в ней мелкодисперсные частицы мазута, окалины, грязи, и т.д. и придают устройству новое положительное свойствовозможность самоочищения. Благодаря этому исключаются засорения устройства, заклинивание брикета в цилиндре, устраняется необходимость очистки устройства от грязи перед зарядкой нового брикета, улучшается охлаждение поверхности калибра, обеспечивается постоянство усилия прижатия брикета. С целью свободного истечения охлаждающей жидкости между пластиной и брикетом, контактная с брикетом сторона пластины выполняется рифленой.
Перечисленная совокупность признаков позволяет достичь цели изобретения обеспечить управление процессом нанесения твердой смазки путем регулирования усилия прижатия брикета к валу, а также самоочищение устройства от взвешенных частиц, находящихся в охлаждающей жидкости, повысить производительность стана и качества изделий.
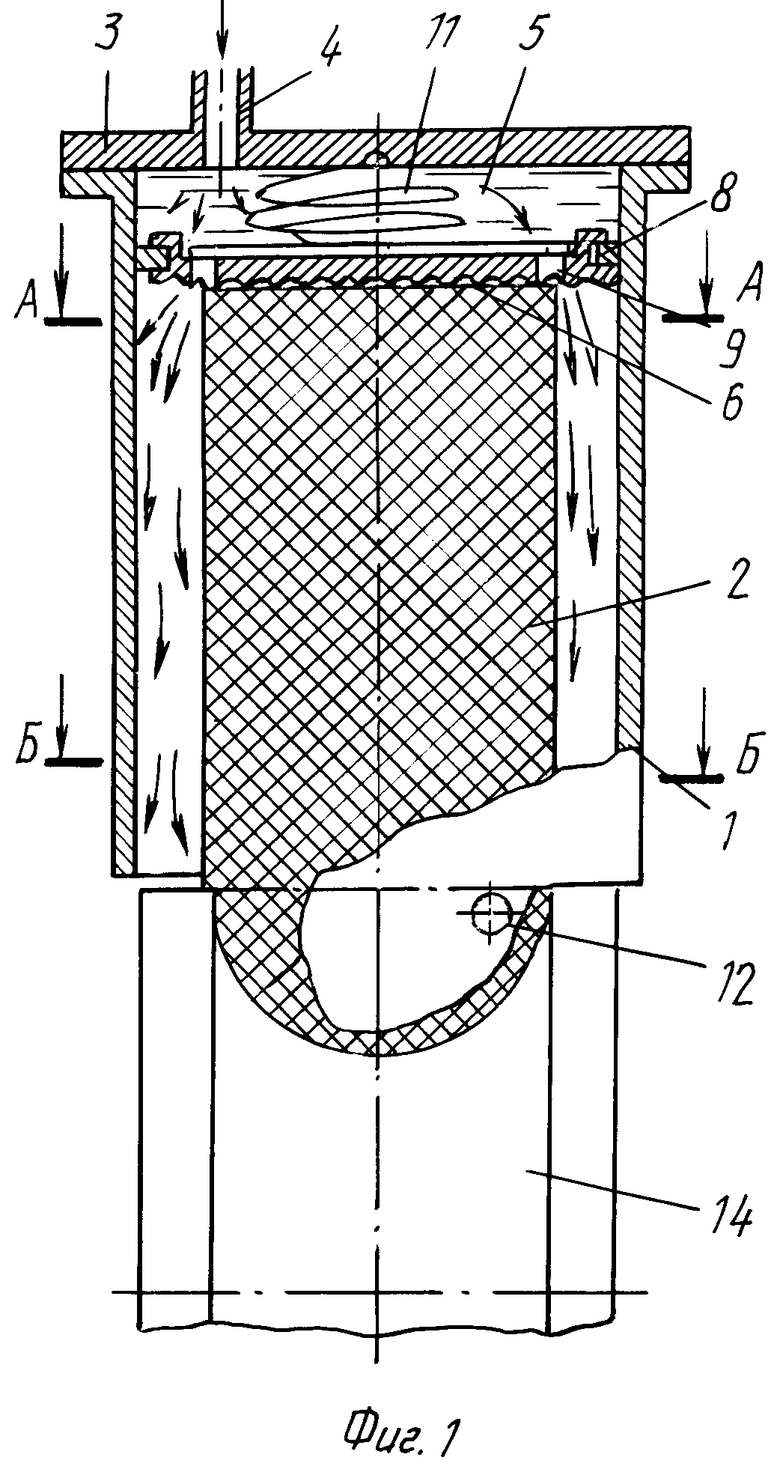
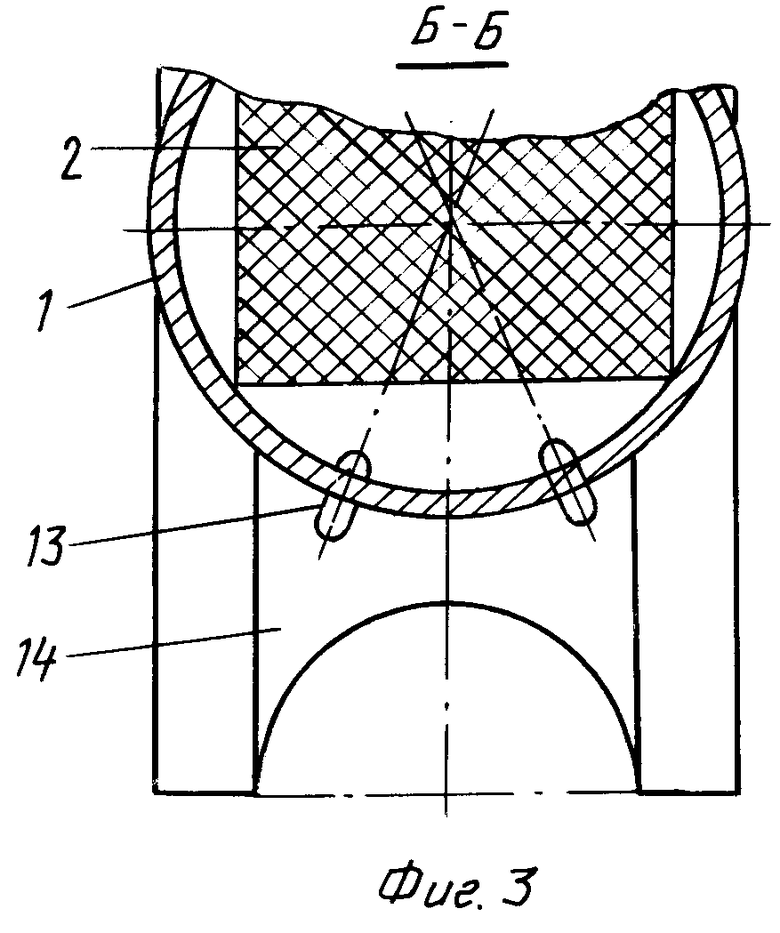
На фиг.1 показан общий вид устройства; на фиг.2 разрез I-I, вид сверху, иллюстрирующий положение пластин и работу устройства при открытых отверстиях в пластине; на фиг.3 разрез II-II на фиг.1, вид сверху, показывающий форму и расположение брикета в цилиндре; на фиг.4 разрез II-II на фиг.1, вид сверху, показывающий устройства и взаимное расположение пластин, при полностью закрытых отверстиях; на фиг.5 фрагмент разреза устройства, показывающий в крупном масштабе основные новые элементы устройства, конструктивное исполнение и их работу.
Устройство состоит из цилиндрического корпуса 1 с размещенным внутри его брикетом твердой смазки 2, герметически закрытого крышкой 3, с системой 4 подвода охладителя, охлаждающей жидкости 5, калиброванной пластины 6 с выполненным по периметру боковой поверхности пазом 7 и размещенной в нем кольцевой пружиной 8, выполненными в теле пластины по концентрической окружности щелевыми отверстиями 9, дополнительной пластины 10, расположенной соосно с основной, связанной гибкой связью 11 с крышкой 3, отверстий 12 с стопорными винтами 13 и ручьевого калибра 14.
В исходном состоянии брикет твердой смазки 2 вложен в цилиндрический корпус 1, при этом один из торцов брикета упирается в калибр валка 14, а на другой со стороны крышки 3 вложена калиброванная пластина 6 с размещенными в ней пазом 7, кольцевой пружиной 8, щелевыми отверстиями 9 и размещенный на поверхности основной соосно с нею дополнительной пластиной 10. Гибкая связь 11 (тросик) уложена произвольно на поверхность пластины 10. Корпус 1 закрыт герметически крышкой 3, в которую вмонтирована система подвода охлаждающей жидкости 4. Пластина 6 и крышка 3 соединены гибкой связью 11 (см. фиг.1). Поперечное сечение корпуса выполнено круглым как наиболее технологическое в изготовлении и эксплуатации. Поперечное сечение пластины 6 выполнено с минусовым допуском по внутреннему диаметру цилиндра 1 в пределах 0,1-0,25 мм. (см. фиг.1 и 2), Герметичность между внутренней стенкой цилиндра 1 и боковой поверхностью пластины 6 обеспечивает кольцевая пружина 8, вставленная в паз 7 пластины 6. Щелевые отверстия 9, выполненные в теле пластины 6, открыты (фиг.2), закрыты (фиг.4), либо открыты (закрыты) частично (на чертеже не показано), в зависимости от положения секторов дополнительной пластины 10 относительно отверстий 9 (достигается поворотом пластины 10 вокруг своей оси). Поперечное сечение брикета 2 выполнено не калиброванным и не круглым, а, например, прямоугольным шириной несколько большей ширины калибра (фиг.3). Такая форма брикета является в первом приближении наиболее рациональной для равномерного нанесения смазочного слоя и экономного расхода смазки при прокатке в круглом калибре. Брикет фиксирован внутри цилиндрического корпуса 1 посредством касания его внутренней поверхности в четырех точках (фиг.3).
Толщина пластины 6 выбирается из условия обеспечения гарантированной жесткости, а также возможности выполнения паза 7 по периметру боковой поверхности (фиг. 5) и щелевых отверстий 9 в ее теле, расположенных по концентрической окружности пластины, и составляет 2-5% от ее диаметра. Ширина щелевых отверстий составляет 1,0-8,0 мм. Наименьшее значение выбрано из условия возможности прохождения через отверстие вместе с охлаждающей жидкостью взвешенных твердых частиц, максимальные размеры которых, как правило, не превышают 1,0 мм, при минимальном растворе отверстий. Максимальное значение выбирается из условия обеспечения равенства суммарной площади полностью открытых отверстий (фиг.2) при заданной их протяженности площади входного отверстия в системе подвода охлаждения 4. При выполнении этого условия, когда объем поступающей в устройство жидкости равен ее расходу, избыточного давления жидкости в устройстве не будет, и усилие прижатия брикета к валку составит 0 или близкие к 0. При полностью закрытых отверстиях (фиг.4), когда расход охлаждающей жидкости в устройстве будет равным давлению жидкости в системе охлаждения, усилие прижатия брикета к валку будет максимальным. Следует отметить, что оба граничных варианта при работе устройства практически не используются. При частично закрытых (открытых) отверстиях давление охлаждающей жидкости в устройстве и, следовательно, усилие прижатия брикета к валку будет промежуточным между близким к 0 и максимальным значениям, т.е. регулирование усилия осуществляется в широких пределах. Количество щелевых отверстий в пластине (от 2 до 4-х) обусловлено условиями упрощения изготовления как основной, так и дополнительных пластин. При большом давлении охлаждающей жидкости в системе щелевые отверстия располагают в два ряда.
При невозможности размещения на боковой поверхности пластины 6 кольцевого паза (из-за малой толщины пластины) края пластины 6 выполняют в виде венца, обращенного к крышке 3 (как это видно на фиг.5) и на утолщенной части по периметру нарезают паз 7. С целью облегчения прохождения охлаждающей жидкости 5 через щелевые отверстия 9 и контактирующий с ней торец брикета 2, контактную с брикетом 2 поверхность пластины 6 выполняют рифленой (фиг.1 и 5). Дополнительную пластину 10 выполняют из листовой коррозионностойкой стали или пластмассы толщиной 0,2-0,5 мм в виде соединенных общим основанием секторов и размещают соосно и контактно с основной со стороны крышки 3. В зависимости от поворота пластины 10 относительно щелевых отверстий 9 общая площадь отверстий и, следовательно, площадь зазора в системе "цилиндр поршень" изменяется.
Стопорные винты 13 ввернуты в отверстия 12, выполненные в фигурном вырезе цилиндрического корпуса 1, и выступают относительно его внутренней поверхности на 1,0-1,5 мм (фиг.3).
Регулирование усилия прижатия брикета к валку осуществляют после установки устройств в клети непосредственно перед прокаткой в зависимости от технологических условий прокатки, важнейшими из которых являются твердость брикета, химсостав и физические свойства прокатываемого металла, размеры калибра и брикета, класс чистоты поверхности калибра, температура прокатки, давление охлаждающей воды в системе охлаждения. Поскольку усилие прижатия брикета чаще всего зависит от совокупного действия данных факторов, то оптимальное усилие прижатия брикета в каждом конкретном случае определяется эмпирически, в процессе практической эксплуатации устройства. Например, при прокатке труб из углеродистой и аустенитной марок сталей технологические условия прокатки и физические свойства сталей различны: температура прокатки труб из углеродистых сталей выше порядка 100оС, чем аустенитных, в то же время аустенитные стали обладают повышенной склонностью к адгезии с материалом инструмента. Поэтому при прокатке труб из углеродистых сталей, при прочих равных условиях (давлении охлаждающей жидкости, размеров калибра и брикета), щелевые отверстия открывают больше, чем при прокатке труб из аустенитных сталей. В этом случае усилия прижатия брикета к валку уменьшаются, но они вполне достаточны для нанесения смазочного слоя, обеспечивающего разделение между контактными поверхностями металла и инструмента, в то же время повышенный расход охлаждающей жидкости, проходящей через устройство увеличивает охлаждение калибра и препятствует появлению сетки разгара. При прокатке труб из аустенитных сталей щелевые отверстия перекрывают в большей степени, вследствие чего усилие прижатия брикета возрастает и на поверхность валка наносится более плотный слой смазки, предотвращающий сваривание и налипание металла на валки. Аналогично разницу в величине зазора между системой "цилиндр поршень" устанавливают в зависимости от расположения устройства в клети, учитывая при этом вес брикетов: в верхнем площадь открытых отверстий (зазора) увеличивают, в нижнем уменьшают. После регулирования крышку 3 закрывают и начинают прокатку.
Работа устройства осуществляется следующим образом: при прокатке через систему подвода охлаждающей жидкости 4 в пространстве между крышкой 3 и пластиной 6 подают охлаждающую жидкость 5 с избыточным давлением. Давление охлаждающей жидкости 5 передается пластине 6 с усилием
Р РS, где Р удельное давление жидкости в устройстве;
S площадь пластины.
Поскольку площадь пластины 6 за счет регулирования площади отверстий 9 не постоянна, то и величина давления, передаваемая пластиной 6 брикету переменна. Пластина 6 передает усилие брикету 2 и прижимает его к поверхности калибра 14 (см. фиг.1). При вращении валка брикет 2 наносит на поверхность калибра 14 слой твердой смазки.
Часть охлаждающей жидкости 5 с находящимися в ней мелко дисперсными твердыми фракциями проходит через щелевые отверстия 9 пластины 6 и далее через цилиндр 1 устройства попадает на валок и охлаждает его. Благодаря наличию отверстий 9, размеры которых превышают размеры твердых фракций, находящихся в охлаждающей жидкости, а также отсутствию узкого зазора между стенками пластины 6 и цилиндра 1, засорения, загрязнения устройства и "заклинивание" брикета 2 в цилиндрическом корпусе не происходит.
В процессе прокатки по мере расхода брикета 2 пластина 6 перемещается вместе с торцом брикета в направлении к валку при этом увеличивается расстояние между крышкой 3 и пластиной 6 и устройство, ограничивающее ход пластины, например гибкая связь 11 (тросик) между ними выбирается.
При предельном износе брикета 2 расстояние между крышкой 3 и пластиной 6 достигает критической величины, гибкая связь 11 натягивается и ограничивает ход пластины 6, предохраняя последнюю от контакта с валком и разрушения.
Ход пластины 6 к валку 1 также ограничивается посредством, например, винтов 13, вкрученных в отверстия 12, просверленные в спрофилированной стенке корпуса цилиндра 1. Действительно, при полном истирании брикета пластина 6, достигнув крайнего положения, ложится всей плоскостью на винты 13, поверхность которых лежит в горизонтальной плоскости, касающейся реборд валков 14. Ход пластины 6 в направлении к валкам прекращается.
Устройство для подачи твердой смазки на поверхность калибра опробовано в условиях прокатки труб из сталей ШХ-15 и 20Х25Н18М2Т размером 73 х 12 мм в горячем состоянии на чистовой группе клетей 18 клетьевого редукционно-калибровочного стана ТПА 500-200 Волжского трубного завода.
В чистовую клеть редукционного стана с валками, на которых был нарезан круглый ручьевой калибр шириной 73,6 мм, были установлены устройства для подачи твердой смазки. От общего трубопровода в крышки каждого из устройств была подсоединена система подачи охлаждающей воды. В корпусе устройств были вложены брикеты твердой смазки прямоугольной формы размером 75 х 100 мм. Внутренний диаметр цилиндрического корпуса составлял 125 мм. Между торцом брикета и крышкой были вложены калиброванные под внутренний диаметр цилиндра пластины, диаметром 124,5 мм и толщиной 5 мм, изготовленные из коррозионноcтойкой стали 10Х18Н9Т. Периметр пластины был выполнен в виде венца, обращенного в крышке, а контактная с брикетом поверхность pифленой с высотой рифления 2 мм. На боковой поверхности пластины был выполнен паз размерами 4 х 3 мм, в который вложена кольцевая пружина, обеспечивающая герметичность между стенками цилиндра и пластины. В теле пластины были выполнены по концентрической окружности 4 щелевых отверстия шириной 6 мм и протяженностью 25 мм каждая с разными промежутками между ними и длиной 40 мм. На ось основной пластины была насажена исполнительная пластина, выполненная в виде соединенных общим основанием секторов из пластмассы толщиной 0,3 мм диаметром 100 мм. Расстояние между секторами по концентрической окружности, проведенной через ось щелевых отверстий, составляло 40 мм. При повороте дополнительной пластины вокруг своей оси представлялось возможным плавно регулировать площадь открытых отверстий или "зазор" между "цилиндром" и "пластиной поршнем" в широких пределах. Высота брикета составляла 210 мм, торец брикета, обращенный к валку, был выполнен под калибр в виде усеченного конуса. Давление охлаждающей воды в системе было 1,2 атм.
Перед установкой в клеть была проведена регулировка зазора отверстий с помощью поворота дополнительной пластины. В устройстве, занимающем в клети нижнее положение, щелевые отверстия были открыты на 8 см, что составляло порядка 190 мм2 площади зазора, в устройстве, занимающем верхнее положение, на 7 мм, что составляло 170 мм2 площади зазора. Различие площадей зазора в верхнем и нижнем устройствах, обеспечивало разность давлений охлаждающей жидкости в каждом из них и обеспечивало равномерность усилия прижатия к поверхности калибра (соответственно 90-96 кГ), компенсируя для верхнего устройства суммирование, а для нижнего вычитание веса брикета.
Перед прокатом труб из коррозионностойкой стали площадь зазора уменьшили в верхнем устройстве до 60 мм2 (длина открытой щели 2,5 х 4) и увеличивали усилие прижатия брикетов до 130 кГ, а в нижнем соответственно до 48 мм2 с увеличением усилия прижатия брикета до 136 кГ.
В процессе прокатки под давлением охлаждающей воды на брикет твердой смазки через калиброванную пластину передавалось усилие, благодаря которому он прижимался к шероховатой поверхности калибра. При вращении валков в результате истирания брикета на поверхность калибра наносился слой твердой смазки, являющейся разделительной средой между контактными поверхностями валка и прокатываемого металла.
После окончания прокатки систему подачи охлаждающей воды отключали, валки останавливали и клети с устройствами извлекали из стана. Перед следующей прокаткой производили подзарядку брикетов. Затем клети с испытываемыми устройствами устанавливали в линию стана и процесс прокатки повторяли. Прокат вели до полного износа калибра, определяемого по количеству прокатанных труб с размером по наружному диаметру в поле допуска, определяемому ГОСТом, а также удельному расходу твердой смазки. Определение эффективности работы устройства предложенной конструкции осуществляли в сравнении с работой устройства прототипа.
Из результатов сравнительных испытаний следует, что использование предложенного устройства в сравнении с прототипом позволит:
управлять процессом нанесения смазки на рабочую поверхность валка в зависимости от технологических условий. Наиболее полно это преимущество проявилось при прокатке труб из высоколегированных сталей, в которой за счет изменения усилия прижатия брикета было исключено налипание металла на поверхность калибра и увеличена его стойкость на 30%
повысить производительность стана за счет уменьшения простоев при перезарядке устройства и его чистки на 2,0-8,0%
уменьшить расход смазки в 1,6-2,0 раза;
уменьшить количество брака:
по поверхностным дефектам на 0,67%
по геометрии на 0,20%
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ РУЧЬЕВОГО КАЛИБРА | 1992 |
|
RU2025157C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ НА ВАЛКИ ТВЕРДОЙ БРИКЕТИРОВАННОЙ СМАЗКИ | 1992 |
|
RU2013145C1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ ПРОКАТНОГО ВАЛКА | 1993 |
|
RU2060849C1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА | 2006 |
|
RU2308333C1 |
| Устройство для нанесения твердой брикетированной смазки | 1987 |
|
SU1498571A1 |
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
| Устройство для смазки ручьевых валков | 1988 |
|
SU1715458A1 |
| Клеть для продольной прокатки | 1991 |
|
SU1808430A1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |



Использование: нанесение твердой смазки на поверхность прокатного валка в прокатном производстве. Сущность: в устройстве для нанесения твердой смазки, состоящем из цилиндрического корпуса с размещенным внутри его соосно брикетом твердой смазки, герметично закрытого с одной стороны крышкой, расположенной между крышкой и торцем брикета калиброванной пластины, системы подвода охлаждающей жидкости под давлением в полость между крышкой и пластиной и устройствами, ограничивающими ход пластины к валку при минимальном истирании брикета, по периметру боковой поверхности калиброванной пластины выполнен паз, в котором размещена кольцевая пружина, обеспечивающая герметичность между стенками цилиндра и пластины, в теле пластины по концентрической окружности выполнены щелевые отверстия, а на поверхности пластины со стороны крышки соосно и контактно с нею размещена дополнительная пластина в виде соединенных секторов, число которых равно количеству щелевых отверстий и чередующихся с равными, но меньшими, чем между щелевыми отверстиями, промежутками, причем контактная с брикетом поверхность основной пластины выполнена рифленой. 1 з.п. ф-лы, 5 ил.
| Устройство для нанесения твердой брикетированной смазки | 1987 |
|
SU1498571A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
