Изобретение относится к машиностроению и может быть использовано для сборки гидропневмоагрегатов с уплотнительными кольцами радиального сжатия, требующих высокой степени герметичности и надежности уплотнения полостей.
Известен способ установки вала с уплотнительными кольцами, включающий установку уплотнительных колец на вал и перемещение вала с кольцами в отверстии корпуса, имеющего радиальные подводящие отверстия, канавки и проточки [1].
Указанный способ позволяет установить вал с уплотнительными кольцами в отверстие корпуса, но не гарантирует надежность герметизации при больших скоростях установки вала и большом количестве уплотнительных колец из-за возможного срезания колец на радиальных подводящих отверстиях, канавках и проточках в отверстии корпуса.
Известен способ установки уплотнительных колец между корпусом и валом [2], включающий установку уплотнительных колец на вал, заполнение внутреннего объема корпуса нейтральной жидкостью, установку в отверстия корпуса заглушек со стороны наружной поверхности корпуса, установку стержня в посадочное для вала отверстие в корпусе, захолаживание собранного узла и вала до полного замерзания нейтральной жидкости, удаление стержня из корпуса, установку вала в корпус, снятие заглушек и удаление нейтральной жидкости из корпуса.
Недостатком способа является возможность образования воздушных пор в ледяном слое, образованном после замораживания нейтральной жидкости. Уплотнительное кольцо между валом и корпусом находится в поджатом состоянии и при перемещении создает радиальную составляющую усилия, которое может приводить к вскрытию пор и повреждению острыми кромками вскрытых пор уплотнительных колец.
Наиболее близким к предложенному способу - прототипом является способ установки уплотнительных колец между корпусом и валом [3], включающий установку уплотнительных колец на вал, заполнение внутреннего объема корпуса нейтральной жидкостью, установку в отверстия корпуса заглушек со стороны наружной поверхности корпуса, установку стержня в посадочное для вала отверстие в корпусе, захолаживание собранного узла и вала до полного замерзания нейтральной жидкости, удаление стержня из корпуса, нанесение смазки на поверхность посадочного для вала отверстия в корпусе, заведение на всю длину этого отверстия технологической оправки с размещенным в ее кольцевой канавке технологическим уплотнительным кольцом, идентичным устанавливаемым уплотнительным кольцам, удаление технологической оправки из корпуса, контроль целостности поверхности замерзшей нейтральной жидкости, а при ее обеспечении установку вала с уплотнительными кольцами в корпус, снятие заглушек и удаление нейтральной жидкости из корпуса, причем температура корпуса при установке вала должна быть выше температуры замерзания смазки, но ниже температуры замерзания нейтральной жидкости.
Однако указанный способ не гарантирует целостности уплотнительных колец при установке, т.к. при движении технологической оправки в корпусе смазка с поверхности посадочного для вала отверстия в корпусе удаляется, поэтому при установке вала с уплотнительными кольцами в корпус, особенно при большом количестве колец и отсутствии требований к температуре вала, возникает дополнительное поверхностное трение между кольцами и замерзшей нейтральной жидкостью в посадочном для вала отверстии корпуса, что ведет к местному повышению температуры, способствующему расплавлению замерзшей нейтральной жидкости на острых кромках и срезанию уплотнительных колец на острых кромках в корпусе, кроме того, требуется повышенное усилие при установке вала в корпус.
Задачей способа установки уплотнительных колец между корпусом и валом является размещение уплотнительных колец в корпусе без повреждений для надежного разделение полостей разного давления и предотвращение несанкционированного перетекания рабочей жидкости в гидропневмоагрегатах.
Техническим результатом настоящего изобретения является повышение надежности способа путем предохранения уплотнительных колец от срезания, а также снижение усилия при установке вала с уплотнительными кольцами в корпус за счет введения дополнительного нанесения смазки на поверхность посадочного для вала отверстия в корпусе и на наружную поверхность уплотнительных колец перед установкой вала в корпус, а также введения требований к температуре вала.
Технический результат достигается тем, что в известном способе установки уплотнительных колец между корпусом и валом, включающем установку уплотнительных колец на вал, заполнение внутреннего объема корпуса нейтральной жидкостью, установку в отверстия корпуса заглушек со стороны наружной поверхности корпуса, установку стержня в посадочное для вала отверстие в корпусе, захолаживание собранного узла и вала до полного замерзания нейтральной жидкости, удаление стержня из корпуса, нанесение смазки на поверхность посадочного для вала отверстия в корпусе, заведение на всю длину этого отверстия технологической оправки с размещенным в ее кольцевой канавке технологическим уплотнительным кольцом, идентичным устанавливаемым уплотнительным кольцам, удаление технологической оправки из корпуса, контроль целостности поверхности замерзшей нейтральной жидкости, а при ее обеспечении установку вала с уплотнительными кольцами в корпус, снятие заглушек и удаление нейтральной жидкости из корпуса, причем температура корпуса при установке вала должна быть выше температуры замерзания смазки, но ниже температуры замерзания нейтральной жидкости. В отличие от прототипа в нем после контроля целостности поверхности замерзшей нейтральной жидкости и при ее обеспечении на поверхность посадочного для вала отверстия в корпусе и на поверхность замерзшей нейтральной жидкости дополнительно наносят смазку, кроме этого перед установкой вала с уплотнительными кольцами в корпус на уплотнительные кольца тоже наносят смазку, причем температуру вала при установке в корпус поддерживают выше температуры замерзания смазки, но ниже температуры замерзания нейтральной жидкости.
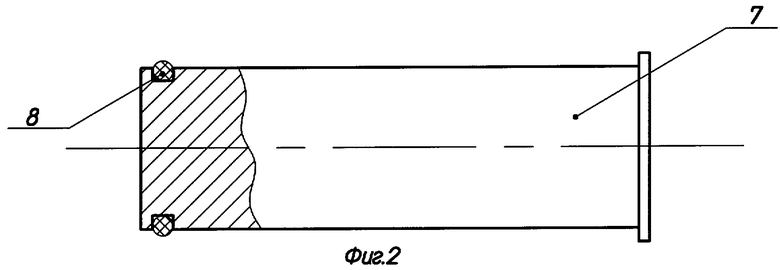
На фиг.1 представлено устройство для установки уплотнительных колец между валом и корпусом, на фиг.2 - технологическая оправка с технологическим уплотнительным кольцом, на фиг.3 - корпус с размещенной в его отверстии технологической оправкой с технологическим уплотнительным кольцом, на фиг.4 - корпус с валом и установленными между ними уплотнительными кольцами.
Устройство для осуществления предложенного способа включает ванну с нейтральной жидкостью 1, заглушки 2 с уплотнениями 3, стержень 4, корпус 5, вал 6, технологическую оправку 7, имеющую кольцевую канавку, идентичную канавкам вала 6, с технологическим уплотнительным кольцом 8, идентичным уплотнительным кольцам 9, устанавливаемым между корпусом 5 и валом 6.
Корпус 5 заполняют нейтральной жидкостью 1 путем опускания в ванну. Заглушают подводящие отверстия заглушками 2 с уплотнениями 3 под слоем нейтральной жидкости и устанавливают стержень 4. После извлечения из ванны корпус 5 с заглушками 2, уплотнениями 3 и стержнем 4, а также вал 6 с уплотнительными кольцами 9 захолаживают, например, посредством помещения в холодильную камеру, до полного замерзания нейтральной жидкости. После извлечения стержня 4 вне холодильника на поверхность посадочного для вала отверстия в корпусе 5 наносят смазку, а затем на всю длину этого отверстия заводят технологическую оправку 7 с технологическим уплотнительным кольцом 8, удаляют технологическую оправку 7 из корпуса, визуально контролируют целостность поверхности замерзшей нейтральной жидкости. При этом визуальный контроль состояния поверхности замерзшей нейтральной жидкости 1 позволяет обнаружить вскрытые воздушные поры, в случае их обнаружения последовательность предшествующих операций требуется повторить. Технологическое уплотнительное кольцо 8 имеет радиальное поджатие к стенкам отверстия корпуса 5, поэтому при заведении внутрь отверстия оно сдвигает смазку к задней стенке, на лишенной смазки поверхности отверстия при установке вала с уплотнительными кольцами в корпус, особенно при большом количестве колец и отсутствии требований к температуре вала, возникает дополнительное поверхностное трение между кольцами 9 и замерзшей нейтральной жидкостью в посадочном для вала отверстии корпуса, для его устранения после контроля целостности поверхности замерзшей нейтральной жидкости и при ее обеспечении на поверхность посадочного для вала отверстия в корпусе 5 и на поверхность замерзшей нейтральной жидкости дополнительно наносят смазку, кроме этого перед установкой вала 6 с уплотнительными кольцами 9 в корпус 6 на уплотнительные кольца 9 тоже наносят смазку. После чего устанавливают вал 6 с уплотнительными кольцами 9 в корпус 6, а затем снимают заглушки 2 с уплотнениями 3 и сушат сборку. Таяние нейтральной жидкости и обнажение острых кромок может происходить не только от недостаточной температуры корпуса, но и от повышенной температуры контактирующего вала. Для сохранения свойств смазки и предотвращения таяния замерзшей нейтральной жидкости 1 не только на температуру корпуса 5, но и на температуру вала 6 накладываются ограничения, температура захолаживания корпуса 5 должна быть ниже температуры замерзания нейтральной жидкости 1, но выше температуры замерзания смазки, температуру вала 6 с уплотнительными кольцами 9 при установке в корпус также поддерживают выше температуры замерзания смазки, но ниже температуры замерзания нейтральной жидкости. Например, для уплотнительных колец по ОСТ В 38.052-80 из резины ИРП 2035 при условии применения смазки ЦИАТИМ-221 ГОСТ 9433-80 и воды, как нейтральной жидкости, температуру вала поддерживают в пределах от -50 до -5°С, т.к. при более низких температурах смазка твердеет и теряет смазывающие свойства, а при более высоких температурах начинается таяние воды от тепла рук сборщика.
Дополнительное нанесение смазки на поверхность посадочного для вала отверстия в корпусе и на поверхность замерзшей нейтральной жидкости, а также на наружную поверхность уплотнительных колец перед установкой вала в корпус и выполнение вышеуказанных требований к температуре вала при установке его в корпус обеспечивает сохранение качества поверхности замерзшей нейтральной жидкости и повышение надежности способа за счет предохранения колец от возможного срезания, кроме того, нанесение смазки ведет к снижению усилия при установке вала.
Литература
1. Т.М.Башта. Машиностроительная гидравлика. - М., Машгиз, 1963 г., стр.589-591, фиг.432.
2. Патент РФ №1652709, кл. F 16 J 15/00, 1989 г.
3. Патент РФ №2041410, кл. F 16 J 15/00, 1992 г.


Изобретение относится к машиностроению и может быть использовано для сборки гидропневмоагрегатов с уплотнительными кольцами радиального сжатия. Способ установки уплотнительных колец между корпусом и валом включает установку уплотнительных колец на вал, заполнение внутреннего объема корпуса нейтральной жидкостью, установку в отверстия корпуса заглушек со стороны наружной поверхности корпуса, установку стержня в посадочное для вала отверстие в корпусе, захолаживание собранного узла и вала до полного замерзания нейтральной жидкости, удаление стержня из корпуса, нанесение смазки на поверхность посадочного для вала отверстия в корпусе, заведение на всю длину этого отверстия технологической оправки с размещенным в ее кольцевой канавке технологическим уплотнительным кольцом, идентичным устанавливаемым уплотнительным кольцам, удаление технологической оправки из корпуса, контроль целостности поверхности замерзшей нейтральной жидкости, а при ее обеспечении установку вала с уплотнительными кольцами в корпус, снятие заглушек и удаление нейтральной жидкости из корпуса. Температура корпуса при установке вала должна быть выше температуры замерзания смазки, но ниже температуры замерзания нейтральной жидкости. После контроля целостности поверхности замерзшей нейтральной жидкости и при ее обеспечении на поверхность посадочного для вала отверстия в корпусе и на поверхность замерзшей нейтральной жидкости дополнительно наносят смазку. Перед установкой вала с уплотнительными кольцами в корпус на уплотнительные кольца тоже наносят смазку, причем температуру вала при установке в корпус поддерживают выше температуры замерзания смазки, но ниже температуры замерзания нейтральной жидкости. Техническим результатом изобретения является повышение надежности способа путем предохранения уплотнительных колец от срезания, а также снижение усилия при установке вала с уплотнительными кольцами в корпус. 4 ил.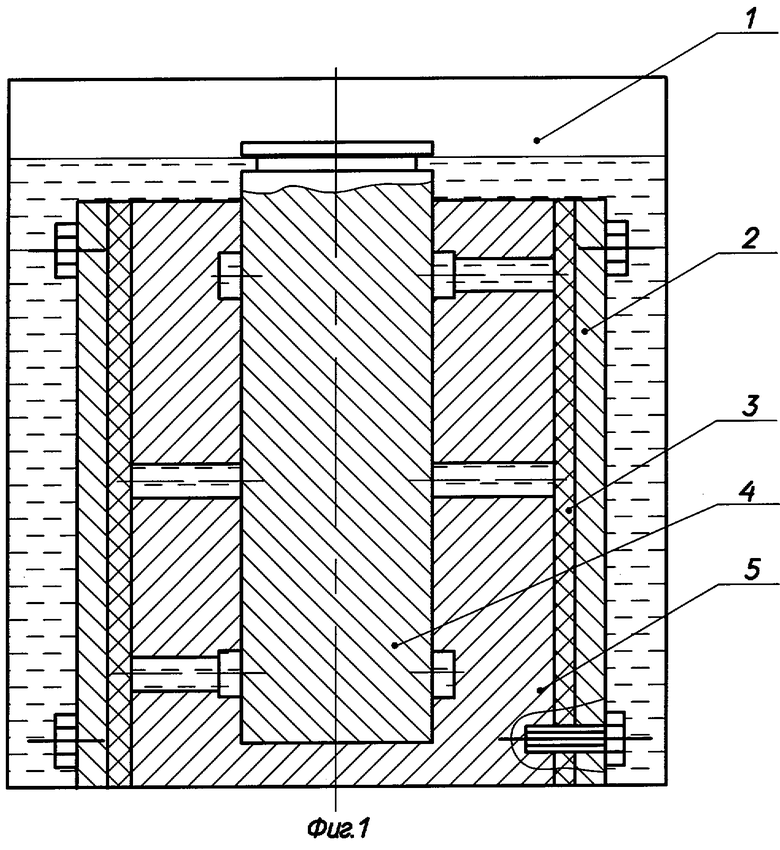
Способ установки уплотнительных колец между корпусом и валом, включающий установку уплотнительных колец на вал, заполнение внутреннего объема корпуса нейтральной жидкостью, установку в отверстия корпуса заглушек со стороны наружной поверхности корпуса, установку стержня в посадочное для вала отверстие в корпусе, захолаживание собранного узла и вала до полного замерзания нейтральной жидкости, удаление стержня из корпуса, нанесение смазки на поверхность посадочного для вала отверстия в корпусе, заведение на всю длину этого отверстия технологической оправки с размещенным в ее кольцевой канавке технологическим уплотнительным кольцом, идентичным устанавливаемым уплотнительным кольцам, удаление технологической оправки из корпуса, контроль целостности поверхности замерзшей нейтральной жидкости, а при ее обеспечении установку вала с уплотнительными кольцами в корпус, снятие заглушек и удаление нейтральной жидкости из корпуса, причем температура корпуса при установке вала должна быть выше температуры замерзания смазки, но ниже температуры замерзания нейтральной жидкости, отличающийся тем, что после контроля целостности поверхности замерзшей нейтральной жидкости и при ее обеспечении на поверхность посадочного для вала отверстия в корпусе и на поверхность замерзшей нейтральной жидкости дополнительно наносят смазку, кроме этого, перед установкой вала с уплотнительными кольцами в корпус на уплотнительные кольца тоже наносят смазку, причем температуру вала при установке в корпус поддерживают выше температуры замерзания смазки, но ниже температуры замерзания нейтральной жидкости.
| СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ МЕЖДУ КОРПУСОМ И ВАЛОМ | 1992 |
|
RU2041410C1 |

