Изобретение относится к технике для механизации сборочных работ и может быть использовано, например, для сборки гидровакуумного усилителя тормозов автомобилей путем соединения его верхней и нижней частей и стягивания их разъемными хомутами.
Известно многошпиндельное устройство для завертывания винтов, содержащее винтозавертывающие головки с шпиндельными валами, приводами их продольного перемещения и вращения и муфтами предельного момента затяжки, механизм включения и выключения привода вращения, рабочие органы для завертывания винтов, выполненные в виде установленных в каждой головке подвижно относительно друг друга отверток и охватывающих их центрирующих втулок.
В данном устройстве в каждой винтозавертывающей головке отвертка соединена со шпиндельным валом посредством установленного в ее хвостовике пальца, концы которого помещены в винтообразных пазах шпиндельного вала, что позволяет отвертке при завертывании винтов совершать одновременно возвратно-поступательное и вращательное движения относительно головки винта и центрирующей втулки.
Кроме того, в этом устройстве все шпиндельные головки имеют один общий привод вращения, соединенный с ними посредством зубчатых передач, а механизм включения и выключения привода вращения выполнен в виде путевого выключателя, имеющего подпружиненный толкатель, установленный с возможностью взаимодействия с рычагом, кинематически связанным с толкателем (флажком), установленным на ползуне для поступательного перемещения винтозавертывающих головок.
Соединение отверток с шпиндельными валами посредством пальцев, установленных у винтовых пазах валов, усложняет конструкцию данного устройства. Кроме того, поскольку привод вращения всех винтозавертывающих головок общий, вращение шпиндельных валов после достижения предельного момента затяжки винтов может продолжаться, отвертки при этом могут неоднократно выходить из прорезей винтов, что будет вызывать износ винтов и рабочей части отверток. Будет происходить также многократное срабатывание муфт предельного момента и, следовательно, их повышенный износ. Поскольку после достижения предельного момента затяжки некоторое время продолжают вращаться винтозавертывающие головки, имеет место повышенный расход энергии.
В предлагаемой механизированной сборочной установке, содержащей винтозавертывающие головки с приводами продольного перемещения и вращения и шпиндельными валами, устройства для выключения приводов вращения, снабженные путевыми выключателями с подпружиненными толкателями, рабочие органы для завертывания винтов, выполненные в виде установленных в каждой головке подвижно относительно друг друга отверток и охватывающих их центрирующих втулок, а также муфты предельного момента затяжки, в каждой головке отвертка соединена с центрирующей втулкой с возможностью совместного с ней вращения и продольного перемещения относительно втулки, например, посредством квадратного стержня, помещенного в квадратном отверстии центрирующей втулки, соединенной со шпиндельным валом посредством муфты предельного момента затяжки, состоящей из ведущей и ведомой полумуфт с взаимодействующими между собой торцевыми кулачками, первая из которых соединена со шпиндельным валом с возможностью совместного вращения (например, посредством шлицев) и подвижно в осевом направлении, а вторая неподвижно соединена с центрирующей втулкой, например, посредством резьбы.
Такое соединение отвертки с центрирующей втулкой позволяет упростить конструкцию по сравнению с прототипом, а также уменьшить износ отверток и винтов и уменьшить расход энергии, так как вращение винтозавертывающих головок прекращается немедленно при достижении предельного момента затяжки винта каждой головкой.
Другое отличие заявляемой установки от прототипа заключается в том, что каждая винтозавертывающая головка снабжена индивидуальным приводом вращения, ее ведущая полумуфта установлена на шпиндельном валу подвижно в осевом направлении, ведомая полумуфта соединена со шпиндельным валом с возможностью взаимного поворота и продольного перемещения, а устройство для выключения привода вращения каждой головки выполнено с нажимным диском, установленным на шпиндельном валу с возможностью продольного перемещения и взаимодействия с ведущей полумуфтой и с подпружиненным толкателем путевого выключателя, причем нажимные диски подпружинены относительно установленных неподвижно корпусов винтозавертывающих головок, на каждом из которых установлен путевой выключатель.
Такое выполнение установки обеспечивает выключение привода вращения каждой винтозавертывающей головки сразу же после достижения предельного момента затяжки винта, при первом срабатывании муфты предельного момента затяжки, что способствует уменьшению износа винтов и отверток, а также уменьшению расхода энергии.
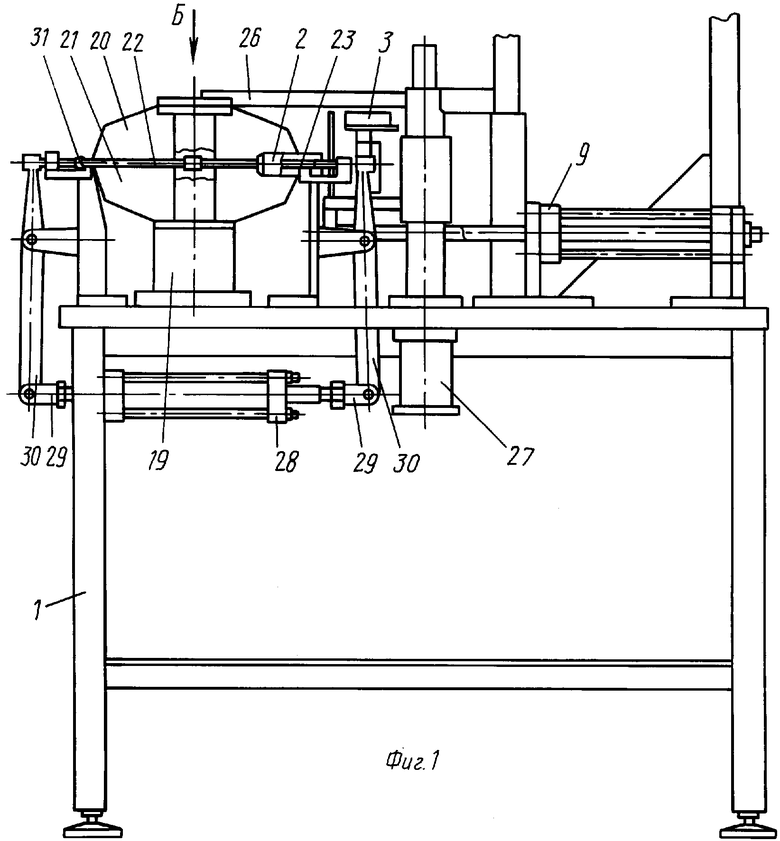
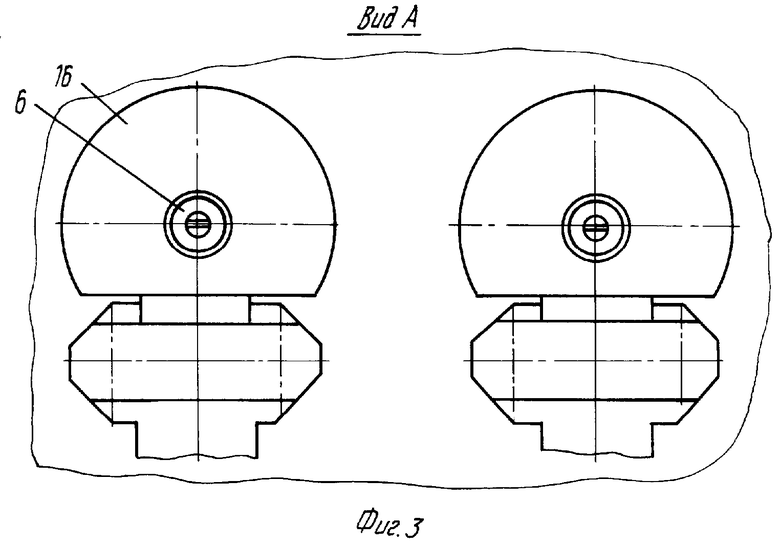
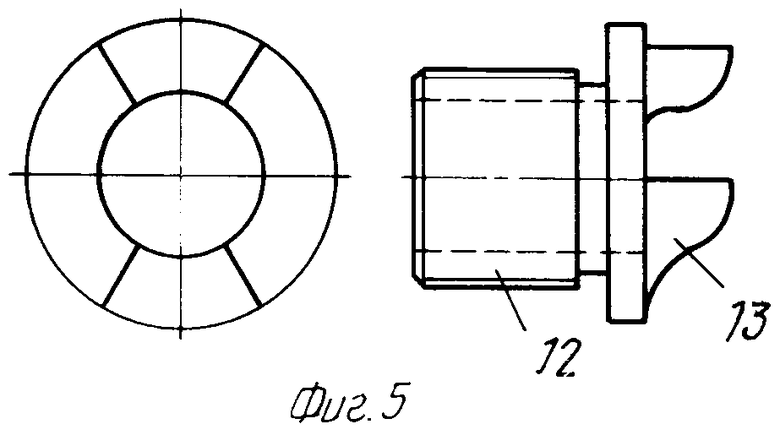
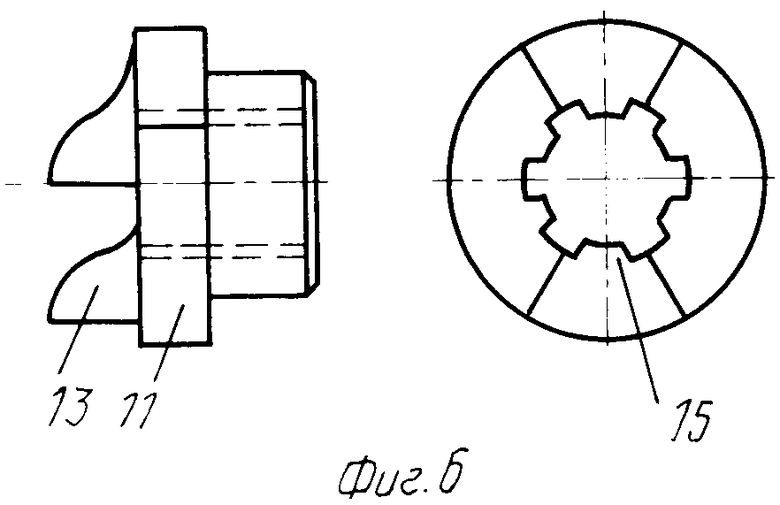
На фиг.1 показана предлагаемая установка, вид сбоку; на фиг.2 - винтозавертывающая головка, вид сбоку; на фиг.3 - вид по стрелке А на фиг.2; на фиг. 4 - узел I на фиг.2; на фиг.5 и 6 - соответственно ведомая и ведущая полумуфты винтозавертывающих головок, в двух проекциях; на фиг.7 - вид по стрелке Б на фиг.1 (вид на собираемое изделие).
Установка содержит установленные на станине 1 винтозавертывающие головки 2 с приводами продольного перемещения и вращения и муфтами предельного момента затяжки винтов, устройства для выключения приводов вращения, снабженные путевыми выключателями 3 с подпружиненными толкателями 4, рабочие органы для завертывания винтов, выполненные в виде установленных в каждой головке 2 подвижно относительно друг друга отверток 5 и охватывающих их центрирующих втулок 6. В каждой головке 2 отвертка 5 соединена с центрирующей втулкой 6 с возможностью совместного с ней вращения и продольного перемещения относительно втулки посредством квадратного стержня 7, помещенного в квадратном отверстии 8 втулки 6.
Каждая винтозавертывающая головка 2 снабжена индивидуальным приводом (силовым цилиндром) 9 продольного перемещения и приводом 10 вращения (например, пневмодвигателем). Муфта предельного момента затяжки каждой головки 2 выполнена в виде двух полумуфт: ведущей 11 и ведомой 12, снабженных взаимодействующими между собой торцевыми кулачками 13. Ведущая полумуфта 11 соединена со шпиндельным валом 14 головки 2 с возможностью совместного вращения, например, посредством шлицев 15, а ведомая полумуфта 12 установлена на шпиндельном валу 14 с возможностью взаимного поворота и продольного перемещения (за счет подвижной посадки на валу) и жестко соединена с центрирующей втулкой 6, например, посредством резьбового соединения. Устройство для выключения привода 10 вращения головки 2 выполнено с нажимным диском 16, установленным на шпиндельном валу 14 с возможностью продольного перемещения и взаимодействия с ведущей полумуфтой 11 и с подпружиненным толкателем 4 путевого выключателя 3. Нажимные диски 16 подпружинены пружинами 17 относительно неподвижно установленных корпусов 18 винтозавертывающих головок 2, а путевые выключатели 3 установлены на корпусах 18 каждой из головок 2.
Кроме того, установка снабжена приспособлением 19 для установки собираемого изделия (гидровакуумного усилителя тормозов), состоящего из верхней 20 и нижней 21 частей и стяжных хомутов 22 и 23 с винтами 24 и гайками 25 (на фиг. 7 показан пример конструкции хомута 22 с приваренной гайкой 25), устройством 26 для фиксации изделия с приводом 27 вертикального перемещения, механизмом сжатия хомутов 22 и 23, выполненным в виде двустороннего силового цилиндра 28, штоки 29 которого шарнирно соединены с двумя двуплечими рычагами 30, снабженными зажимными блоками 31.
Установка работает следующим образом.
Собираемый гидровакуумный усилитель устанавливают нижней частью 21 в приспособление 19, прижимают его фиксирующим устройством 26 посредством хода вниз привода 27, одевают заранее подсобранные одним винтом 24 хомуты 22 и 23, сжимают их зажимными блоками 31 путем включения силового цилиндра 28. Затем вручную ввинчивают (наживляют) второй винт 24 в приваренную к хомуту 22 гайку 25 и включают ручными выключателями (не показаны) приводы 10 вращения винтозавертывающих головок 2 и приводы 9 их продольного перемещения. При соприкосновении отверток 5 с головками винтов 24 они отжимаются вправо согласно фиг.4 до соприкосновения их обратных концов со шпиндельными валами 14. Затем происходит завертывание винтов 24, при этом центрирующие втулки 6 охватывают головки винтов 24, отвертки входят в их прорези, а осевое усилие прижатия отверток к головкам винтов создается за счет постепенного сжатия пружин 17. Завинчивание винтов происходит без участия обслуживающего установку рабочего. При увеличении момента сопротивления затяжке винтов в конце их завертывания за счет взаимодействия торцевых кулачков 13 полумуфт 12 и 11 последняя отжимается вправо согласно фиг.4 и, перемещаясь по валу 14 вместе с нажимным диском 16 и сжимая пружину 17, воздействует в конце завертывания на толкатель 4 путевого выключателя 3 через нажимной диск 16. Выключается привод 10 вращения головки 2, привод 9 отводит головку 1 в исходное положение (выключение вращения и отвод каждой из головок 2 происходит независимо от другой головки), пружина 17 отжимает диск 16 и полумуфту 11 влево согласно фиг.4, а затем после соприкосновения полумуфт 11 и 12 отводится влево на небольшое расстояние и центрирующая втулка 6, прекращается воздействие диска 16 на подпружиненный толкатель 4 выключателя 3. Толкатель 4 возвращается в исходное положение, показанное на фиг.4. Затем включают обратный ход силового цилиндра 28, освобождая хомуты 22 и 23 гидровакуумного усилителя, включают ход вверх привода 27 с фиксирующим устройством 26, освобождая усилитель от фиксации в приспособлении 19 и снимают собранный усилитель из приспособления. Затем производят сборку следующего усилителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельное устройство длязАВЕРТыВАНия ВиНТОВ | 1979 |
|
SU810425A1 |
| Винтозавертывающая машина | 1973 |
|
SU478706A1 |
| Способ сборки гидровакуумного усилителя тормозов автомобиля | 1982 |
|
SU1079396A1 |
| Устройство для полуавтоматической сборки контактных групп телефонных полуфабрикатов: реле, ключей, гнезд, искателей и т.п. | 1957 |
|
SU121711A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU929389A1 |
| Устройство для сборки резьбовых соединений | 1989 |
|
SU1703349A1 |
| Устройство для завинчивания шурупов | 1986 |
|
SU1404233A1 |
| Устройство для контроля и сортировки радиодеталей по электрическим параметрам | 1990 |
|
SU1706073A1 |
| Гайковерт | 1987 |
|
SU1445929A2 |
| СТАНОК ДЛЯ УСТАНОВКИ СОЕДИНИТЕЛЬНЫХ ВИНТОВНА ДЕТАЛЯХ | 1971 |
|
SU295238A1 |


Изобретение относится к технике для механизации сборочных работ и может быть использовано, например, для сборки гидровакуумных усилителей тормозов автомобилей. Механизированная сборочная установка содержит винтозавертывающие головки с приводами продольного перемещения и вращения, устройства для выключения приводов вращения, снабженные путевыми выключателями 3 с подпружиненными толкателями 4, рабочие органы для завертывания винтов, выполненные в виде установленных в каждой головке подвижно относительно друг друга отверток 5 и охватывающих их центрирующих втулок 6, и муфты предельного момента затяжки. В каждой головке отвертка 5 соединена с центрирующей втулкой 6 с возможностью совместного с ней вращения, например, посредством квадратного стержня 7, помещенного в квадратном отверстии 8 втулки 6, соединенной со шпиндельным валом 14 головки посредством муфты предельного момента затяжки, состоящей из ведущей 11 и ведомой 12 полумуфт, снабженных взаимодействующими между собой торцевыми кулачками 13. Ведущая полумуфта 11 соединена со шпиндельным валом 14 с возможностью совместного вращения (например, посредством шлицев 15) и подвижно в осевом направлении, а ведомая полумуфта 12 неподвижно соединена с центрирующей втулкой 6, например, посредством резьбы и соединена со шпиндельным валом 14 с возможностью взаимного поворота и продольного перемещения. Каждая головка 2 снабжена индивидуальным приводом вращения, а устройство для выключения привода вращения каждой головки выполнено с нажимным диском, установленным на шпиндельном валу 14 с возможностью продольного перемещения и взаимодействия с ведущей полумуфтой 11 и с подпружиненным толкателем 4 путевого выключателя 3, причем нажимные диски 16 подпружинены относительно установленных неподвижно корпусов 18 винтозавертывающих головок, на каждом из которых установлен путевой выключатель 3. 1 з.п. ф-лы, 7 ил.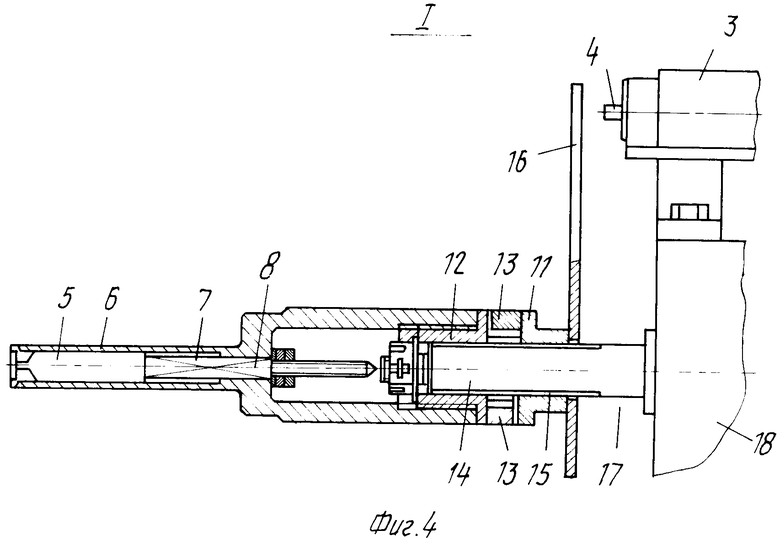
| Многошпиндельное устройство длязАВЕРТыВАНия ВиНТОВ | 1979 |
|
SU810425A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
