Изобретение относится к обработке материалов давлением, в частности к технологии изготовления многослойных прокладок для уплотнения неподвижных цилиндрических поверхностей, например каналов ядерных реакторов.
Известен способ изготовления прокладки для уплотнения неподвижных цилиндрических поверхностей, состоящей из чередующихся слоев металлического V-образного профиля и наполнителя, заключающийся в том, что ленту протягивают от кассеты к приемному устройству, в процессе протягивания изгибают вокруг оси, перпендикулярной ее плоскости, осуществляют V-образное профилирование, изменяя толщину ленты, равномерно уменьшая ее от вершины профиля к наружному краю ленты и увеличивая от вершины к внутреннему краю, и осуществляют укладку наполнителя между ее витками [1]
Изготовление прокладки по этому способу осуществляется при высокой производительности труда и с высоким коэффициентом использования материала, однако обладает рядом недостатков:
невозможность изготовить прокладки диаметром меньше 100 мм, так как при изготовлении прокладок меньшего размера на внутренней лопасти прокладки образуются гофры, которые нарушают форму прокладки;
необходимо иметь металлическую ленту высокого качества с однородной структурой, так как в противном случае трудно обеспечить изменение толщины ленты по ее поперечному сечению;
для изготовления прокладок требуется наличие специального оборудования, быстрая переналадка которого в процессе работы с размера на размер практически невозможна и, поэтому такой способ изготовления прокладок не может быть применен в ремонтных мастерских АЭС.
Известен способ изготовления шайб с эластичной прокладкой. Этот способ предусматривает применение в качестве заготовки куска цельнотянутой трубы, который превращают в готовое изделие путем последовательных операций: отгиба фланца, накладывание на него эластичной прокладочной шайбы путем надевания ее на трубчатую часть и загибание последней. Такие операции производят обычной штамповкой [2]
Данный способ позволяет изготовлять широкий диапазон прокладок при быстрой переналадке оборудования. Этим способом можно изготовить прокладки практически сколь угодно малых размеров.
Однако такой способ изготовления прокладок обладает и рядом недостатков. Изготовленные прокладки обладают малой уплотняющей способностью в силу малой деформации эластичного элемента отсутствия упругой деформации металлических фланцев. Кроме того, эти прокладки быстро изнашиваются, так как устанавливаются в уплотняющее гнездо с натягом.
Наиболее близким по своей технической сущности к изобретению является способ изготовления уплотнительной прокладки [3] cогласно которому предусматривается изготовление отдельных колец из металла и наполнителя, попарное их профилирование, сборка в пакет и обжатие.
Изготовленные таким способом прокладки обладают качеством, обеспечивающим надежное уплотнение неподвижных цилиндрических поверхностей, когда эти прокладки устанавливаются вручную. В случае использования прокладок, изготовленным этим способом, для уплотнения технологических каналов ядерных реакторов встречаются определенные трудности, которые значительно осложняют работу оператора перегрузочной машины и не позволяют получить надежное уплотнение технологических каналов реактора.
Целью изобретения является повышение качества уплотнительной прокладки и надежная дистанционная их установка при уплотнении каналов реактора.
Эта задача решается тем, что в способе изготовления уплотнительной прокладки, состоящей из чередующихся слоев V-образного профиля металла и наполнителя, при котором изготавливают отдельные кольца из металла и наполнителя, попарно профилируют их, собирают в пакет и обжимают, согласно изобретению, обжим собранного пакета осуществляют с сохранением угла профиля, полученного при профилировании, а затем осуществляют калибровку внутреннего и наружного диаметров всего пакета путем дорнования.
Разумно калибровку наружного и внутреннего диаметра пакета осуществить раздельно последовательно. Вначале осуществляют дорнование одного диаметра, а затем другого. В этом случае требуется более простое устройство для дорнования, а также меньшее усилие.
Целесообразно калибровку наружного диаметра осуществлять дорном, выполненным в виде комплекта колец, причем калибрующий диаметр каждого последующего кольца меньше предыдущего. В этом случае осуществляется ступенчатая калибровка, которой достигается более высокое качество, а требуемое усилие значительно снижено.
Для достижения перечисленных преимуществ целесообразно калибровку внутреннего диаметра осуществлять дорном, выполненным в виде комплекта колец, причем калибрующий диаметр каждого последующего кольца больше предыдущего.
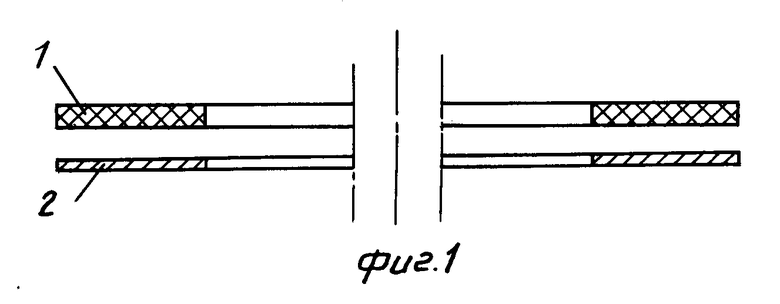
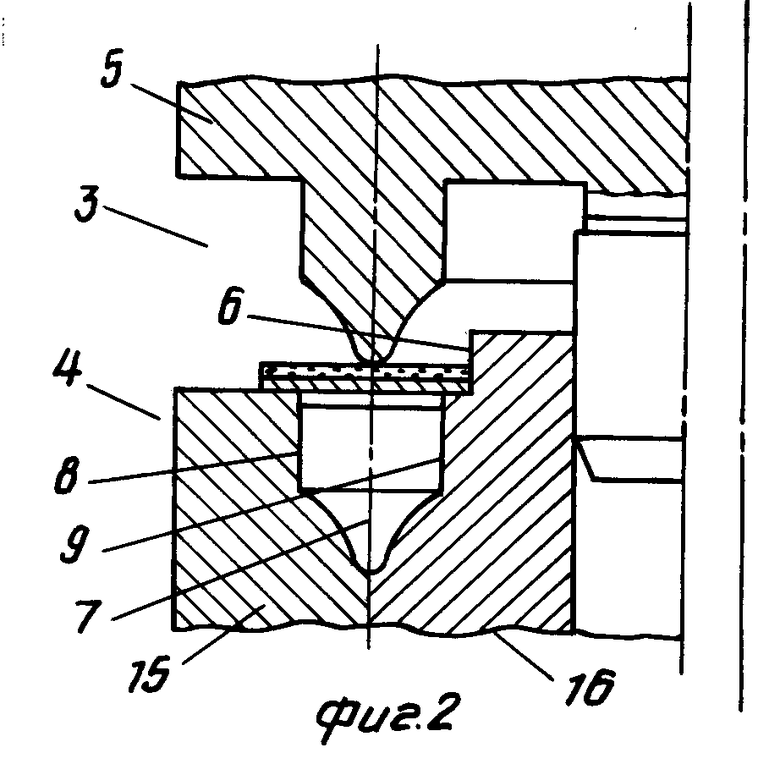
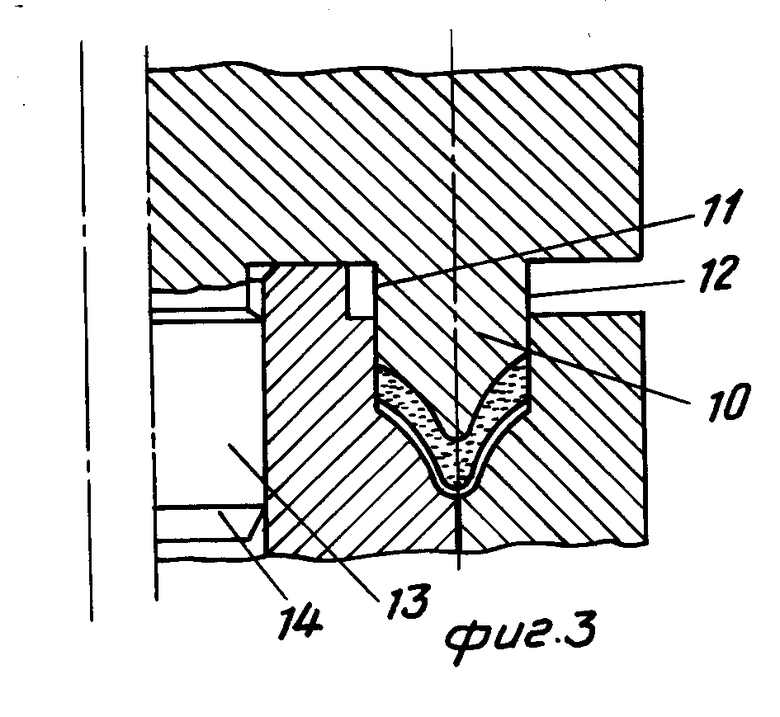
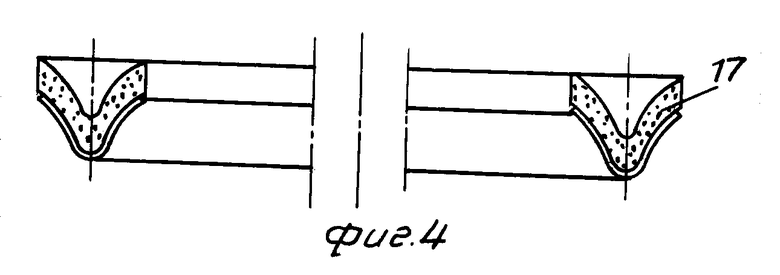
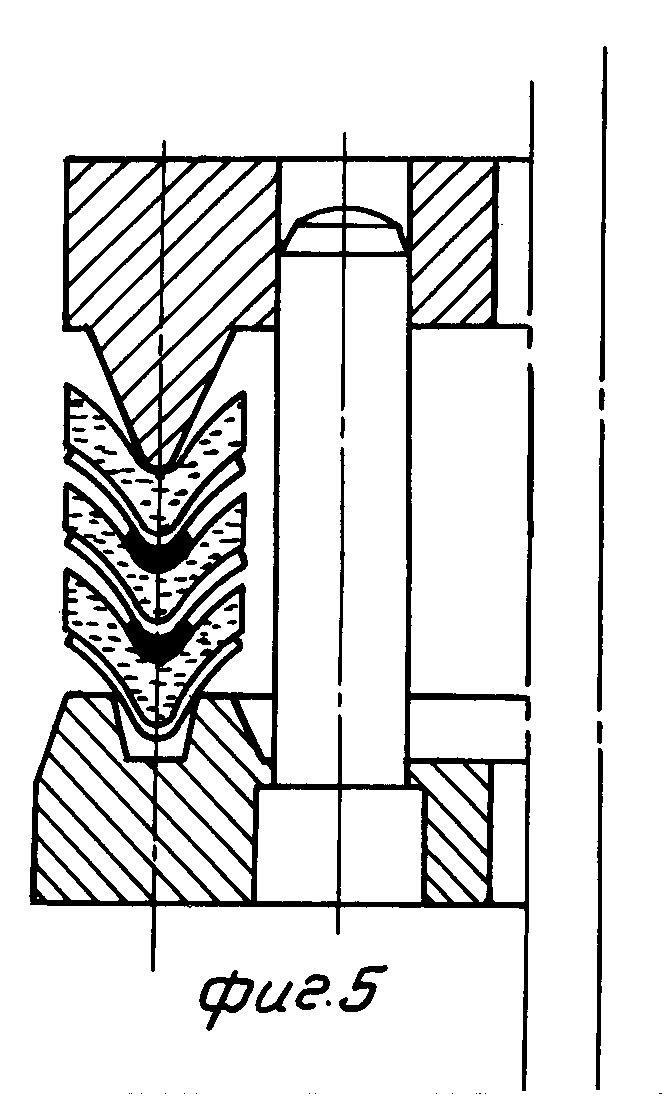
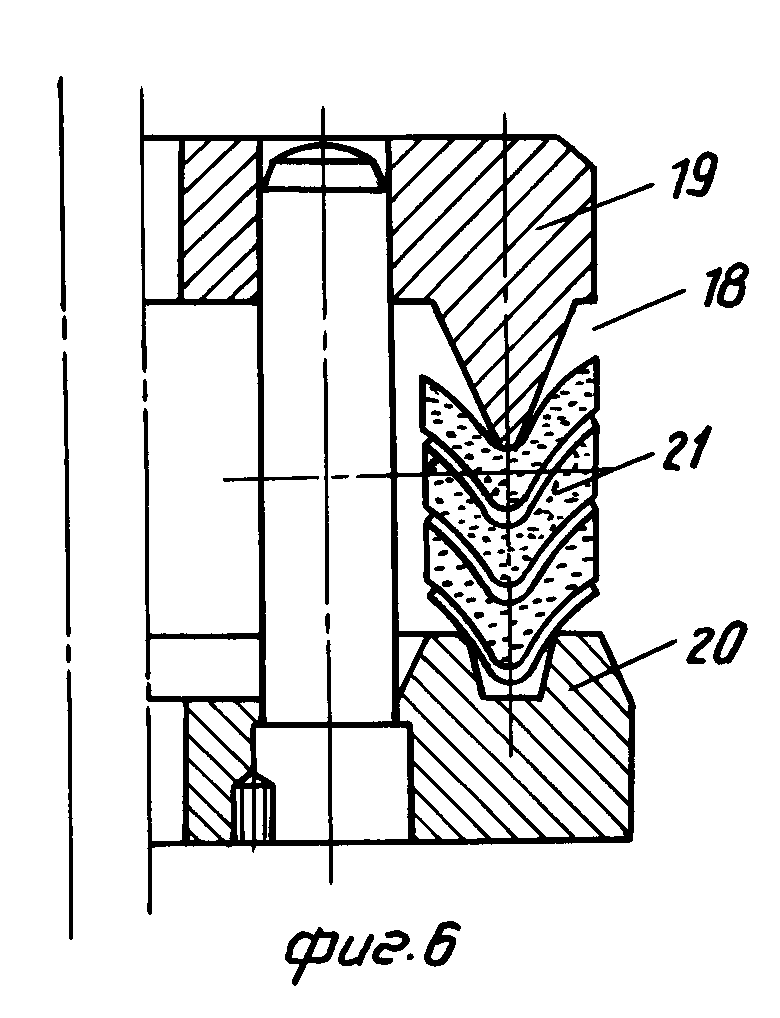
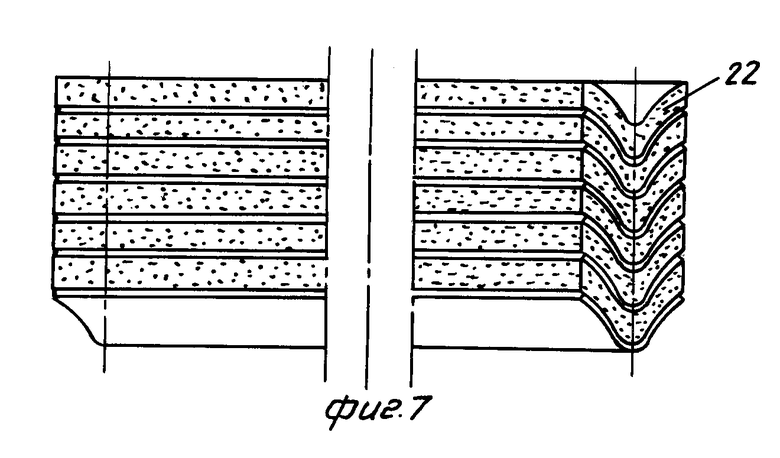
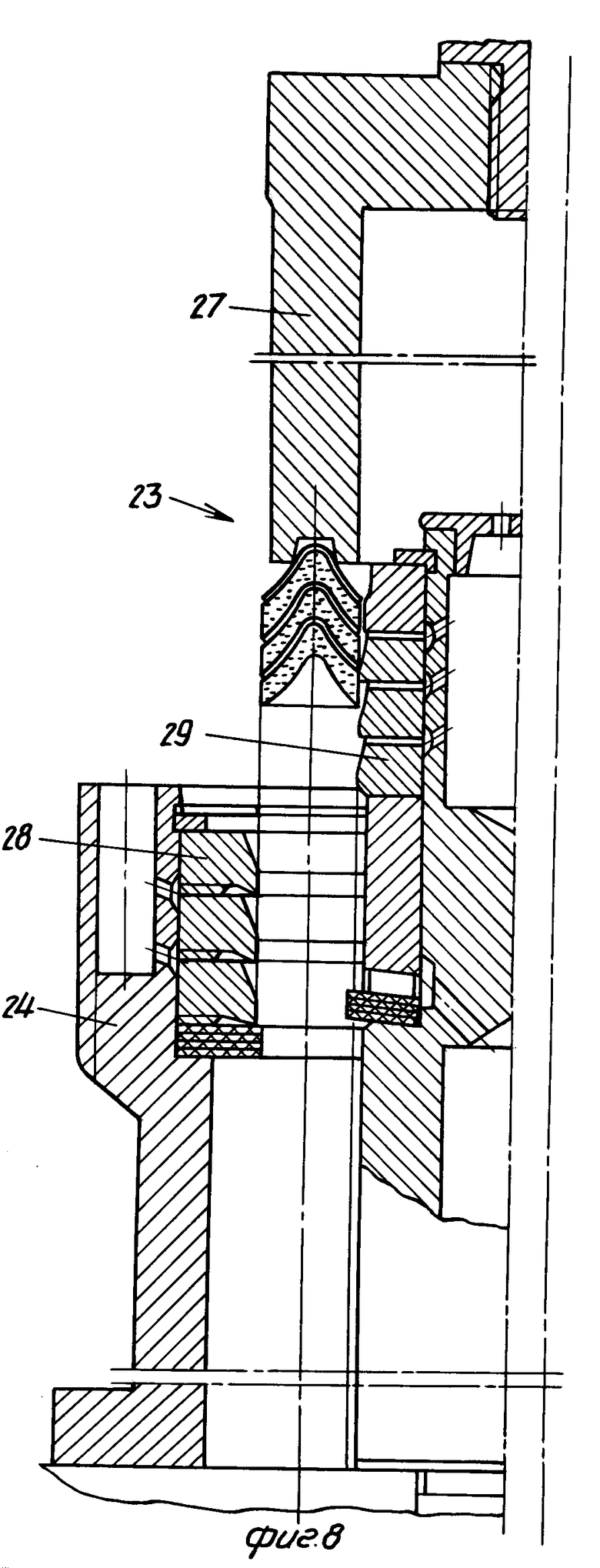
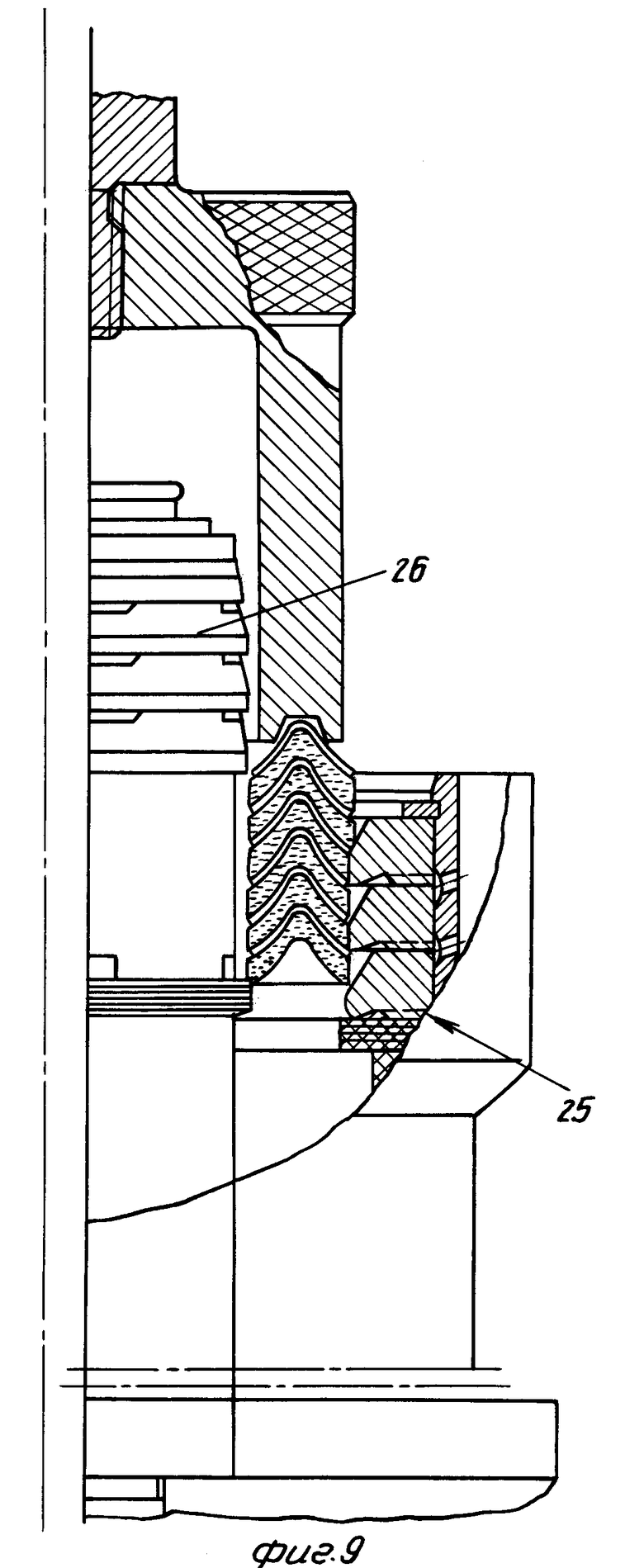
На фиг. 1 показаны кольца заготовки из металла и наполнителя; на фиг.2 кольца заготовки в гнезде штампа в исходном положении до формообразования; на фиг.3 формообразование комплекта уплотнителя из металла и наполнителя; на фиг.4 двухслойный уплотнительный элемент; на фиг.5 сборка двухслойных уплотнительных элементов в пакет; на фиг.6 обжим пакета; на фиг.7 пакет после обжима; на фиг.8 дорнование по внутреннему диаметру пакета; на фиг.9 дорнование по наружному диаметру пакета.
Согласно описываемому изобретению изготовление уплотнительной прокладки осуществляют в три этапа. На первом этапе производят изготовление отдельных колец из металла и наполнителя и их попарное совместное профилирование, в результате которого получают двухслойный уплотнительный элемент V-образного профиля (фиг.1-4). На втором этапе производят сборку нескольких двухслойных элементов в пакет и их обжим (фиг.5-7), на третьем этапе калибровку наружного и внутреннего диаметра всего пакета путем дорнования (фиг.8-9).
Кольца заготовки наполнителя 1 и кольца заготовки металла 2 вырубаются или вырезаются из листового материала. В качестве наполнителя используется паронит, алюминий, медь, мягкая сталь, графит, а металлическое каркасное кольцо изготавливают из тонколистовой коррозионно-стойкой стали 12Х18Н9Т. Штамп 3 содержит матрицу 4 и пуансон 5. Матрица имеет цилиндрический поясок 6, который центрирует кольца перед их формообразованием. Профиль формообразования ручья 7 в верхней части заканчивается двумя цилиндрическими поверхностями 8 и 9. Пуансон 5 имеет профильную часть 10 и две цилиндрические поверхности 11 и 12, сопрягаемые при формообразовании соответственно с цилиндрическими поверхностями 8 и 9 матрицы 4. Такое сопряжение пуансона и матрицы образует замкнутый объем, в котором происходит формообразование колец.
Для получения колец правильной формы при формообразовании необходимо обеспечить точную центровку пуансона относительно матрицы. С этой целью пуансон снабжен центрирующим стержнем 13 с заходным конусом 14, который производит при своем вертикальном движении ориентацию матрицы относительно пуансона. Выполнение от единой базы соответственно ручья матрицы и отверстия, контактирующего со стержнем 13, и профильной части 10 пуансона и стержня 13 позволяет добиться высокой точности их центровки. Для удаления колец из штампа матрица может быть выполнена из двух частей 15 и 16, одна из которых может перемещаться вверх относительно другой части.
Сборку профилированных уплотнительных 17 колец в пакет осуществляют в приспособлении 18, которое состоит из двух профилированных колец 19 и 20, связанных между собой пальцами 21. У кольца 19 профиль выполнен таким образом, что только радиус вершины профиля входит в контакт с собираемыми элементами по одной кольцевой линии. У кольца 20 поперечное сечение имеет форму близкую к призме и контакт с вершиной профиля уплотнительного элемента осуществляется по двум окружностям.
Такое конструктивное выполнение колец 19 и 20 обеспечивает сохранение профиля при обжатии, а кроме того, при склеивании уплотнительных элементов они соединяются между собой только своими вершинами, а лопасти уплотнительных элементов между собой не связаны, что способствует более качественному и надежному уплотнению. При осуществлении обжатия с помощью колец 19 и 20 отсутствует местная вытяжка металлического профиля, не образуются перемычки из металла, которые бы перекрывали наполнитель. Это также способствует повышению качества прокладки.
Калибровка обжатого пакета 22 осуществляется в приспособлении 23, изображенном на фиг.8 и 9. Приспособление 23 условно показано в виде основания 24, двух дорнов 25, 26 и толкателя 27. С помощью дорна 25 осуществляется калибровка наружного диаметра пакета 22. Для уменьшения требуемого усилия при дорновании дорн 25 выполнен в виде комплекта колец 28, причем калибрующий диаметр каждого последующего кольца (сверху-вниз) меньше предыдущего. Такое выполнение дорна в дополнении к указанному преимуществу повышает качество калибровки.
С помощью дорна 26 осуществляется калибровка внутреннего диаметра пакета 22. Дорн 26 также выполнен в виде комплекта колец 29, причем калибрующий диаметр каждого последующего кольца (сверху-вниз) больше предыдущего.
Технология изготовления прокладки для уплотнения цилиндрических поверхностей состоит из следующих операций:
изготовить заготовки колец наполнителя и металлических колец 2;
установить кольца-заготовки на центрирующий поясок 6 матрицы 4 в последовательности металл-наполнитель, предварительно на наполнитель нанести в нескольких точках клей. Осуществить попарное профилирование указанных заготовок для получения двухслойного уплотнительного элемента 17;
в приспособлении 18 осуществить сборку профилированных двухслойных элементов 17 в пакет, предварительно нанеся клей в области вершин двухслойных элементов, затем осуществить обжим пакета 22;
установить пакет 22 в приспособление 23 и осуществить раздельно-последовательную калибровку наружного и внутреннего его диаметра.
Реализация предложенного способа позволяет повысить качество изготавливаемых уплотнительных прокладок, а применение таких прокладок для уплотнения каналов реактора повышает надежность работы реактора, позволяет исключить парение на аппарате, улучшить радиационную обстановку.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНЕНИЕ | 1996 |
|
RU2103575C1 |
| Способ изготовления уплотнительной прокладки | 1979 |
|
SU832830A1 |
| УПЛОТНИТЕЛЬНАЯ КОЛЬЦЕВАЯ МАНЖЕТА | 1997 |
|
RU2127458C1 |
| КОЛЬЦЕВОЕ УПЛОТНЕНИЕ | 1997 |
|
RU2128866C1 |
| ЦИЛИНДРИЧЕСКОЕ МНОГОСЛОЙНОЕ УПЛОТНЕНИЕ | 1997 |
|
RU2125307C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ | 1993 |
|
RU2050023C1 |
| УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА ДЛЯ УПЛОТНЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2047798C1 |
| ЗАПОРНАЯ ПРОБКА ТЕХНОЛОГИЧЕСКОГО КАНАЛА ЯДЕРНОГО РЕАКТОРА | 1993 |
|
RU2050024C1 |
| СПОСОБ ПОДГОТОВКИ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА К ХРАНЕНИЮ | 1993 |
|
RU2082231C1 |
| СПОСОБ ЗАЩИТЫ ВВОДНЫХ ЭЛЕМЕНТОВ РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ | 1993 |
|
RU2083044C1 |
Использование: обработка металлов давлением. Сущность изобретения: способ включает изготовление отдельных колец из металла и наполнителя, их попарное профилирование, последующую сборку в пакет и его обжатие. Обжим собранного пакета осуществляют с сохранением угла профиля, полученного при профилировании. Затем осуществляют калибровку внутреннего и наружного диаметров всего пакета путем дорнования. 3 з.п. ф-лы, 9 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления уплотнительной прокладки | 1979 |
|
SU832830A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

