Изобретение относится к производству строительных материалов и предназначено для использования при реконструкции действующих и проектировании новых предприятий по производству керамического кирпича пластического формования.
Известен способ пластического формирования керамического кирпича на ленточных прессах выдавливанием через мундштук с сужающимися кернами с образованием каналов в глиняном брусе, суммарное сечение которых составляет 1-7% площади сечения глиняного бруса (Патент РФ №2041063. Способ пластического формирования керамического кирпича. Опубликован 09.08.1995 г.).
Данный способ имеет ряд существенных недостатков заключающихся в том, что образование поверхности сквозных отверстий каналов повышает склонность кирпича к трещинообразованию, свилеватости, расслоению, а равнозначные прочностные свойства не распространяются на весь объем кирпича. Кроме того, образованные кромки сквозных отверстий с поверхностями граней кирпича при обжиге становятся концентраторами напряжений, повышающими количество боя кирпича и снижающими его прочностные свойства.
Известна технологическая линия по производству керамического кирпича пластического формования, содержащая последовательно установленный ленточный пресс, автомат многострунной резки, автомат-укладчик кирпича с сушильными каркасами, с Т-образными стойками и автоматом-укладчиком, переходного рольганга, шагового конвейера и подъемника с лапами, установленными внутри сушильной камеры в 2 яруса по высоте на Т-образных стойках на самих сушильных каркасах. Указанная технологическая линия распространена в России (Патент РФ №2534283. Технологическая линия формовки и сушки керамического кирпича пластического формования. Опубликован 20.07.2014 г.).
Линия имеет ряд существенных недостатков: наличие дефектов при формировании: пустотности, свилеватости, расслоения, приводящие к последующему снижению прочности кирпича при сушке и обжиге.
Цель изобретения - улучшение вязкопластических свойств окиси кремния, уменьшение пустотности, свилеватости, неравноплотности, расслоения за счет релаксации упругих напряжений и повышения прочности самого кирпича посредством ориентации в вертикальной плоскости молекулярных связей в магнитном поле генератора, силовые линии которого перпендикулярны вектору прессования.
Указанная цель достигается тем, что между автоматом многострунной резки и автоматом-укладчиком кирпича установлен генератор переменного магнитного поля, силовые линии которого перпендикулярны вектору прессования.
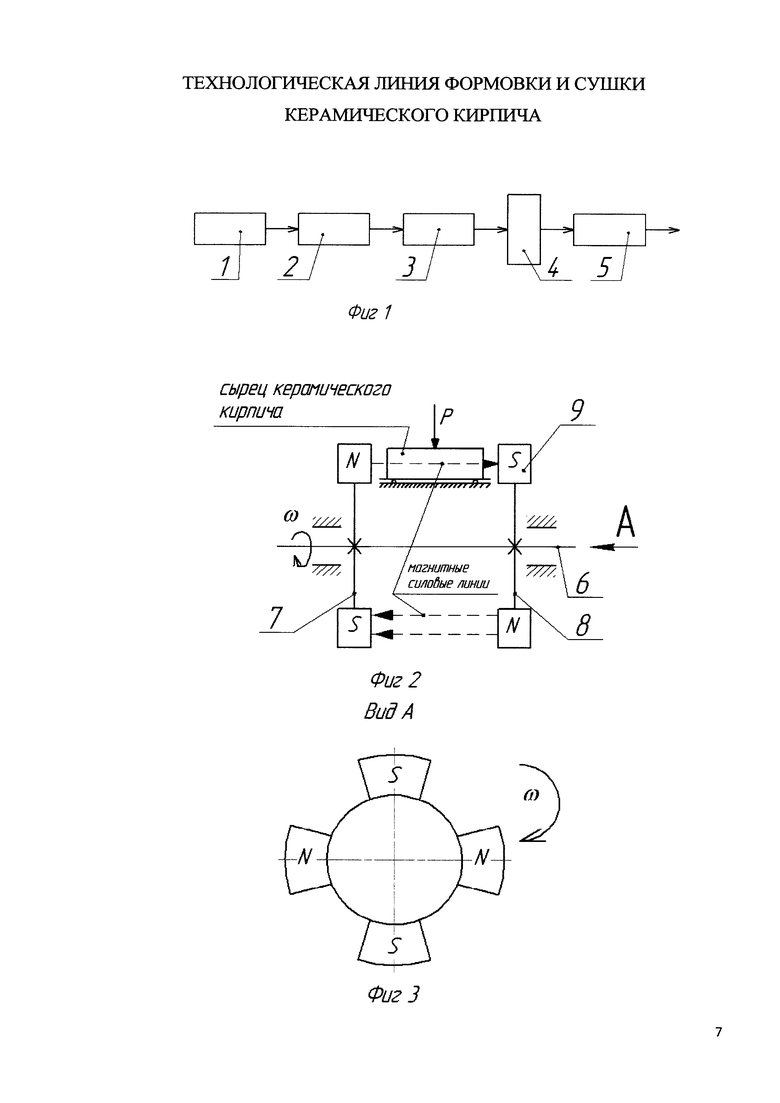
На фиг. 1 изображена схема технологической линии формовки и сушки керамического кирпича.
На фиг. 2 изображена технологическая схема генератора переменного магнитного поля.
На фиг. 3 изображен вид слева фиг. 2.
Технология линия формовки и сушки керамического кирпича имеет последовательно установленные ленточный пресс 1, автомат многострунной резки 2, генератор переменного магнитного поля 3, автомат-укладчик кирпича 4, сушило 5.
Генератор переменного магнитного поля 3 содержит вал 6 с жестко зафиксированными дисками 7 и 8, на которых закреплены постоянные магниты 9 с диаметрально размещенными одноименными магнитными полюсами. При этом на дисках 7 и 8 попарно-встречно установлены постоянные магниты 9 с разноименными полюсами.
Технологическая линия формовки и сушки керамического кирпича для устранения указанных недостатков имеет генератор переменного магнитного поля, установленный на линии после операции прессования сырца, Фиг. 1
Предлагаемая линия по сравнению с другими технологическими линиями имеет ряд преимуществ по возможности повышения пластичности сырца и равнозначности механической прочности керамического кирпича.
Реализация изобретения осуществляется прежде всего при разработке технологической линии формовки и сушки керамического кирпича с дополнительным, образующим переменное магнитное поле, генератором.
Изобретение на линии формовки и сушки керамического кирпича работает следующим образом.
После формования в ленточном прессе 1 сырец поступает в автомат многострунной резки 2 и далее попадет в генератор переменного магнитного поля 3, затем покидает магнитную зону, в которую входит следующий брусок сырца. После магнитной зоны бруски сырца поступают в автомат-укладчик кирпича 4, далее в сушило и на обжиг. Устройство может применяться и для многоканальных технологических линий.
В магнитной зоне генератора 3 вращением вала 6 и дисков 7 и 8 с жестко зафиксированными постоянными магнитами 9 создается переменное асцилирующее магнитное поле.
Переменное асцилирующее магнитное поле посредством изменения осевой симметрии поперечной волны естественного магнитного поля кирпича позволяет ориентировать молекулярные связи основного компонента кирпича окиси кремния. Поперечная волна является поляризованной, поскольку среда сырца анизотропна, и преломление формируется двойным. При этом один магнитный вектор образован «обыкновенным», а второй «необыкновенным» - высокополяризованным, который и оказывает усиление эффекта упорядочения материала.
Величина напряженности магнитного поля определяется по формуле:

где Р - дипольный момент Si, K⋅м;
ε0 - электрическая постоянная;
α - объем атома, м3; диаметр атома Si равен 0,268 нм.
Известно, что для кремния граница непрямого поглощения электромагнитных колебаний близка к 1,09 эВ, а прямого поглощения 3,3 эВ. Химическая остаточная намагниченность кремния появляется при воздействии внешнего поля. Увеличение намагниченности кремнийсодержащих материалов происходит с возрастанием в них оксида железа. Так, остаточная намагниченность глины и песка составляет ≈0,02 А/м и уже в обожженном кирпиче колеблется от 0,1 до первых единиц системы СИ (А/м). Кроме того, под действием переменного магнитного поля (длинах волн λ=1000-1500 Нм) в сырце кирпича происходит молекулярное взаимодействие, приводящее к появлению межмолекулярных кристаллов и последующему упорядочению материала, что, в свою очередь, повышает прочностные свойства кирпича.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| Технологическая линия изготовления кирпича | 1980 |
|
SU952607A1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1980 |
|
SU921860A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 1993 |
|
RU2041063C1 |
| СПОСОБ ПОКРЫТИЯ НАРУЖНОЙ СТОРОНЫ СТРОИТЕЛЬНОГО КИРПИЧА СТЕКЛОМ | 2021 |
|
RU2774708C1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Автомат-укладчик кирпича-сырца на сушильные рамки | 1983 |
|
SU1150084A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2378222C1 |
Изобретение относится к производству строительных материалов и предназначено для использования при реконструкции действующих и проектировании новых предприятий по производству керамического кирпича пластического формования. Технологическая линия формовки и сушки керамического кирпича содержит последовательно установленные ленточный пресс, автомат многострунной резки, автомат-укладчик кирпича и сушило. Между автоматом многострунной резки и автоматом укладчиком установлен генератор переменного магнитного поля, силовые линии которого перпендикулярны вектору прессования. Технический результат изобретения – снижение свилеватости и неравноплотности кирпича. Кроме того, под действием переменного магнитного поля в сырце кирпича происходит молекулярное взаимодействие, приводящее к упорядочиванию материала, что в свою очередь повышает прочностные свойства кирпича. 3 ил.
Технологическая линия формовки и сушки керамического кирпича, содержащая последовательно установленные ленточный пресс, автомат многострунной резки, автомат-укладчик кирпича, сушило, отличающаяся тем, что между автоматом многострунной резки и автоматом укладчиком установлен генератор переменного магнитного поля, силовые линии которого перпендикулярны вектору прессования.
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Магнитная приставка к мундштуку ленточного пресса | 1983 |
|
SU1256966A1 |
| Способ повышения механической прочности обжиговых изделий из керамики | 1972 |
|
SU463651A1 |
| Пресс для непрерывного формования керамических изделий | 1980 |
|
SU944930A1 |
| US 8075827 B2, 13.12.2011. | |||

