Изобретение относится к моечной технике и может найти применение при промывке полых изделий типа гидравлических цилиндров, гидроаккумуляторов и т.п.
Известен способ промывки полых изделий по которому внутрь изделия пропускают трубу с моечными форсунками (патент США N 4140543, кл. В 08 В 9/00, публ. 1979). Способ позволяет проводить очистку высокоскоростными свободными струями жидкости. Однако значительные размеры моечного устройства (трубы с форсунками) не позволяют применять его для промывки изделий имеющих небольшие размеры лючков или штуцеров для доступа внутрь.
Известны способы, по которым промывку полых изделий ведут свободной струей жидкости, подаваемой в полость изделия через цилиндрическое сопло (заявка ФРГ N 2706590, кл. В 08 В 9/12, публ. 1978).
Недостаток этого способа, как и подобных ему, по которым промывка проводится свободной незатопленной струей ограниченная номенклатура изделий, для которых приемлем этот способ. В частности гидроцилиндры имеют боковые штуцеры для подвода жидкости и это делает неэффективными данные способы, т. к. свободная струя будет омывать лишь незначительную часть внутренней поверхности. Особенно плохо промывается штоковая полость гидроцилиндра, т.к. шток отражает свободную струю.
Известен способ промывки полых изделий типа гидравлических цилиндров путем циклического перемещения поршня в крайние положения при переменной подаче и сливе жидкостей из полостей изделия. Данный способ наиболее близок к предложенному и принят за прототип.
Недостаток данного способа низкое качество очистки, т.к. из-за низкой вязкости промывочной жидкости тяжелые загрязнения зачастую успевают осесть и не выносятся из промываемой полости.
Цель изобретения повышение качества очистки внутренних полостей изделий.
Указанная цель достигается тем, что при промывке полых изделий типа гидравлических цилиндров путем циклического перемещения поршня в крайние положения при переменной подаче и сливе моющей жидкости из его полостей в поток моющей жидкости предварительно вводят и диспергируют пузырьки газа до размеров, предотвращающих их отделение от жидкости в полости изделия. Это позволяет повысить эффективность удаления из полостей изделия загрязнений, т.к. мелкие пузырьки диспергированного газа существенно увеличивают вязкость жидкости, что замедляет оседание загрязнений в полости изделия и улучшает удаление загрязнений.
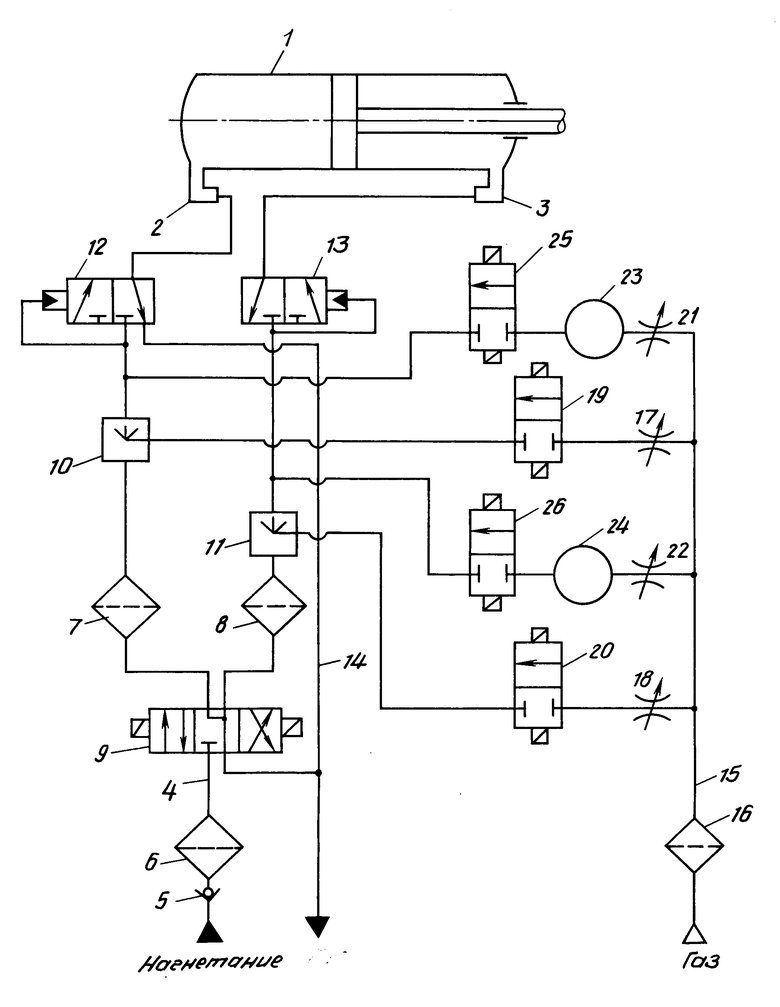
На чертеже представлена принципиальная схема устройства для реализации предложенного способа.
Подлежащий очистке гидроцилиндр 1 устанавливается штуцерами 2 и 3 вниз. Магистраль 4 нагнетания включает обратный клапан 5, фильтры 6,7,8, распределитель 9, диспергаторы газа 10 и 11, переливные клапаны 12 и 13. Магистраль 14 слива связана с распределителем 9 и переливными клапанами 12 и 13. Магистраль 15 подачи газа имеет фильтр 16 и связана через дроссели 17 и 18 и краны 19, 20 с диспергаторами 10 и 11, а через дроссели 21, 22, накопительные емкости 23, 24 и краны 25, 26 с магистралью 4 нагнетания между переливными клапанами 12, 13 и диспергаторами 10, 11.
Для промывки по предложенному способу производится циклическое перемещение поршня в крайние положения путем попеременных подачи и слива газожидкостной смеси.
Для этого моющая жидкость, а это, как правило, рабочая жидкость, с помощью распределителя 9 подается через фильтр 7, диспергатор 10 и переливной клапан 12 к штуцеру 2 гидроцилиндра 1 или через фильтр 8, диспергатор 11, переливной клапан 13 к штуцеру 3. Переливные клапаны 12 и 13 соединяют магистраль 4 нагнетания с соответствующими штуцерами гидроцилиндра 1 при подаче на их вход давления. Переливной клапан, на котором давление отсутствует, соединяет полость гидроцилиндра с магистралью 14 слива. При каждом цикле перемещения поршня гидроцилиндра 1 из одного крайнего положения в другое в его полость одновременно с жидкостью вводят газ, причем газ вводится двумя потоками. Например, для подачи газожидкостной смеси в левую полость гидроцилиндра 1 распределитель 9 перемещают вправо и одновременно открывают кран 19 это позволяет произвести предварительный ввод газа и подать газожидкостную смесь с мелкими пузырьками, полученными в диспергаторе 10, через переливной клапан 12 в гидроцилиндр. Газ диспергируют до размеров пузырьков, предотвращающих их отделение в полости изделия. Необходимые размеры пузырьков определяют по известным зависимостям скорости всплытия пузырьков от их размеров. Например, при промывке силового гидроцилиндра с диаметром поршня 100 мм и времени наполнения и слива жидкости из полости 5 с диаметр пузырьков должен быть 0,2 мм и менее, т.к. скорость всплытия таких пузырьков (2 мм/с) предотвращает их отделение в полости цилиндра, и за время 5 с даже при отсутствии перемешивания пузырек успевает вспыть на 10 мм, т.е. на 0,1 от диаметра поршня.
Газосодержание потока с мелкими пузырьками газа целесообразно доводить до 15-30% это позволяет существенно (на 20% и более) повысить вязкость потока и в тоже время предотвратить их коагуляцию. Газосодержание потока регулируется дросселем 17.
Существенное увеличение вязкости жидкости позволяет замедлить оседание загрязнений, оторвавшихся при нагнетании жидкости и, соответственно, улучшить удаление загрязнений. Изменять же вязкость путем охлаждения жидкости нецелесообразно, т.к. при этом ухудшаются моющие свойства жидкости.
В образованный поток жидкости с мелкими пузырьками газа путем включения крана 25 вводят газ в виде крупных пузырьков, характерные размеры которых обеспечивают отделение газа от жидкости в полости изделия. В частности для упомянутых параметров цилиндра пузырьки газа должны быть размерами 5 мм и больше, скорость всплытия которых 20 мм/с и более. Газосодержание потока при подаче крупных пузырьков определяется из условия полного вытеснения жидкости с мелкими пузырьками из полости изделия. Размер порции подаваемой жидкости определяется объемом накопительной емкости 23. Аналогично производится подача газожидкостной смеси в правую полость гидроцилиндра 1. Для этого распределитель перемещают влево и открывают краны 20 и 26.
Целесообразно в процессе промывки периодически варьировать режимы ввода газа, т. е. вводить или мелкие, или крупные пузырьки это позволяет изменять картину течения в промываемой полости и также способствует выносу загрязнений.
В случае, если штуцера на изделии ориентированы в разные стороны, то необходимо установить кантователь и периодически изменять ориентацию промываемого изделия таким образом, чтобы штуцер полости, из которой сливают моющую жидкость, занимал наинизшее положение.
Внедрение изобретения позволяет 1,2-1,4 раза повысить эффективность удаления из полостей изделия загрязнений, т.к. более вязкая жидкость, образовавшаяся при вводе мелких пузырьков газа, обладает более высокой транспортирующей способностью и позволяет создать на стенках изделия более высокие касательные напряжения трения. Кроме этого, диспергация газа позволяет получать большую активную поверхность пузырьков и улучшить флотационные процессы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ промывки полых изделий | 1991 |
|
SU1784286A1 |
| Способ промывки гидроцилиндров | 1990 |
|
SU1754231A1 |
| СПОСОБ ПРОМЫВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2132244C1 |
| СПОСОБ ОЧИСТКИ ФИЛЬТРОВАЛЬНОЙ ПЕРЕГОРОДКИ | 1991 |
|
RU2036689C1 |
| УСТРОЙСТВО ДЛЯ МОЙКИ ПОЛЫХ ИЗДЕЛИЙ | 1993 |
|
RU2061560C1 |
| СПОСОБ ОЧИСТКИ ПОРИСТО-КАПИЛЛЯРНЫХ ФИЛЬТРОЭЛЕМЕНТОВ | 1991 |
|
RU2040308C1 |
| Способ испытаний длинномерных изделий на герметичность | 1990 |
|
SU1744547A1 |
| Устройство для мойки емкости | 1991 |
|
SU1785444A3 |
| Способ промывки трубопроводов | 1990 |
|
SU1754232A1 |
| Способ промывки трубопроводов | 1990 |
|
SU1745380A1 |
Использование: для промывки изделий типа гидравлических цилиндров. Сущность изобретения: промывку осуществляют путем циклического перемещения поршня в крайние положения при попеременных подаче и сливе газожидкостной смеси из полостей изделия. В поток моющей жидкости предварительно вводят и диспергируют пузырьки газа до размеров, предотвращающих их отделение от жидкости в полости изделия. Затем в этот поток вводят порцию газа с размерами пузырьков, обеспечивающими их отделение от жидкости в полости изделия. 1 ил.
СПОСОБ ПРОМЫВКИ ПОЛЫХ ИЗДЕЛИЙ, преимущественно гидравлических цилиндров, путем циклического перемещения поршня в крайние положения при переменной подаче и сливе моющей жидкости из его полостей, отличающийся тем, что, с целью повышения качества очистки, в поток моющей жидкости предварительно вводят и диспергируют пузырьки газа до размеров, предотвращающих их отделение от жидкости в полости изделия.
| Устройство для промывки гидросистем и систем смазки | 1977 |
|
SU671877A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |

