Изобретение относится к машиностроению и может быть использовано для сборки гидропневмоагрегатов с уплотнительными кольцами радиального сжатия, требующих высокой степени герметичности и надежности уплотнения полостей.
Известен способ установки вала с уплотнительными кольцами, включающий установку уплотнительных колец на вал и перемещение вала с кольцами в отверстии корпуса, имеющего радиальные подводящие отверстия, канавки и проточки [1].
Указанный способ позволяет установить вал с уплотнительными кольцами в отверстие корпуса, но не гарантирует надежность герметизации при больших скоростях установки вала и большом количестве уплотнительных колец из-за возможного срезания колец на радиальных подводящих отверстиях, канавках и проточках в отверстии корпуса.
Наиболее близким к предложенному способу - прототипом является способ установки уплотнительных колец между корпусом и валом [2], включающий установку уплотнительных колец на вал, нанесение смазки на элементы конструкции, захолаживание вала и корпуса до температуры выше температуры замерзания смазки, установку вала в корпус, удаление жидкости из корпуса.
Указанный способ позволяет обеспечить установку вала с уплотнительными кольцами в отверстие корпуса без повреждения колец, обеспечивая высокую надежность герметизации. Однако необходимость захолаживать сосуд с нейтральной жидкостью, необходимость заглушать все подводящие отверстия корпуса заглушками с уплотнениями усложняет технологический процесс и увеличивает трудозатраты.
Техническим результатом настоящего изобретения является улучшение технологичности и снижение трудоемкости.
Технический результат достигается тем, что в известном способе установки уплотнительных колец между корпусом и валом, включающем установку уплотнительных колец на вал, нанесение смазки на элементы конструкции, захолаживание вала и корпуса до температуры выше температуры замерзания смазки, установку вала в корпус, удаление жидкости из корпуса, в отличие от прототипа, перед захолаживанием вал с уплотнительными кольцами устанавливают в технологическую оправку, в которой выполнено цилиндрическое отверстие, размеры которого соответствуют размерам отверстия корпуса, причем захолаживание вала производят совместно с оправкой до температуры ниже температуры восстановления эластичных свойств материала уплотнительных колец, затем перед установкой вала в корпус снимают технологическую оправку.
Температура захолаживания должна обеспечить свободное извлечение вала с кольцами из оправки, для этого температура должна быть выше температуры замерзания смазки и, в то же время, для свободной установки вала с кольцами в отверстие корпуса температура захолаживания должна обеспечить фиксацию радиальной деформации колец после извлечения из оправки, для этого температура захолаживания должна быть ниже температуры восстановления эластичных свойств материала уплотнительного кольца.
Предложенный способ позволяет улучшить технологичность за счет отказа от сосуда с нейтральной жидкостью и устранения технологических заглушек с уплотнениями, а также снизить трудоемкость за счет уменьшения времени захолаживания из-за уменьшения массы захолаживаемых деталей и уменьшения времени сушки за счет устранения заполнения полости корпуса нейтральной жидкостью.
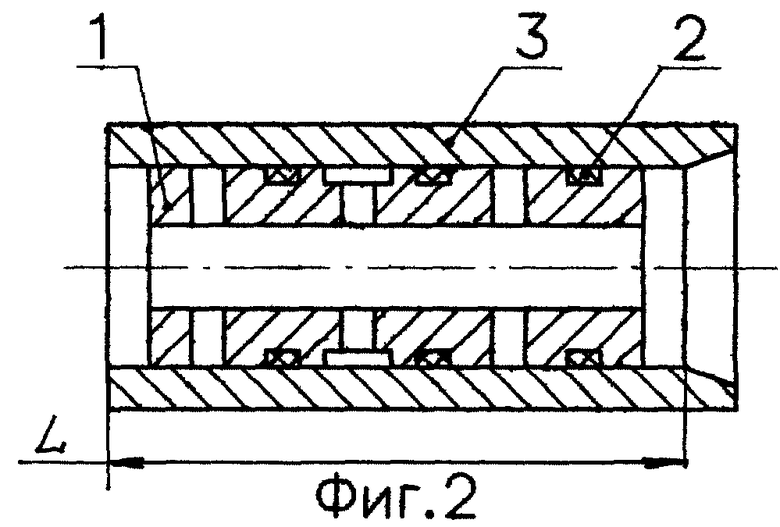
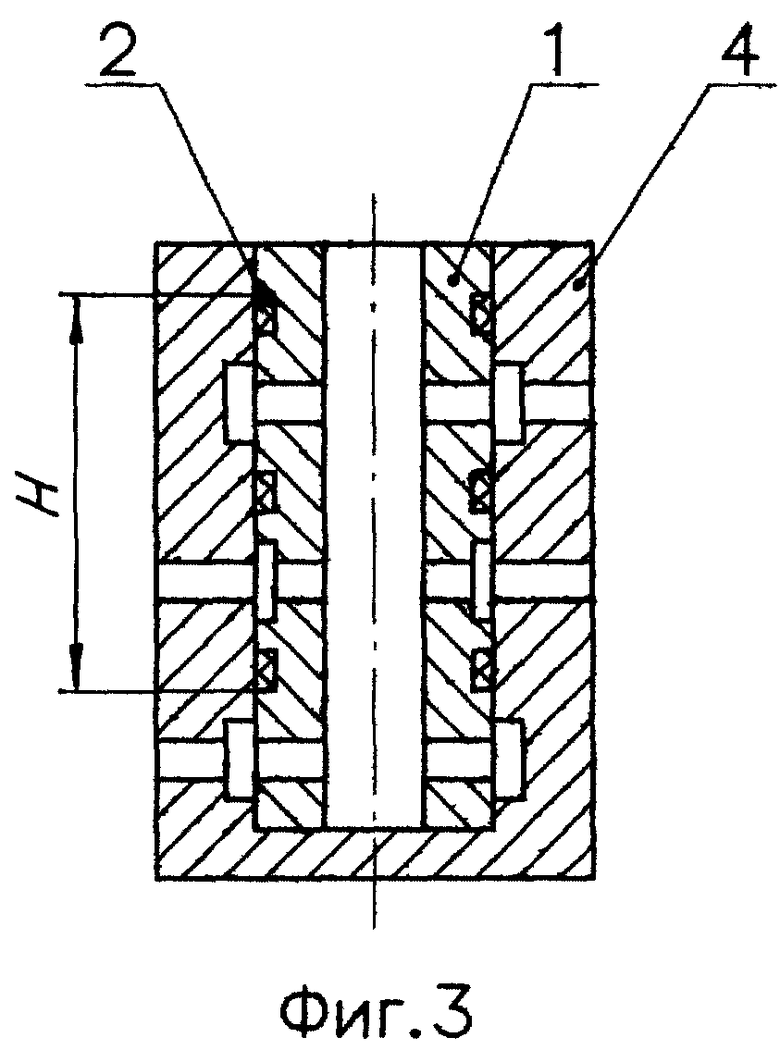
Осуществление заявляемого способа поясняется с помощью графических материалов. На фиг. 1 представлен вал с уплотнительными кольцами, на фиг. 2 представлен вал с кольцами, помещенный в оправку, на фиг. 3 представлен вал с уплотнительными кольцами, установленный в корпус.
Устройство для осуществления предложенного способа включает вал 1 с уплотнительными кольцами 2, технологическую оправку 3 с цилиндрическим отверстием, имеющим такой же диаметр, как и отверстие корпуса 4, что, очевидно, обеспечивает установку вала 1 с уплотнительными кольцами 2 в корпус 4, а длину L большую, чем расстояние H между крайними точками колец 2, максимально разнесенных вдоль оси вала 1, т.к. только при такой длине обеспечивается радиальная деформация всех уплотнительных колец.
Способ осуществляют следующим образом: на вал 1 устанавливают уплотнительные кольца 2 (фиг. 1), смазывают кольца 2 и посадочные поверхности вала 1, оправки 3 и корпуса 4 смазкой, заводят вал 1 с кольцами 2 в отверстие оправки 3 (фиг. 2), обеспечивая на заходной фаске радиальную деформацию колец 2 в размер отверстия корпуса 4. Затем захолаживают вал 1 с оправкой 3, например жидким азотом, для устранения эластического восстановления и фиксации радиальной деформации колец 2 после снятия технологической оправки, а корпус 4 захолаживают для устранения нагрева при установке вала. После этого снимают оправку 3 с вала 1 и устанавливают вал 1 с кольцами 2 в отверстие корпуса 4 (фиг. 3), причем для предотвращения нагрева сборки на воздухе возможно дополнительное охлаждение корпуса, например твердой углекислотой, при этом в процессе сборки на поверхности деталей образуется конденсат; для удаления образовавшегося конденсата производят сушку полученной сборки.
Устранение сосуда с нейтральной жидкостью и технологических заглушек с уплотнениями позволяет улучшить технологичность способа. Уменьшение времени захолаживания и времени сушки позволяет снизить трудоемкость.
Литература
1. Т. М.Башта. Машиностроительная гидравлика, М., Машгиз, 1963 г., стр. 589-591, фиг. 432.
2. Патент РФ N 1652709, кл. F 16 J 15/00, 1991 г.
Изобретение относится к машиностроению и может быть использовано для сборки гидропневмоагрегатов с уплотнительными кольцами радиального сжатия, требующих высокой степени герметичности и надежности уплотнения полостей. Способ установки уплотнительных колец между корпусом и валом включает установку уплотнительных колец на вал, нанесение смазки на элементы конструкции, захолаживание вала и корпуса до температуры выше температуры замерзания смазки, установку вала в корпус, удаление жидкости из корпуса. Перед захолаживанием вал с уплотнительными кольцами устанавливают в технологическую оправку, в которой выполнено цилиндрическое отверстие. Размеры отверстия соответствуют размерам отверстия корпуса, причем захолаживание вала производят совместно с оправкой до температуры ниже температуры восстановления эластичных свойств материала уплотнительных колец. Перед установкой вала в корпус снимают технологическую оправку. Устранение сосуда с нейтральной жидкостью и технологических заглушек с уплотнениями позволяет улучшить технологичность способа. Уменьшение времени захолаживания и времени сушки позволяет снизить трудоемкость. 3 ил.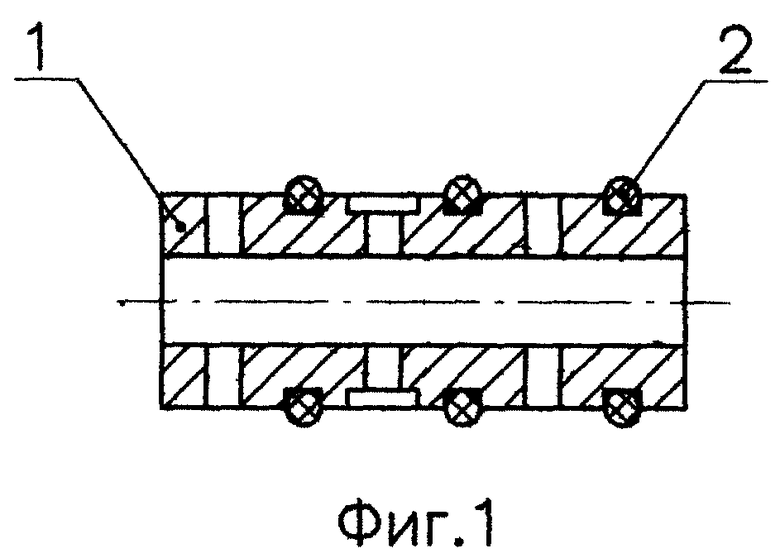
Способ установки уплотнительных колец между корпусом и валом, включающий установку уплотнительных колец на вал, нанесение смазки на элементы конструкции, захолаживание вала и корпуса до температуры выше температуры замерзания смазки, установку вала в корпус, удаление жидкости из корпуса, отличающийся тем, что перед захолаживанием вал с уплотнительными кольцами устанавливают в технологическую оправку, в которой выполнено цилиндрическое отверстие, размеры которого соответствуют размерам отверстия корпуса, причем захолаживание вала производят совместно с оправкой до температуры ниже температуры восстановления эластичных свойств материала уплотнительных колец, затем перед установкой вала в корпус снимают технологическую оправку.
| Способ установки уплотнительных колец | 1989 |
|
SU1652709A1 |
| Способ сборки уплотнительных соединений | 1980 |
|
SU885661A1 |
| US 3605239 A, 20.09.1971 | |||
| DE 1478798 A, 11.09.1969 | |||
| БАШТА Т.М | |||
| Машиностроительная гидравлика | |||
| - М.: Машгиз, 1963, с.589-591. | |||
