Изобретение относится к станкостроению и предназначено для обработки (точение, снятие фасок, подрезка торцев, сверление и др.), деталей одновременно с двух сторон.
Известен автомат для точения деталей одновременно с двух сторон (см. например а.с. N 516508, кл. В 23 Q 7/00, 1974), содержащий станину, шпиндельные головки, направленные навстречу друг другу, магазин, питатель с механизмом центрирования и зажимное приспособление. Однако данная конструкция имеет существенный недостаток: низкую точность установки заготовок в осевом направлении. Недостаток обусловлен тем, что заготовка поступает в зону обработки незафиксированной в осевом направлении, а это отражается на размерах обрабатываемых поверхностей.
Наиболее близким решением по технической сущности к предлагаемому автомату является автомат для обработки деталей одновременно с двух сторон, включающий станину, на которой установлены шпиндельные головки, направленные навстречу друг другу, магазин с заготовками, питатель, механизм центрирования заготовок с ползуном и зажимное приспособление.
Основными недостатками данного автомата являются низкая точность и производительность обработки деталей. Первый недостаток обусловлен погрешностью базирования обрабатываемых деталей при подаче их в зону резания, т.е. заготовка подается в зону обработки, прижатой торцем к внутреннему торцу механизма центрирования, при этом погрешность базирования, равная допуску на длину заготовки, связывается на размере обработанной со стороны, противоположной ее базовому торцу, поверхности детали. Второй недостаток обусловлен тем, что шпиндельные головки находятся на значительном расстоянии от торцев обрабатываемой заготовки, определяемом осевыми габаритами механизма центрирования питателя.
Цель изобретения повышение точности и производительности обработки заготовок.
Указанная цель достигается тем, что в известном автомате, включающем станину, на которой установлены шпиндельные головки, направленные навстречу друг другу, магазин с заготовками, питатель, механизм центрирования заготовок с ползуном и зажимное приспособление механизм центрирования снабжен вторым ползуном, выполненным с возможностью синхронного возвратно-поступательного перемещения с первым ползуном. При этом на корпусе зажимного приспособления установлен подпружиненный плунжер, выполненный с возможностью взаимодействования с заготовкой в зоне действия ползунов механизма центрирования. Так же узел синхронного возвратно-поступательного перемещения ползунов выполнен в виде подпружиненной в осевом направлении муфты, в радиальных отверстиях, которой установлены два передающих рычага с возможностью взаимодействия с торцевой поверхностью питателя, при этом на торцевой поверхности питателя выполнен паз, расположение и размеры которого определяются по формулам
L2 > L > L1
L+L3 < L2, где L расстояние от центра головы левого плеча следящего рычага до начала прямолинейного участка паза питателя;
L1 расстояние между торцами заготовки и подпружиненного плунжера;
L2 расстояние между торцами заготовки и ползунов;
L3 длина прямолинейного участка паза питателя.
Кроме того механизм центрирования заготовок жестко соединен с зажимным приспособлением автомата.
Наличие в механизме центрирования заготовки второго ползуна, выполненного с возможностью синхронного возвратно-поступательного перемещения с первым ползуном обеспечивает центрирование заготовки при подаче ее в зону резания, что позволяет погрешность базирования заготовки, равную допуску на длину заготовки, уменьшить в 2 раза. Наличие подпружиненного плунжера в конструкции зажимного приспособления исключает перекосы заготовки в питателе при ее центрировании. Особенность исполнения узла синхронного возвратно-поступательного перемещения ползунов обеспечивает надежность работы механизма центрирования, т.е. заготовка первоначально поджимается подпружиненным плунжером к базовым поверхностям питателя, а затем центрируется ползунами. Кроме того, после обработки заготовки последняя проходит через разведенные ползуны и скатывается в тару. Особенность расположения механизма центрирования заготовок жесткое его соединение с зажимным приспособлением автомата, позволяет до минимума приблизить шпиндельную головку с обрабатывающим инструментом с торца обрабатываемой заготовки и тем самым сократить машинное время ее обработки.
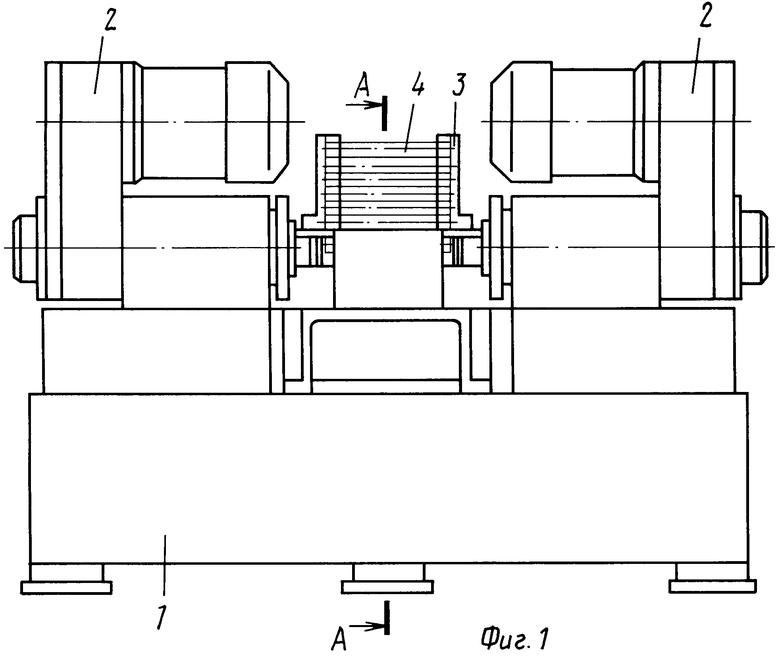
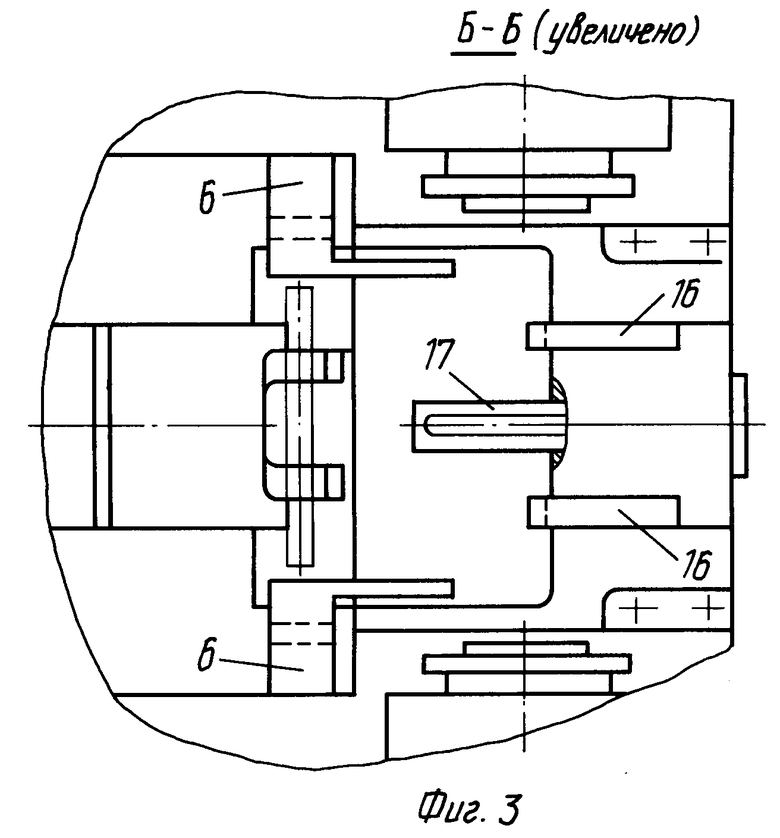
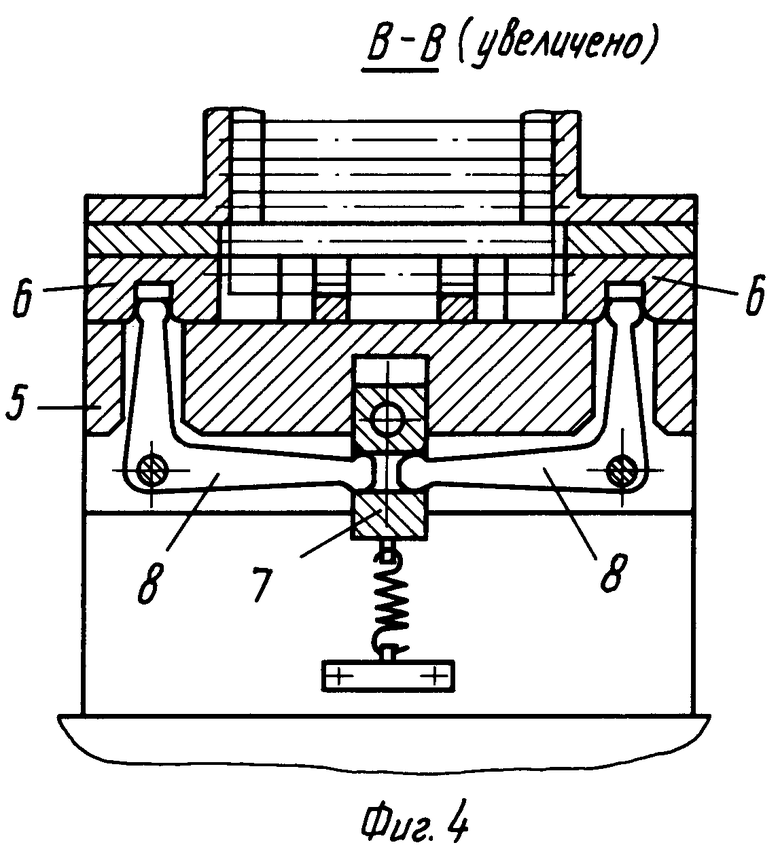
На фиг. 1 показан автомат для обработки деталей одновременно с двух сторон, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2 увеличено; на фиг. 4 разрез В-В на фиг. 2 увеличено.
Автомат представляет собой станину 1, на которой расположены две шпиндельные головки 2, магазин 3, с загружаемыми заготовками (валами) 4, механизм центрирования 5 заготовок с ползунами 6 и узлом синхронного возвратно-поступательного перемещения ползунов, выполненным в виде подпружиненной в осевом направлении муфты 7, в радиальных отверстиях которой установлены два передающих рычага 8 с возможностью взаимодействия с ползунами 6 и следящий рычаг 9 с возможностью взаимодействия с торцевой поверхностью 10 питателя 11 зажимного приспособления 12. На торцевой поверхности муфты 7 расположен регулировочный винт 13, ограничивающий осевое перемещение муфты 7. Зажимное приспособление 12 состоит из пневмоцилиндра 14, питателя 11 с пазом 15 для приема заготовок, двух неподвижных призм 16 и расположенного между призмами 16 подпружиненного в осевом направлении плунжера 17, при этом левая торцевая поверхность плунжера 17 расположена за правым торцем ползунов 6 в зоне их действия. На торцевой поверхности 10 питателя 11 выполнен паз 18, расположение и геометрические параметры которого определяются по формулам
L2 > L > L1
L+L3< L2 где L расстояние от центра головки левого плеча следящего рычага до начала прямолинейного паза питателя;
L1 расстояние между торцами заготовки и подпружиненного плунжера;
L2 расстояние между торцами заготовки и ползунов;
L3 длина прямолинейного участка паза питателя. На торцевой поверхности приспособления 12 расположена собачка 19 с возможностью поворота вокруг своей оси. Имеются и другие детали, выполненные по общим нормам конструирования.
Автомат работает следующим образом. В исходном положении приемный паз 15 питателя 11 расположен под заготовками (валами 4) магазина 3. Шпиндельные головки 2 отведены на расстояние, обеспечивающее проход заготовок. Заготовки 4 загружаются в магазин 3, при этом одна заготовка (вал) 4 под собственным весом западает в приемный паз 15 питателя 11.
Автомат включают в автоматический режим работы. Пневмоцилиндр 14 перемещает питатель 11 с заготовкой 4 вправо. При перемещении заготовки 4 подпружиненный плунжер 17 поджимают заготовку к торцевой поверхности приемного паза 15 питателя 11. Далее при движении питателя 11 вправо голова левого плеча следящего рычага 9 попадает в паз 18 питателя 11, подпружиненная муфта 7 перемещается вниз, передающие рычаги 8 поворачиваются, ползуны 6 синхронно сближаются и центрируют заготовку 4. При дальнейшем перемещении питателя 11 головка левого плеча следящего рычага 9 выходит из паза 18 питателя 11, муфта 7 перемещается вверх и ползуны 6 отводятся в исходное положение. Далее происходит поджим заготовки 4 к неподвижным призмам 16. Затем включаются шпиндельные головки 2 и происходит обработка заготовки 4 с двух сторон одновременно, после чего шпиндельные головки 2 возвращаются в исходное положение и питатель 11 с обработанной заготовкой, посредством пневмоцилиндра 14 и подпружиненного плунжера 17 перемещается влево. При этом обработанная заготовка входит в разведенные ползуны 6, находит на собачку 19 и останавливается, питатель 11 возвращается в исходное положение и обработанная заготовка скатывается в тару. Затем цикл повторяется.
Предлагаемый автомат позволит уменьшить в 2 раза погрешность базирования заготовки в приспособлении и повысить точность линейных размеров обработанных поверхностей. Кроме того до минимума уменьшились холостые ходы шпиндельных головок, что повышает производительность обработки заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗИРОВАННАЯ СБОРОЧНАЯ УСТАНОВКА | 1991 |
|
RU2022753C1 |
| ТОКАРНЫЙ АВТОМАТ ПРОДОЛЬНОГО ТОЧЕНИЯ | 1999 |
|
RU2167032C2 |
| ВАЛКОВАЯ (РОЛИКОВАЯ) ПОДАЧА ЗАГОТОВОК В ЗОНУ ОБРАБОТКИ | 1998 |
|
RU2158647C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВИКЕЛЕЙ | 1992 |
|
RU2021126C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБОК | 1990 |
|
RU2011484C1 |
| УСТРОЙСТВО ДЛЯ СКАЛЬПИРОВАНИЯ ЗАГОТОВОК | 1992 |
|
RU2006325C1 |
| Автомат для точения деталей одновременно с двух сторон | 1984 |
|
SU1189650A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ АВТОМАТАХ | 1993 |
|
RU2056976C1 |
| САМОЦЕНТРИРУЮЩЕЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1994 |
|
RU2088396C1 |
Изобретение относится к станкостроению и предназначено для обработки деталей, например точения, снятия фасок, подрезки торцев, сверления и других операций одновременно с двух сторон. Использование предлагаемого изобретения повышает точность и производительность обработки деталей. Эффект достигается за счет того, что в автомате, включающем станину, на которой установлены шпиндельные головки, направленные навстречу друг другу, магазин 3 с заготовками 4, а также питатель 11, механизм центрирования с основным ползуном и зажимное приспособление 12 механизм центрирования имеет дополнительный ползун и узел для синхронного возвратно-поступательного перемещения обоих ползунов. А на корпусе зажимного приспособления 12 установлен подпружиненный плунжер 17, взаимодействующий с заготовкой в зоне действия ползунов механизма центрирования. При этом узел синхронного возвратно-поступательного перемещения ползунов выполнен в виде подпружиненной в осевом направлении муфты, в радиальных отверстиях которой установлены два передающих рычага и следящий рычаг для взаимодействия с торцевой поверхностью 10 питателя 11, на которой выполнен паз 18. 3 з.п.ф-лы, 4 ил.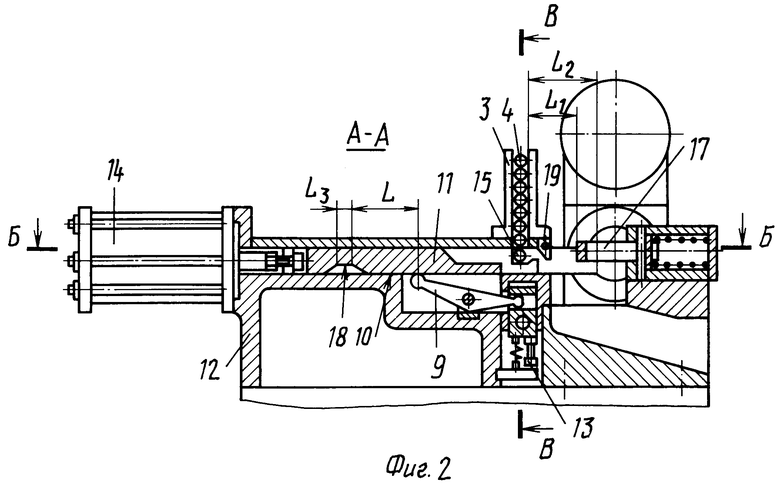
| Автомат для точения деталей одновременно с двух сторон | 1984 |
|
SU1189650A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
