Изобретение относится к обработке металлов давлением, в частности к устройствам для выполнения кольцевых гофров на обечайках при изготовлении гофрированных жаровых труб котлоагрегатов.
Гофрированные жаровые трубы - это крупногабаритные, металлоемкие элементы котлоагрегатов. Для изготовления необходимо использовать толстолистовую сталь марки 16К, 20К по ГОСТ 5520-79, толщина которой 12-20 мм, наружные диаметры труб могут быть от 800- до 1800 мм, высота волны 50 мм, шаг волны 151 мм, длина жаровой трубы до 4 м и более.
Основные операции технологического процесса изготовления гофрированных жаровых труб: изготовление обечаек гофрированных жаровых труб из толстолистовой стали; гофрирование обечаек; обработка торцев гофрированных обечаек под сборку-сварку из них гофрированных жаровых труб; сборка-сварка гофрированных жаровых труб из гофрированных обечаек.
Развитие отечественного котлостроения в части освоения производства котлоагрегатов с использованием в них гофрированных жаровых труб сдерживается проблемой гофрирования для них обечаек.
Гофрированные жаровые трубы можно получить путем создания специального оборудования (что не всегда экономично) и путем расширения технических возможностей действующего парка оборудования путем оснащения этого оборудования специальными устройствами.
Известна оправка для ротационного выдавливания фасонных изделий на давильных станках (1). Возможно использование таких оправок и на станках, силовые характеристики которых позволяют осуществлять давильные операции (токарные, токарно-карусельные станки).
Недостаток известного устройства давильный станок-оправка заключается в том, что с их использованием на обечайке можно получить только один гофр-впадину, что ограничивает возможности выполнения на станке давильных операций. Кроме того недостаток давильного устройства состоит в том, что при выполнении давильной операции с нагревом отсутствует устройство, предотвращающее интенсивный отвод тепла, необходимого для обеспечения процесса, на поддержание которого требуется дополнительный расход энерогоносителей (газ, электроэнергия и т.д.).
Известно устройство (2, 3) для ротационной вытяжки изделий со сложной поверхностью, содержащее составную оправку с рабочей и нерабочими поверхностями, деформирующий ролик. Обрабатываемую заготовку устанавливают на составную оправку, имеющую форму будущего изделия, и прижимают к торцу оправки прижимом. Системе оправка-заготовка-прижим с помощью шпинделя станка (токарного) придают вращательное движение, затем к заготовке подводят суппорт, в котором размещен ролик. Перемещение ролика по поверхности заготовки по заранее заданной программе и усилием прижима заготовки к торцу оправки придают заготовке заданную форму.
Недостатки известного устройства (2, 3) для использования его при гофрировании обечаек из толстолистовой стали:
1. Отсутствие нагревательного элемента.
2. Наличие цилиндрических поверхностей на корпусе оправки (центральный цилиндрический стержень корпуса оправки и расположенный на его торце центрирующий элемент в виде сопряжения цилиндров).
Недостаток 2 известного устройства заключается в том, что после гофрирования обечаек из толстолистовой стали, требующей предварительного подогрева зоны деформации заготовки роликом, происходит естественное охлаждение изделия и устройства. В процессе этого охлаждения диаметр обечайки уменьшается, в результате чего обечайка своей внутренней поверхностью прижимается к наружным элементам съемных секций оправки, которые в свою очередь центрирующими поверхностями прижимаются к сопрягаемым с ними центрирующим цилиндрическим поверхностям центрального стержня и цилиндрической поверхности центрирующего пояска корпуса оправки. Усилия, возникающие в результате этого прижима в сопряжениях съемных секций оправки и ее корпуса, препятствуют разъему оправки.
Недостаток 3 известного устройства (2, 3) заключается в том, что при гофрировании обечайка уменьшается по длине, между торцем заготовки и прижимом образуется зазор. Усилия деформации заготовки роликом проворачивают заготовку относительно оправки. Назначение торцевого прижима - обеспечение вращения системы оправка-заготовка-прижим при гофрировании обечаек из толстолистового материала теряет смысл, торцевой прижим не может обеспечить гофрирование обечаек из толстолистовой стали на давильном и универсальном оборудовании (токарно-карусельные станки, например).
Недостаток 4 известного устройства заключается в наличии в корпусе оправки центрального цилиндрического стержня для центрирования по нем наружных поверхностей съемных секций оправки, так как при гофрировании крупногабаритных обечаек увеличивается металлоемкость оправки и трудоемкость ее изготовления.
Таким образом, известное устройство (2) предназначено только для ротационной вытяжки полых или плоских заготовок из мягких алюминиевых и медных сплавов толщиной 0,2-1,0 мм и получения волнистой поверхности при глубине впадин не более 10 мм и не может обеспечить получение волнистых поверхностей при глубине впадин 50 мм и более на обечайках из толстолистовой стали толщиной до 20 мм и более.
Известно также устройство (4), содержащее разъемную оправку, состоящую из основания, предназначенного для закрепления на планшайбе станка и несущего кольцевые держатели и съемные секции, на примыкающих друг к другу торцах которых выполнены соответственно кольцевые канавки и выступы из условия образования при сборке центрирующих поясков, а также ролик, предназначенный для получения гофр и размещения его в одном из суппортов станка.
Недостаток известного устройства состоит в том, что при выполнении давильной операции с нагревом отсутствует устройство, предотвращающее интенсивный отвод тепла, необходимого для обеспечения процесса, на поддержание которого требуется дополнительный расход энергоносителей (газ, электроэнергия и т.д.).
Кроме того, после гофрирования обечаек из толстолистовой стали, требующей подогрева зоны деформации заготовки роликом, происходит естественное охлаждение изделия и устройства. В процессе этого охлаждения диаметр обечайки уменьшается, в результате чего обечайка своей внутренней поверхностью прижимается к наружным поверхностям съемных секций оправки, вызывая на поверхностях кольцевых канавок и выступов силы, затрудняющие разъем оправки.
Недостаток известного технического решения (4) заключается также в отсутствии в нем устройства, обеспечивающего синхронность вращения планшайбы станка, оправки, закрепленной на станке, и заготовки, размещенной на оправке, а также устройство, обеспечивающее соосность цилиндрической и гофрированной частей заготовки при осевом перемещении торца заготовки в процессе ее гофрирования.
Техническим результатом изобретения является расширение технологических возможностей универсального (токарного) и давильно-обкатного оборудования за счет получения гофр высотой 50 мм и более на обечайках из листовой стали толщиной 20 мм и более, снижение материалоемкости, трудоемкости, энергозатрат при подготовке и производстве гофрированных обечаек, с количеством гофр не менее 3-х.
Поставленная задача достигается тем, что станок, кроме оправки, закрепленной на планшайбе станка, металлического ролика, закрепленного в одном из его суппортов, и нагревательного элемента оснащен устройством, предотвращающим (уменьшающим) излучение тепла, образуя тепловую оболочку вокруг нагреваемой заготовки.
Это устройство закреплено во втором суппорте станка и выполнено в виде обечайки, размещенной соосно оправке и заготовке, охватывающей с зазором зону нагрева и деформации заготовки, на торцах которой размещены кольца, наружный диаметр которых равен диаметру обечайки устройства, а внутренний меньше диаметра заготовки на величину зазора, обеспечивающего свободное вращение заготовки.
В устройстве предусмотрено также два окна, одно из которых предназначено для размещения нагревательного элемента и нагрева обечайки, а второе - для обеспечения деформации заготовки роликом.
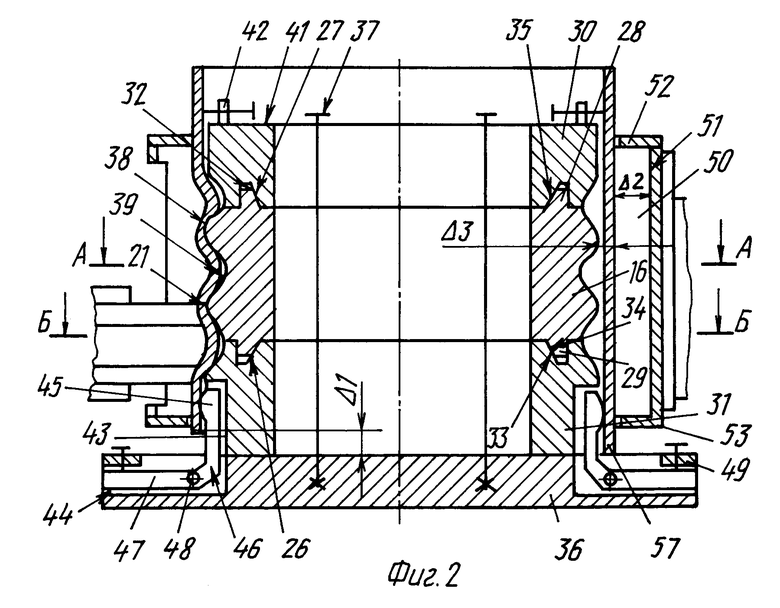
Оправка же, предназначенная для обеспечения вращения заготовки со скоростью, синхронной скорости планшайбы, содержащая основание, на котором последовательно и соосно смонтированы держатель нижний, разъемные секции, держатель верхний, соединенные между собой крепежными элементами, выполнена таким образом, что центрирование частей оправки, ее разборка после процесса и съем готовых деталей обеспечивается содержащимися на торцевых поверхностях съемных секций кольцевыми выступами, образующими при сборке с держателями центрирующие пояски, внутренняя поверхность которых выполнена в виде несамотормозящих конусов, а на плоских поверхностях держателей, примыкающих к плоским поверхностям съемных секций, выполнены кольцевые канавки, наружная поверхность которых также выполнена в виде несамотормозящих конусов и которые при сборке держателей со съемными частями оправки образуют сопряжение конусов, обеспечивающее центрирование оправки, держателя, а съемные секции при этом выполнены в виде колец. Кроме того, на поверхности держателя, не сопрягаемой с поверхностью съемных секций, смонтированы разжимные элементы в виде передачи винт-гайка, обеспечивающие вращение заготовки со скоростью, синхронной скорости вращения планшайбы станка, а в основании и примыкающем к нему держателе выполнены соосные пазы, в которых размещены рычаги с вертикальным плечом, размещенным в пазу держателя и части паза основания и горизонтальным плечом, размещенным в пазу основания, имеющем возможность вращения вокруг оси и центрирования заготовки при помощи передачи винт-гайка, размещенной в пазу основания. Длина вертикального плеча рычага при этом определена таким образом, что при уменьшении длины заготовки и перемещении ее торца в направлении деформации обечайки, наружные поверхности вертикальных плечей рычагов обеспечивают центрирование заготовки.
Заявляемое устройство позволит получить гофрированные обечайки из листовой стали толщиной до 20 мм и более и высотой гофр до 50 мм и более, числом гофр 3 и более, обеспечить при этом вращение системы планшайба станка-оправка-заготовка, надежный съем детали и разборку оправки после проведения процесса, расширить технологические возможности токарно-карусельных и давильно-обкатных станков, снизить металлоемкость, трудоемкость, энергозатраты при подготовке производства и производстве гофрированных обечаек.
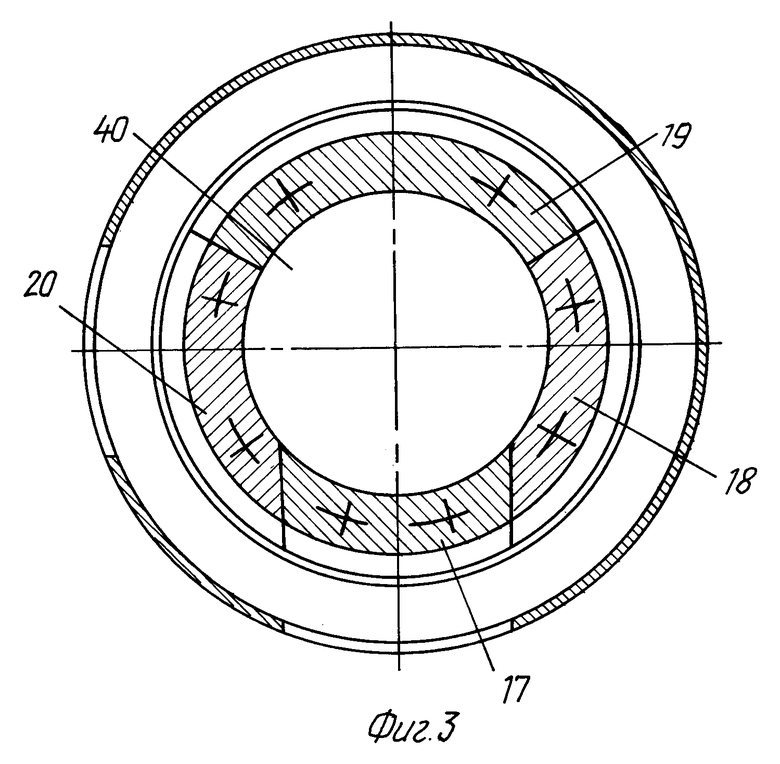
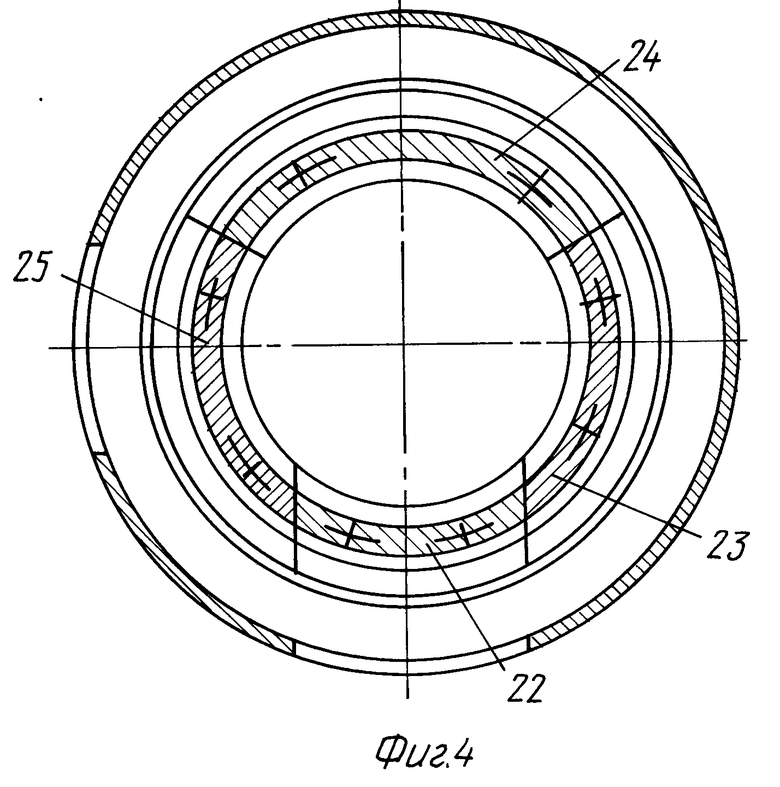
На фиг. 1 представлен общий вид устройства, на фиг. 2 - общий вид оправки, на фиг. 3 - разрез по А-А фиг. 2, на фиг. 4 - разрез по Б-Б фиг. 2. Устройство содержит: токарно-карусельный станок 1, состоящий из стола 2, планшайбы 3, 2-х стоек 4, балки 5, 2-х вертикальных направляющих 6, 7, 2-х электродвигателей вертикальных ходовых винтов 8, 2-х горизонтальных направляющих 9, траверсы 10, 2-х электродвигателей горизонтальных ходовых винтов 11, 2-х горизонтальных ходовых винтов 12, 2-х суппортов с резцедержателями 13; ролика металлического 14; оправки 15, состоящей, например, из съемной секции 16, содержащей четыре съемные части 17, 18, 19, 20, внешняя поверхность оправки выполнена волнистой и содержит не менее 3-х волн 21, на торцевых поверхностях съемных секций 17, 18, 19, 20 выполнены выступы, соответственно 22, 23, 24, 25, внутренние поверхности которых выполнены в виде несамотормозящих конусов 26, 27, образующие при сборке оправки 15 центрирующие кольца 28, 29, а на торцевых поверхностях держателей 30, 31 выполнены ответные кольцам 28, 29 канавки 32, 33, внутренние поверхности которых выполнены также в виде несамотормозящих конусов 34, 35, которые при сопряжении с конусами 26, 27 образуют центрирование частей оправки. Держатель 31, съемные секции 16 и держатель 30 установлены последовательно и соосно на основании 36 и соединены между собой крепежными элементами 37, пропущенными через соосные отверстия в этих деталях. Волнистая поверхность 21 оправки 15 содержит выступы 38 и впадины 39, соответствующие профилю будущих гофр на обечайке, а на наружной поверхности держателей 30, 31 продолжение впадин 39, оправка 15 содержит также отверстие 40.
На поверхности 41 держателя 30 смонтированы центрировочно-зажимные элементы в виде передачи винт-гайка 42, обеспечивающие вращение заготовки со скоростью, синхронной скорости вращения планшайбы станка, а в основании 36 и держателе 31 выполнены соосные пазы 43, 44, в которых размещены рычаги 46 с вертикальным плечом 45, размещенным в пазу 43 держателя 31 и части паза 44 основания 36 и горизонтальным плечом 47, размещенным в пазу 44 основания 36, имеющем возможность вращения вокруг оси 48 и центрирования заготовки при помощи передачи винт-гайка 49, в пазу основания 36. Длина вертикального плеча 45 рычага 46 определена таким образом, что при перемещении торца обечайки в направлении ее деформации на величину Δ1, наружные поверхности вертикальных плечей 45 рычагов 46 обеспечивают центрирование заготовки 57 (Возможна установка центрировочно-зажимных элементов 42 на основании 36 оправки 15, а центрирующие рычаги можно встроить в конструкцию держателя 30).
В резцедержателе второго суппорта станка 13, соосно оправке 15 и заготовке 57, смонтировано устройство, предотвращающее излучение тепла 50. Устройство выполнено охватывающим с зазором Δ2, зону нагрева и деформации заготовки, образуя тепловую оболочку вокруг нагреваемой заготовки.
Устройство содержит обечайку 51, охватывающую с зазором Δ2 зону нагрева и деформации заготовки, на торцах которой размещены кольца 52, 53, наружный диаметр которых равен диаметру обечайки устройства, а внутренний больше диаметра заготовки, подлежащей деформации на величину зазора, обеспечивающего вращение заготовки.
В пространстве между поверхностью заготовки, подлежащей нагреву и деформации, внутренней поверхностью обечайки 51 устройства 50 и кольцами устройства 52, 53 при нагреве, вращении и деформации заготовки образуется тепловая оболочка, охватывающая поверхность обечайки и уменьшающая излучение тепла с ее поверхности.
В устройстве предусмотрено также два окна 54, 55, в одном из которых 54 размещен нагревательный элемент 56, а второе 55 предназначено для обеспечения деформации заготовки роликом 14.
Для свободной установки на оправку обечайки и съеме ее после гофрирования между наружной поверхностью оправки и внутренней поверхностью обечайки предусмотрен зазор Δ3.
При подготовке устройства к работе вначале собирают оправку 15, для чего на основание 36 последовательно устанавливают держатель 31, съемные секции 17, 18, 19, 20, на них держатель 30, центрируя при этом наружную поверхность оправки по коническим поверхностям 26, 27, 34, 35 выступов 22, 23, 24, 25 съемных частей 17, 18, 19, 20 и канавок держателей 30, 31. Через соосные отверстия в основании 36, держателе 31, съемных частей 17, 18, 19, 20 пропускают крепежные элементы 37 и свинчивают.
Обечайку 57 устанавливают на плоскость основания 36 оправки 15 и закрепляют зажимными элементами 42 и рычагами 46, после чего оправку устанавливают и закрепляют на планшайбе 3 станка 1. В резцедержателях суппортов 13 станка выверяют и закрепляют ролик 14 и устройство 50 с нагревателем.
Включают привод вращения планшайбы станка, производят нагрев зоны заготовки для получения верхнего гофра, при достижении заданной температуры на заготовке приводами перемещений траверсы 10 и суппорта 13 осуществляют деформацию заготовки. Цикл вращение планшайбы - деформация заготовки повторяется для получения каждого очередного гофра.
После формовки гофр производят раскрепление заготовки разжимными элементами 42 и рычагами 46, суппортом 13 станка снимают устройство 50, вывинчивают крепежные элементы 37, последовательно снимают держатель 30 и обечайку вместе со съемными секциями 17, 18, 19, 20 и через отверстие 40 эти элементы удаляют из обечайки.
Источники информации.
1. Уик И. Обработка металлов без снятия стружки. М.: Мир, 1965.
2. Могильный Н.И. Ротационная вытяжка оболочковых деталей на станках. - М.: Машиностроение, 1983, с. 129, 130, рис. 8, 5в.
3. Авторское свидетельство СССР N 1692302, B 21 D 22/14, 1991.
4. Заявка РФ N 94018902, B 21 D 15/00, опубл. 20.01.96.
Изобретение относится к обработке металлов давлением, в частности устройствам для выполнения кольцевых гофров на обечайках при изготовлении гофрированных жаровых труб котлоагрегатов. Устройство предназначено для использования его, например, на токарно-карусельном станке, состоящем из стола с планшайбой, двух стоек, балки, двух электродвигателей вертикальных ходовых винтов, траверсы, двух электродвигателей горизонтальных ходовых винтов, двух суппортов. На планшайбе станка закреплена разъемная оправка в виде кольцевых держателей 30 и 31 и съемных секций 16. На их прилегающих торцах выполнены кольцевые канавки и выступы, образующие при сборке центрирующие пояски 28, 29. В одном суппорте станка закреплен ролик для получения гофр, а в другом соосно оправке установлено устройство 50, предотвращающее излучение тепла, охватывающее оправку с зазором и имеющее два окна для размещения ролика и нагревательного элемента. Оправка снабжена центрировочно-зажимными 42 и центрирующими элементами 46, обеспечивающими вращение гофрируемой заготовки 57 и осевое перемещение ее при уменьшении длины. Такая конструкция расширяет технологические возможности универсального токарного и давильно-обкатного оборудования за счет получения гофр высотой 50 мм и более на заготовках из листовой стали толщиной 20 мм и более. 2 з.п. ф-лы, 4 ил.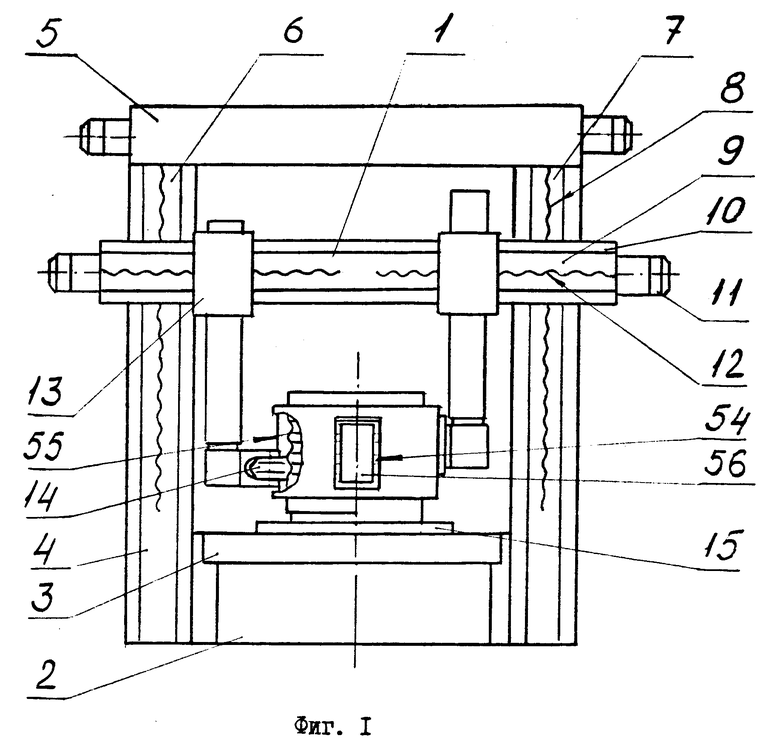
| RU 94018902 A1, 20.01.96 | |||
| Станок для гофрирования трубных заготовок | 1973 |
|
SU573226A1 |
| Оправка для накатки кольцевых канавок на трубчатых заготовках | 1977 |
|
SU707649A1 |
| Полуавтомат для изготовления обечаек с кольцевыми гофрами | 1988 |
|
SU1697932A1 |
| Способ гофрирования тонкостенных патрубков в горячем состоянии | 1959 |
|
SU130030A1 |
| ЗДАНИЕ | 1999 |
|
RU2176707C2 |
| GB 1487988 A, 05.10.77 | |||
| СПОСОБ ПОЛУЧЕНИЯ КАРБАМИДОФОРМАЛЬДЕГИДНОЙ СМОЛЫ | 2002 |
|
RU2213749C1 |
