Изобретение относится к обработке металлов давлением, в частности к трубопрокатному оборудованию, и касается клетей, оснащенных устройствами для нанесения твердой брикетированной смазки на прокатные валки при производстве горячекатаных труб.
Известна клеть прокатного стана, оснащенная устройствами для смазки ручьевых валков (SU №1715458, В21В 27/06, 17/02, опубл. 29.02.1992), содержащими корпус в виде гильзы, внутри которой размещен брикет смазки с зазором, а полость корпуса подключена к системе охлаждающей жидкости и закрыта крышкой.
Недостатком данного устройства является отсутствие возможности контроля величины истирания брикета, что не обеспечивает бесперебойную работу клети со смазкой, а это снижает производительность стана и оказывает отрицательное влияние на износостойкость валков и качество наружной поверхности прокатываемых труб.
Кроме того, байонетный способ соединения гильзы с крышкой, использованный в данном устройстве, не обеспечивает достаточного уровня герметичности соединения, что ведет к нестабильности давления, обеспечивающего усилие прижатия брикета твердой смазки к рабочей поверхности прокатных валков в процессе прокатки, т.е. не обеспечивается равномерность нанесения смазки на рабочую поверхность прокатных валков, что отражается на качестве проката и износостойкости валков.
Наиболее близким техническим решением, принятым за прототип, является клеть прокатного стана (SU №1784306, В21В 17/02, 27/06, 45/02, опубл. 30.12.1992), оснащенная устройствами для нанесения смазки, установленными в станине стационарно для каждого валка в виде герметичных цилиндрических корпусов со спрофилированными под ручей стенками, обращенными к валку с зазором, полости которых подключены к системе охлаждающей жидкости и заполнены брикетированной твердой смазкой, при этом брикеты имеют форму, обеспечивающую их стыковку.
Недостатком данной клети является то, что в устройстве не предусмотрена возможность оперативного контроля величины истирания брикета. В результате отсутствия такого контроля может наступить полное истирание брикета во время прокатки, при этом нанесение смазки прекращается, и износ рабочей поверхности валка увеличивается, вследствие чего снижается качество наружной поверхности прокатываемых труб. Осуществление контроля истирания брикета при открывании крышки ведет к увеличению вспомогательного времени, что снижает производительность стана.
Недостатком данной клети также является то, что в устройстве для нанесения смазки применяется болтовой способ крепления крышки к цилиндрическому корпусу, что также увеличивает время заправки устройства новым брикетом, и таким образом еще больше снижает производительность.
Техническая задача, решаемая изобретением, заключается в повышении износостойкости прокатных валков, качества наружной поверхности прокатываемых труб и производительности стана за счет осуществления оперативного контроля величины истирания брикетов смазки и быстроты дозаправки устройства новым брикетом.
Поставленная задача решается за счет того, что в клети прокатного стана, содержащем станину, ручьевые валки, установленные на станине для каждого валка устройства для нанесения смазки в виде герметичного цилиндрического корпуса с крышкой, обращенные к валку стенки которого спрофилированы под ручей, а концы стенок корпуса расположены над вершиной калибра валка с зазором относительно радиальной плоскости валка, при этом полость корпуса подключена к системе подачи по общему трубопроводу под давлением охлаждающей жидкости и заполнена брикетированной твердой смазкой с возможностью подстыковки новых брикетов, а корпус устройства зафиксирован в станине от поворота вокруг продольной оси, согласно изобретению одно из устройств выполнено с возможностью контроля величины истирания брикета, а крышка и корпус состыкованы шиповым соединением и прижаты к станине приспособлениями, установленными на осях, жестко связанных со станиной.
Сущность изобретения заключается в том, что одно из устройств, установленных в прокатную клеть, выполнено с возможностью контроля величины истирания брикета твердой смазки, что позволяет спрогнозировать время добавления новых брикетов в устройства. Это дает возможность избежать прокатки труб без смазки валков, а значит увеличить их износостойкость, а также качество наружной поверхности прокатываемых труб. Кроме этого, осуществление контроля величины истирания брикета без снятия крышки с корпуса устройства позволит значительно увеличить производительность за счет уменьшения вспомогательного времени. Цилиндрический корпус устройства с крышкой состыкованы шиповым соединением через прокладку, работающим по принципу лабиринтного уплотнения, и прижаты друг к другу и к станине приспособлениями, установленными на осях, жестко связанных со станиной прокатной клети. Это обеспечивает гарантированную герметичность устройства, необходимое давление для равномерного нанесения смазки и одновременно быстроту дозаправки новым брикетом, что, в свою очередь, позволит увеличить качество прокатываемых труб и производительность стана.
Изобретение иллюстрируется чертежами, где на фиг.1 показано рабочее положение устройства для нанесения твердой смазки, установленное в прокатной клети; на фиг.2 - вид сверху на фиг.1 - часть клети с устройством для нанесения смазки; на фиг.3 - разрез Б-Б на фиг.2 - крепление крышки устройства; на фиг.4 - положение устройства в момент замера высоты брикета.
Устройства для нанесения смазки устанавливают на станине 1 прокатной клети стационарно для каждого валка 2. Корпус 3 и крышка 4 устройства состыкованы шиповым соединением через прокладку 5. Полость 6 устройства заполнена брикетированной твердой смазкой 7. Корпус 3 и крышка 4 прижаты друг к другу и к станине 1 приспособлениями 8, например лапами, закрепленными на осях 9 с помощью гаек 10. Оси 9 жестко связаны со станиной клети 1. От поворота вокруг продольной оси каждое из устройств зафиксировано в станине, например при помощи планки 11 и выполненной на наружной поверхности корпуса 3 лыски 12. Торец крышки 4 одного из устройств снабжен отверстием 13, закрытым резьбовой пробкой 14, герметично установленной через прокладку 15. Это обеспечивает возможность проведения контроля высоты брикета с помощью щупа 16. Внутренние полости 6 корпусов 3 связаны между собой посредством общего трубопровода 17, а также с системой подачи охлаждающей жидкости.
Предлагаемая клеть прокатного стана работает следующим образом.
После того, как собранную клеть установят на основание стана, подсоединяют приводы к рабочим валкам 2, а общий трубопровод 17 к цеховой системе подачи охлаждающей жидкости. В момент начала прокатки включают привод вращения валков и подачу охлаждающей жидкости (например, воды).
При включении охлаждающей жидкости она по общему трубопроводу 17 подается под давлением в полости 6 корпусов устройств, где, воздействуя на брикеты 7, обеспечивает их прижатие с одинаковым усилием и перемещение к шероховатой поверхности рабочих валков 2. Давление в устройстве фиксируется манометром избыточного давления 18. При вращении рабочих валков 2 за счет механического истирания происходит равномерное нанесение слоя смазки на их поверхность.
Далее смазка передается в очаг деформации. Одновременно с этим охлаждающая жидкость по зазору 19 между брикетом смазки 7 и стенками корпуса 3 поступает на поверхность рабочих валков 2, где за счет теплообмена происходит их охлаждение.
По окончании прокатки отключают систему подачи охлаждающей жидкости и в одном из устройств производят замер величины истирания брикета. Для этого выкручивают пробку 14 и через отверстие 13 при помощи щупа 16 производят замер высоты брикета. Для удобства измерения на тело щупа нанесена измерительная шкала, фиксирующая величину истирания брикета от lраб до 0, цена одного деления 1 мм. Риска с отметкой «0», совмещенная с торцом крышки 4, указывает, что рабочая часть брикета (lраб) истерта полностью. При необходимости добавления нового брикета смазки одновременно производят подзарядку всех устройств. Для этого во всех устройствах гайками 10 освобождают приспособления (лапы) 8 и их поворотом на оси 9 освобождают крышку 4. Затем крышку 4 снимают и в каждом устройстве к остатку старого брикета присоединяют новый. Соединение брикетов при этом выполнено шиповым способом, что позволяет соединить их в одно целое. После заправки брикета в устройство крышку 4 состыковывают через прокладку 5 с корпусом 3, зажимают приспособлениями (лапами) 8 при помощи гаек 10 и возобновляют процесс прокатки труб. Если добавления нового брикета не требуется, то пробку 14 завинчивают в отверстие 13 и прокатку возобновляют с использованием старого брикета смазки.
При полном износе рабочих валков 2 производят их перевалку. При этом, благодаря зазору между стенками корпуса 3, обращенными к валку, и профилем валка 2, перевалку валков производят без демонтажа устройств для нанесения смазки. По окончании перевалки и установки клетей в линию стана процесс прокатки труб с нанесением твердой брикетированной смазки повторяется.
Предлагаемая клеть была опробована в условиях производства бесшовных труб из стали марки 30 размером 102×6,0 мм. Во время прокатки фиксировали износ рабочих валков.
Износостойкость определяли по количеству прокатанных труб с размером по наружному диаметру в поле допуска, определяемому по ГОСТ 8732.
Затем вели прокатку такого же количества труб 102×6,0 мм из стали марки 30 по прототипу.
Сравнительные данные приведены в таблице.
Сравнительные результаты испытаний предлагаемой клети прокатного стана и клети по прототипу
Из таблицы видно, что:
1) количество труб, прокатанных в поле допуска по наружному диаметру, возросло больше, чем на 9%;
2) износостойкость прокатных валков повысилась в 1,2 раз;
3) производительность за счет сокращения вспомогательного времени увеличилась примерно на 5%.
Предлагаемая конструкция прокатной клети при производстве горячекатаных труб позволяет:
- повысить износостойкость рабочих валков;
- повысить качество наружной поверхности прокатываемых труб за счет повышения точности и товарного вида;
- повысить выход годного;
- увеличить производительность стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
| Устройство для смазки ручьевых валков | 1988 |
|
SU1715458A1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
| Клеть для продольной прокатки | 1991 |
|
SU1808430A1 |
| Клеть для продольной прокатки | 1991 |
|
SU1785450A3 |
| Устройство для нанесения твердой брикетированной смазки | 1987 |
|
SU1498571A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ | 1992 |
|
RU2040985C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ РУЧЬЕВОГО КАЛИБРА | 1992 |
|
RU2025157C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ | 2009 |
|
RU2385194C1 |



Клеть предназначена для производства горячекатаных труб в условиях нанесения твердой брикетированной смазки на прокатные валки. Клеть содержит станину, ручьевые валки, установленные на станине для каждого валка устройства для нанесения смазки в виде герметичного цилиндрического корпуса с крышкой, обращенные к валку стенки корпуса которых спрофилированы под ручей, а концы стенок корпуса расположены над вершиной калибра валка с зазором относительно радиальной плоскости валка. Полость корпуса подключена к системе подачи по общему трубопроводу под давлением охлаждающей жидкости и заполнена брикетированной твердой смазкой с возможностью подстыковки новых брикетов, при этом корпус устройства зафиксирован в станине от поворота вокруг продольной оси. Повышение износостойкости валков и производительности стана обеспечивается за счет того, что одно из устройств для нанесения смазки выполнено с возможностью контроля величины истирания брикета, а крышка и корпус состыкованы шиповым соединением через прокладку и прижаты к станине приспособлениями, установленными на осях, жестко связанных со станиной. 4 ил., 1 табл.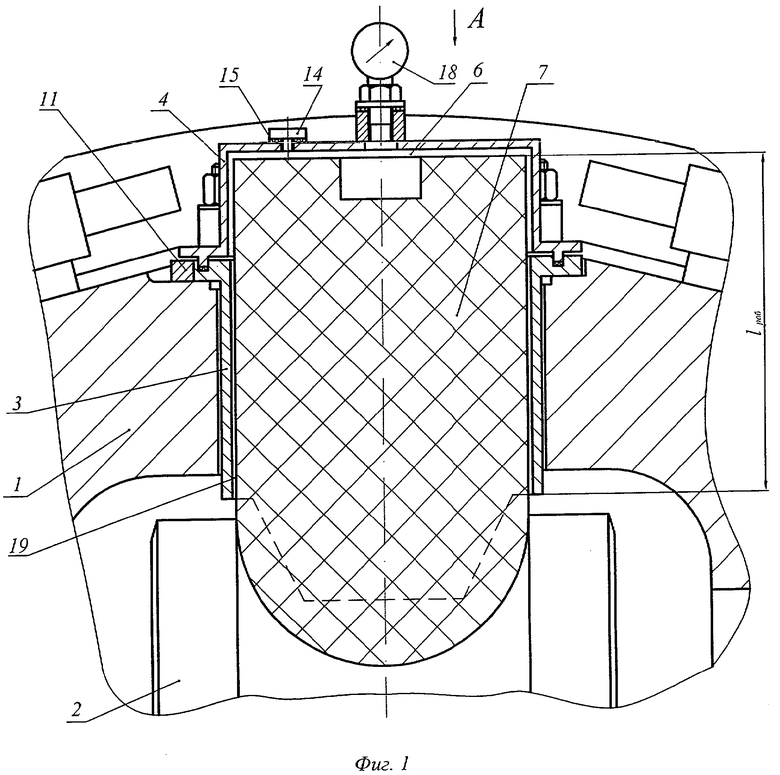
Клеть прокатного стана, содержащая станину, ручьевые валки, установленные на станине для каждого валка устройства для нанесения смазки в виде герметичного цилиндрического корпуса с крышкой, стенки которого, обращенные к валку, спрофилированы под ручей, а концы стенок корпуса расположены над вершиной калибра валка с зазором относительно радиальной плоскости валка, полость корпуса подключена к системе подачи по общему трубопроводу под давлением охлаждающей жидкости и заполнена брикетированной твердой смазкой с возможностью подстыковки новых брикетов, а корпус зафиксирован в станине от поворота вокруг продольной оси, отличающаяся тем, что одно из устройств для нанесения смазки выполнено с возможностью контроля величины истирания брикета, а крышка и корпус состыкованы шиповым соединением и прижаты к станине приспособлениями, установленными на осях, жестко связанных со станиной.
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
| Способ асимметричной прокатки полос | 1984 |
|
SU1212636A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ | 1992 |
|
RU2040985C1 |
| US 3837199 A, 24.09.1974. | |||

