Изобретение относится к промышленности строительных материалов, в частности к производству керамического кирпича.
Известен способ получения пустотелого кирпича методом полусухого прессования, заключающийся в получении пустотелого кирпича-сырца прессованием из порошкообразных несвязанных масс влажностью 6-12%.
Способ реализуется использованием прессов сухого и полусухого прессования, где видоизменением пустотообразующих кернов получают кирпичи-сырцы с пустотами различных форм.
Способ позволяет получить изделие с точными конструктивными размерами и четкими гранями, позволяет использовать в производстве тощие и малопригодные глины, позволяет упростить технологический процесс производства.
Недостатки способа.
1. Способ требует сложного и дорогостоящего оборудования.
2. Керамический кирпич, изготовленный указанным способом, недостаточно прочен и морозостоек.
3. Обжиг кирпича протекает при более высоких температурах, затраты на энергоносители потребные на обжиг, значительно выше чем при обжиге сырца, формованного пластическим способом.
Известен способ получения пустотелого кирпича-сырца методом пластического формования, заключающийся в экструзии пластичного глиняного бруса со сквозными /открытыми/ пустотами в виде отверстий и щелей, резке его на куски определенных размеров /на кирпичи-сырцы/.
Способ реализуется шнековым прессом, в мундштуке которого установлены пустотообразующие стержни /керны/, и устройством для резки бруса.
Способ позволяет получить кирпич-сырец со сквозными пустотами беэ значительных материальных затрат. Керамические изделия, формованные указанным способом, имеют повышенную прочность и морозостойкость, обладают хорошими теплоизоляционными и звукоизоляционными свойствами. См. Л. 1.
Недостатки способа.
1. Способ не позволяет получить закрытые и полузакрытые пустоты в изделии.
2. В результате западания строительного раствора в открытые пустоты кирпича, при кладке его в стену, происходит ухудшение теплоизоляционных и звукоизоляционных свойств, кроме того, происходит дополнительный расход строительного раствора.
Наиболее близким к заявленному является способ получения кирпича-сырца методом дополнительного прессования, заключающийся в экструзии пластичного глиняного бруса, резке его на куски определенных размеров и дополнительном прессовании с целью придания сырцу точных конструктивных размеров и четких граней.
Способ реализуется путем экструзии глиняного бруса через мундштук шнекового пресса, резки его на куски определенных размеров режущим устройством, дополнительного прессования допрессовочным прессом, содержащим: привод, пресс-форму, верхний и нижний штампы, подающий механизм. Cм. Л. 3.
Способ позволяет получить из пластичной глины кирпич-сырец с точными конструктивными размерами и четкими гранями. За счет дополнительного уплотнения массы в пресс-форме значительно улучшаются физико-механические свойства, прежде всего, прочность и морозостойкость кирпича.
Недостатки способа.
1. Формование изделия в пресс-форме допрессовочного устройства связано с выдавливанием из нее части глиняной массы /"лишней массы"/. В случаях, когда формование связано с удалением значительного количества "лишней массы", как, например, при образовании полых объемов в сырце, возникают в нем недопустимые напряжения остаточной деформации, приводящие в конечном результате к заметной потере прочности кирпича.
2. Значительное количество "лишней массы", выдавливаемой из формы, ухудшает условия работы пресса, переработка ее для повторного использования, связана с дополнительными энергозатратами.
Технический результат - повышение качества кирпича за счет повышения его прочности и морозостойкости; улучшения теплоизоляционных и звукоизоляционных свойств; сохранения его точных конструктивных размеров и четких граней.
Технический результат достигается тем, что в способе, заключающемся в экструзии пластичного глиняного бруса, резке его на куски определенных размеров, дополнительном прессовании, образовывают на стадии экструзии глиняного бруса сквозные пустоты в нем, а при дополнительном прессовании пустоты закупоривают, причем, пустоты могут быть закупорены с двух сторон или с одной стороны.
Сущность заявленного способа в том, что в способе получения кирпича-сырца, заключающемся в экструзии пластичного глиняного бруса, резке его на куски определенных размеров, дополнительном прессовании, на стадии экструзии бруса образовывают в нем сквозные пустоты, а при дополнительном прессовании закупоривают с целью получения кирпича-сырца с закрытой пустотностью или полузакрытой пустотностью с улучшенными физико-механическими свойствами: стойкость к трещинообразованию и короблению в процессе его сушки и обжига, достигнутыми за счет предварительного образования в брусе сквозных пустот, которые процесс вдавливания кернов в пресс-форме делают не нужным и обуславливают, во-первых, сохранение первоначальной внутренней структуры сырца и, во-вторых, обуславливают отсутствие внутренних напряжений остаточной деформации - основных причин образования микротрещин и трещин в процессе сушки и обжига сырца, заявленный способ предоставляет возможность образовать закрытые и полузакрытые пустоты в сырце без удаления глиняной массы из пресс-формы.
На чертеже изображена структурная схема, поясняющая получение кирпича-сырца с закрытыми или полузакрытыми пустотами, где приняты следующие обозначения:
1 - шнековый пресс,
2 - мундштук,
3 - пустотообразующие стержни /керны/,
4 - глиняный брус со сквозными пустотами,
5 - режущее устройство,
6 - допрессующее устройство,
7 - привод,
8 - пресс-форма,
9 - кирпич-сырец с полузакрытыми пустотами.
Процесс получения кирпича-сырца с закрытыми или полузакрытыми пустотами начинается с выдавливания пластичного глиняного бруса шнековым прессом 1, в мундштуке 2 которого установлены пустотообразующие стержни /керны/ 3.
Глиняный брус со сквозными пустотами 4 разрезается режущим устройством 5 на куски определенных размеров /на кирпичи-сырцы со сквозными пустотами/, которые далее транспортируются в допрессовочное устройство 6, где в пресс-форме 8 его происходит под воздействием усилий привода 7 формование кирпича сырца полузакрытой пустотностью 9 или закрытой пустотностью, в зависимости от комплектации допрессовочного устройства.
Способ испытан на заводе керамических изделий в Чувашской Республике и рекомендован к внедрению в серийное производство, так как производство эффективного керамического кирпича сегодня, в связи с внедрением новых строительных норм и правил, стало насущной задачей в промышленности строительных материалов.
Способ получения кирпича с предварительным образованием сквозных пустот, кроме того, что он позволяет повысить качество кирпича за счет улучшения его прочности, морозостойкости, улучшения теплоизоляционных и звукоизоляционных свойств, сохранения точных конструктивных размеров и четких граней, позволяет также уменьшить усилие прессования /дополнительного прессования/ в 2-3 раза, значительно уменьшить массу и габаритные размеры допрессовочного пресса.
Источники информации
1. Золотарский А.З., Шейнман В.Ш. Производство керамического кирпича. М. : Высшая школа, 1989.
2. Комар А. Г. , Баженов Ю.М., Сулименко Л.М. Технология производства строительных материалов. М.: Высшая школа, 1990.
3. Канаев В.К. Новая технология строительной керамики. М.: Стройиздат, 1990, стр. 117-118.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 1993 |
|
RU2041063C1 |
| Способ формования изделия и формовочное устройство для его осуществления | 2017 |
|
RU2652224C1 |
| СПОСОБ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КАМНЯ | 2011 |
|
RU2461457C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА | 2016 |
|
RU2617659C1 |
| СПОСОБ МАЛОЗАТРАТНОГО ПРОИЗВОДСТВА ПОЛНОТЕЛОГО КЕРАМИЧЕСКОГО КИРПИЧА | 2009 |
|
RU2430066C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИЗОВАННОГО СТРОИТЕЛЬНОГО КИРПИЧА | 2010 |
|
RU2422409C1 |
| СПОСОБ ПРОИЗВОДСТВА КИРПИЧА | 2000 |
|
RU2204475C2 |
| Способ изготовления керамических пустотелых изделий из глиняной массы | 1991 |
|
SU1813082A3 |
| Пресс для пластичных масс | 1990 |
|
SU1765006A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007295C1 |
Изобретение относится к промышленности строительных материалов, в частности к производству керамического кирпича. Технический результат - повышение качества кирпича за счет повышения его прочности и морозостойкости, улучшения теплоизоляционных и звукоизоляционных свойств, сохранения его точных конструктивных размеров и четких граней. В способе, заключающемся в экструзии пластичного глиняного бруса, резке его на куски определенных размеров, дополнительном прессовании, образуют на стадии экструзии глиняного бруса сквозные пустоты в нем. При дополнительном прессовании пустоты закупоривают. Пустоты могут быть закупорены с двух сторон или с одной стороны. 2 з.п. ф-лы, 1 ил.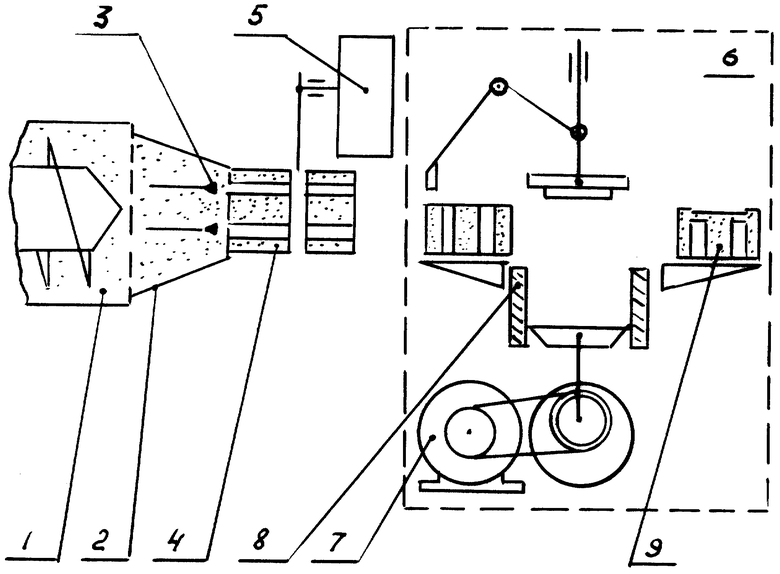
| КАНАЕВ В.К | |||
| Новая технология строительной керамики | |||
| - М.: Стройиздат, 1990, с | |||
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
| RU 94019360 A1, 20.01.1996 | |||
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ ПУСТОТНЫХ ПАНЕЛЕЙ | 0 |
|
SU263454A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТ СТРОИТЕЛЬНЫХ СТЕНОВЫХ ЭЛЕМЕНТОВ | 1992 |
|
RU2037403C1 |
| Экструзионная головка для изготовления изделий с пустотами | 1988 |
|
SU1680512A1 |
| DE 4023007 A1, 23.01.1992 | |||
| DE 3231879 A, 01.03.1984. | |||
