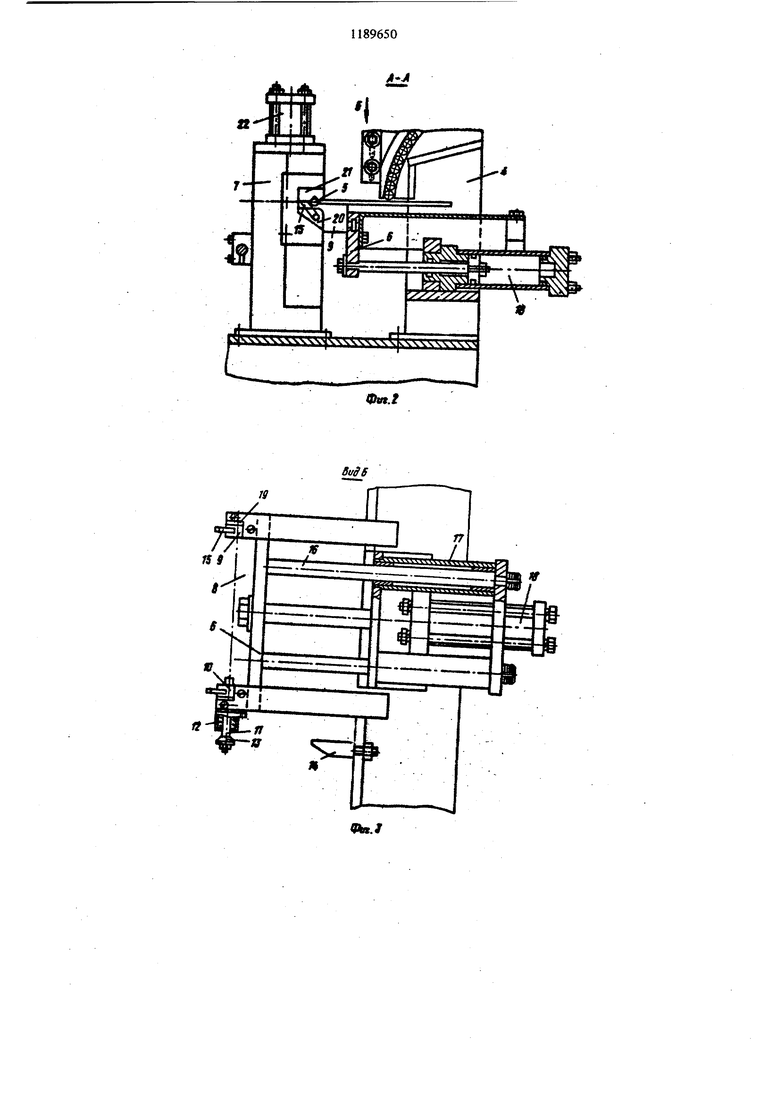
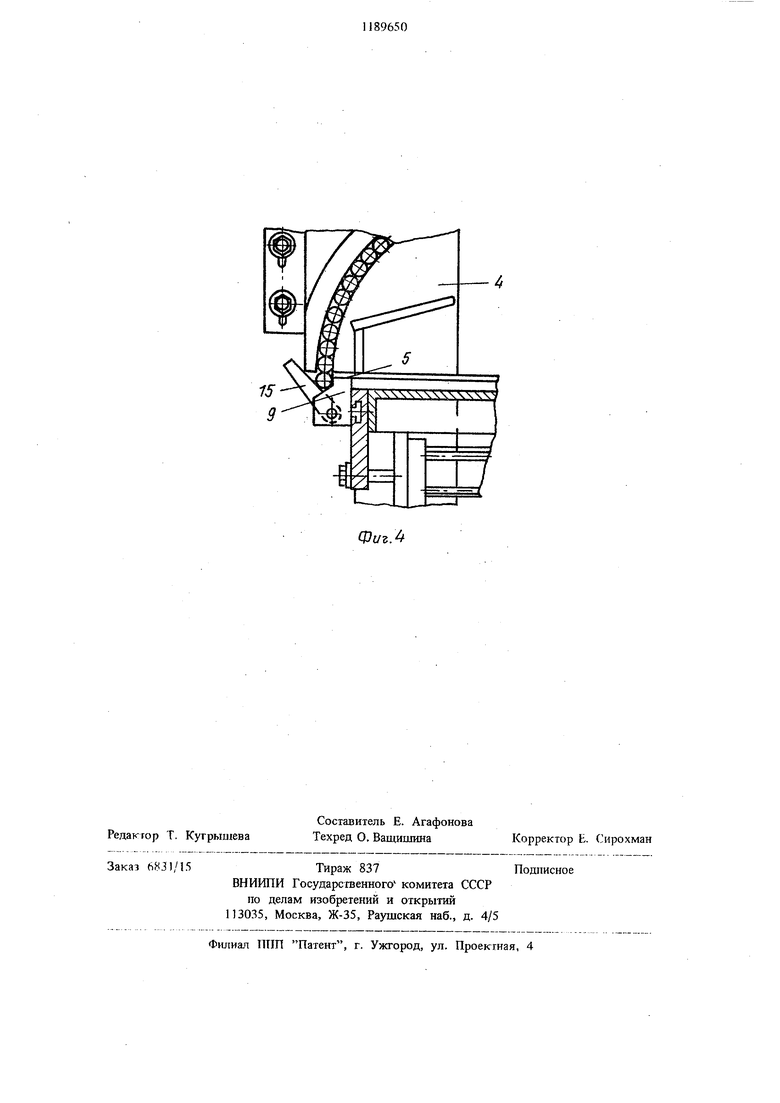
1 Изобретение относится к области станкостроения, а также к обработке металлов реза нием и предназначено для точения с одной Ш1И одновременно с двух сторон деталей типа валов, кроме того, может быть использовано при снятии фасок, подрезке тордов, центровке и сверлении обоих концов детали, обеспечивая точность обрабатьшаемых размеров. Целью изобретения является обеспечение точности обработки за счет базирования обрабатываемых деталей при подаче их в зону обработки. На фиг. 1 изображен станок, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг.З Г-П : l.tfi ; на фиг. 4 - положение nnraff:i H 00 вгемя загрузки заготовки (вала) из ма азина. Автомат представляет собой станину 1, на плите 2 которой крепятся две шпиндельные головки 3, магазин 4 с загружаемыми заготовками (валами)5, питатель 6 с механизмом центрирования и зажимное приспособление 7. В питателе 6 выполнен паз 8, в котором размещен механизм центрирования, включающий левый 9 и Правый 10 ловители. Через правый ловитель 10 проходит цилиндрический ипок 11, прижимаемый пружиной 12. На конце ипока 11 имеется сферический кулачок .Я, который при возвращении питателя 6 в исходное положение находит на палец 14, сжимает пружину 12 и выводит шток 11, освобождая .место для загрузки заготовки (вала) 5. Заготовка (вал) 5 удерживается от выпаде1Шя собачками 15 ловителей 9 и 10 Питатель 6 от поворота фиксируется скалками 16, скользящими в направляющем корп се 17, и приводится в движение пневмоцилин дром 18. При движении питателя 6 вперед кулачок 13 соскакивает с пальца 14, пружина 12 освобождается и щток 11 прижимает подаваемую заготовку (вал) 5 к внутреннему торцу 19 левого ловителя 9, Зажимное приспособление 7 состоит из дву неподвижньтх пленок 20, являющихся опорами.при зажиме обрабатываемой заготовки 5, и 0 двух подвижных призм 21, приводящихся в движение от двух пневмоцилиндров 22. Автомат работает следующим образом. В исходном положении питатель 6 расположен под заготовками (валами) 5 магазина 4, а подвижные призмы 21 узла зажима 7 разжаты (отведены в верхнее положение). Шпиндельные головки 3 отведены на расстояние, обеспечивающее проход питателя 6 с подаваемой заготовкой (валом) 5. Заготовки 5загружаются в магазин 4, одна заготовка (вал) 5 под собственным весом западает в ловители 9 и 10, где удерживается собачками 15. Автомат включают в автоматический режим работы, и пневмоцилиндр 18, подавая питатель 6с заготовкой (валом) 5, стаскивает сферический кулачок 13 с пальца 14, и пружина 12, освобождаясь, давит на IHTOK 11, который упирается в торец заготовки (вала) 5 и прижимает его к внутреннему торцу 19 левого ловителя 9. Таким образом, сбазированная и прижатая заготовка (вал) 5 подается в узел зажима 7, где и прижимается подвижными призмами 21 к неподвижным пцанкам 20 пневмоцилиндрами 22. Затем питатель 6, возвращаясь в исходное положение, в начальный момент оставляет прижатую заготовку 5 между подвижными призмами 21 и неподвижными планками 20, а из-под заготовки 5 выдергивает подпружиненные собачки 15 и щток 11. Под действием пружины 12 шток 11 вьщвигается, а при дальнейшем движении питатель 6 надавливает сферическим кулачком 13 на палец 14 и сжимает пружину 12, отводя щток 11 в первоначальное положение, освобождая место для западания очередной заготовки (вала) 5. Далее включаются пшиндельные головки 3 и производится обработка заготовки 5, после чего пшиндельные головки 3 возвращаются в исходное положение, а подвижные призмы 21 освобождают заготовку 5 и она скатывается по склизу в тару. , Затем цикл повторяется.
Сдо ЗЗЗЗЗЗЗЗЗЗмС и лЗЗЗХ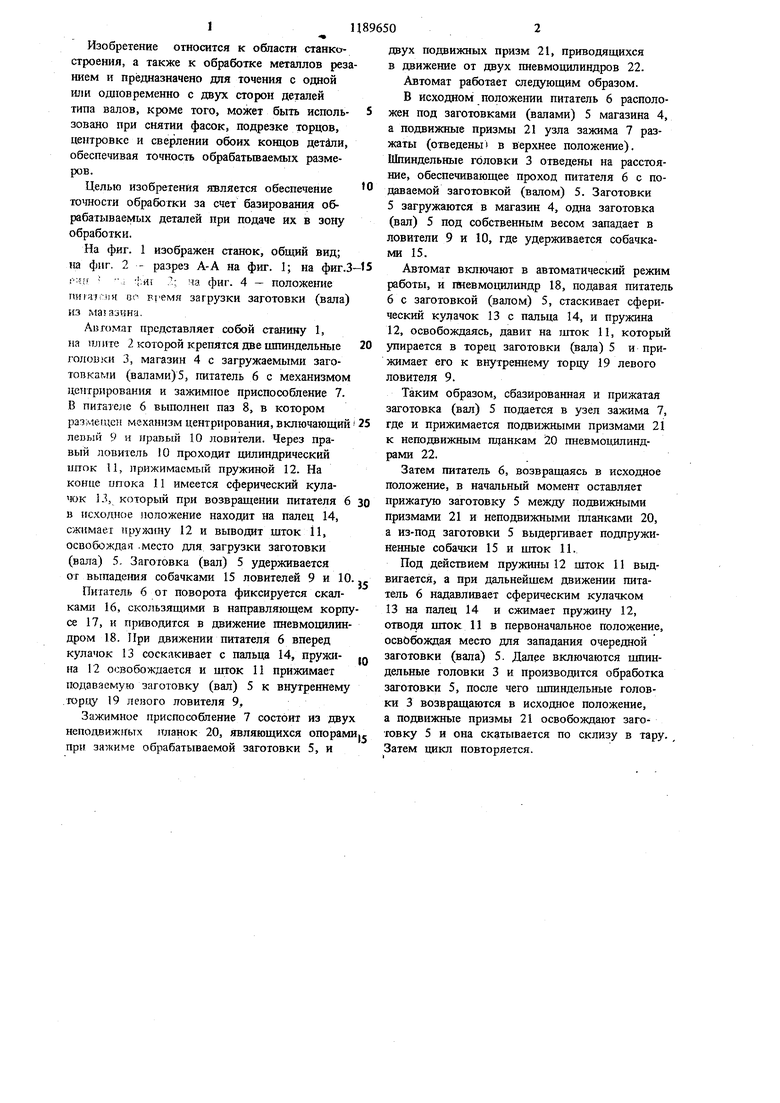
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ОДНОВРЕМЕННО С ДВУХ СТОРОН | 1993 |
|
RU2041043C1 |
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Станок для изготовления шарнира очковых оправ | 1985 |
|
SU1338932A1 |
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| Шпиндельный узел сверлильного станка | 1983 |
|
SU1129035A1 |
| Многопозиционный сверлильный автомат | 1977 |
|
SU663499A1 |
| Устройство для контроля и сортировки радиодеталей по электрическим параметрам | 1990 |
|
SU1706073A1 |
| Автомат для нарезания резьбы в круглых шлицевых гайках | 1977 |
|
SU707763A1 |
| Загрузочное устройство | 1988 |
|
SU1576272A1 |
АВТОМАТ ДЛЯ ТОЧЕНИЯ ДЕТАЛЕЙ ОДНОВРЕМЕННО С ДВУХ СТОГОН, на станине которого установлены шпиндельные головки, направленные навстречу друг другу, магазин, питатель с механизмом центрирования и зажимное приспособление, о т личающийся тем, что, с целью повышения точности обработки, механизм центрирования выполнен в виде смонтированных соосно друг другу в пазу пиаателя ловителей и подпружиненного штока с кулачком, размещенным на его конце с внешней стороны паза питателя, причем в одном из ловителей выполнено отверстие, в котором уста новлен шток с возможностью возвратно-поступательного перемещения. ел 00 со а СП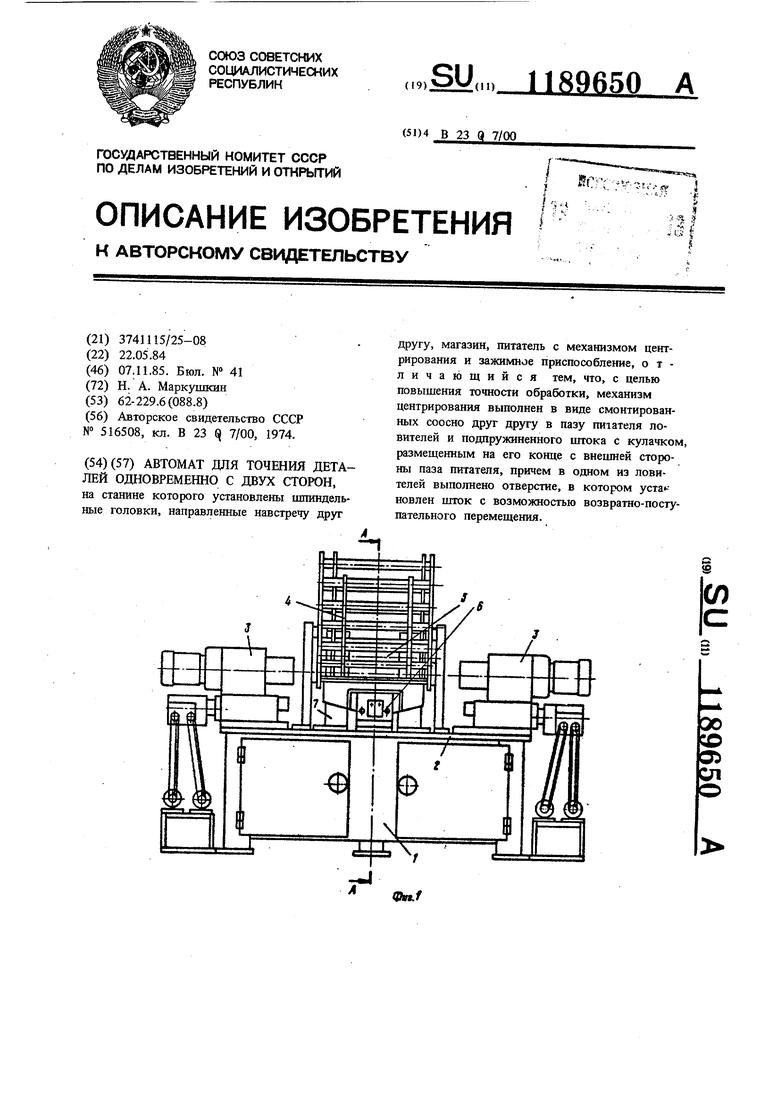
| Автоматдля центрирования деталей | 1974 |
|
SU516508A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
