Изобретение относится к обработке металлов давлением, а именно к способам обрезки, и может быть использовано при изготовлении изделий, преимущественно стержневых, с криволинейной опорной поверхностью головки.
Известен способ обрезки граней головки болтов, включающий установку изделия в обрезную матрицу и последующую обрезку с отделением обрезаемого металла от изделия, периферийных участков головки пуансоном со стороны торцовой ее поверхности, с одновременным упором опорной поверхности головки на обрезную матрицу.
Недостатком известного способа является сложность формы обрезного инструмента, обеспечивающего контакт обрезной матрицы со всей опорной поверхностью головки изделия при обрезке изделий с криволинейной опорной поверхностью головки, а также одинаковую по периметру участков обрезки толщину отделяемого облоя.
Кроме того, известный способ требует значительных усилий, ввиду контакта всей опорной поверхности головки и обрезаемого облоя с обрезной матрицей и одновременного отделения облоя по всему периметру участков обрезки головки. Высокое усилие обрезки приводит к низкой стойкости обрезного инструмента.
Задачей изобретения является снижение усилий при обрезке, а также упрощение конструкции обрезной матрицы.
Сущность изобретения состоит в том, что в известном способе обрезки изделий, включающим установку изделия в обрезную матрицу и последующую обрезку с отделением обрезаемого металла от изделия, периферийных участков головки пуансоном со стороны торцовой ее поверхности с одновременным упором опорной поверхности головки на обрезную матрицу, обрезку головки производят с упором головки изделия на матрицу частью опорной поверхности головки изделия, при этом обрезку всех или отдельных периферийных участков производят без их опоры на обрезную матрицу.
Для обеспечения наиболее полного снижения усилия обрезки производят неодновременное отделение обрезаемого металла от изделия, а для еще большего упрощения обрезного инструмента и обеспечения качества изделий путем создания гарантированного контакта опорной поверхности головки и обрезной матрицы, обеспечивающего отсутствие отпечатков от матрицы на опорной поверхности головки, обрезку изделий производят с упором головки на матрицу частью опорной поверхности головки изделия, примыкающей к стержню.
Кроме того, при обрезке головок изделий с неравномерной толщиной периферийных участков, производят обрезку периферийных участков меньшей толщины без упора на обрезную матрицу, что помимо снижения усилия обрезки обеспечивает качественную без сколов поверхность среза, а отделение обрезаемого металла от изделия первоначально производят на периферийных участках меньшей толщины, что снижает усилие обрезки и не требует усложнения конструкции инструмента, обеспечивающего глубокое его внедрение в изделие на периферийных участках большей толщины.
Таким образом признаки, отличающие заявленное изобретение от прототипа, обеспечивают такой технический результат как исключение сложности формы обрезного инструмента, снижение усилия обрезки головок изделий и повышение качества поверхности среза, что достигается созданием наиболее оптимальной схемы и условий процесса обрезки изделий.
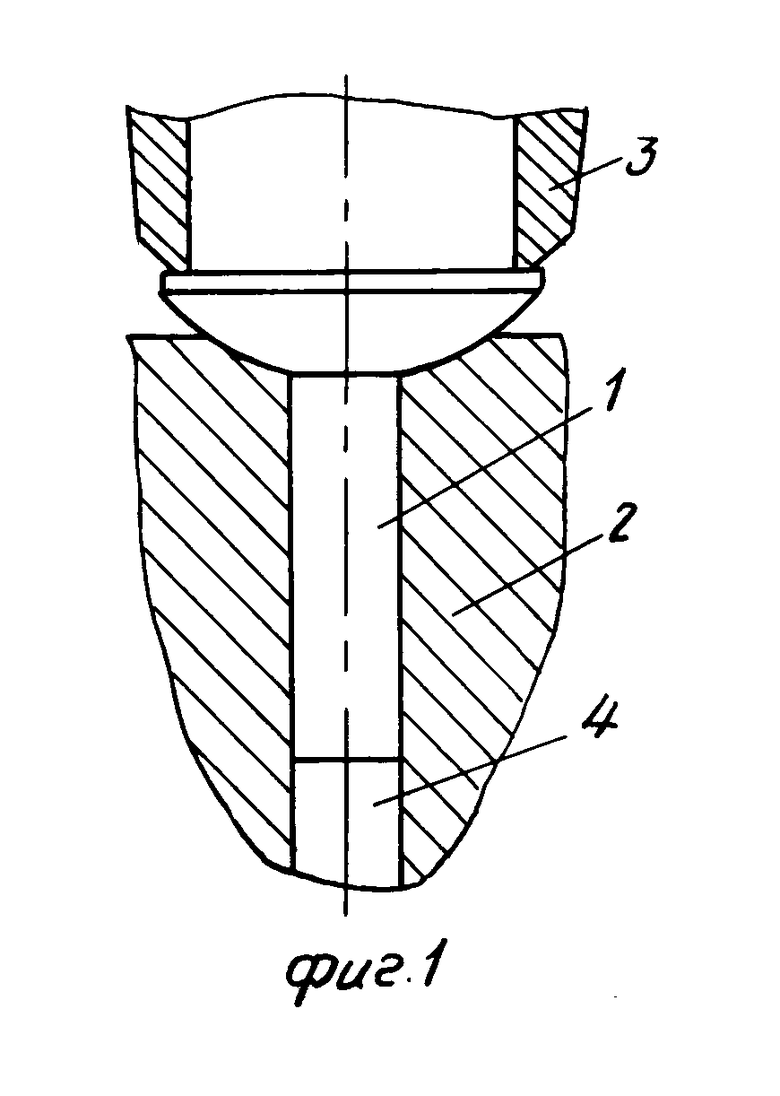
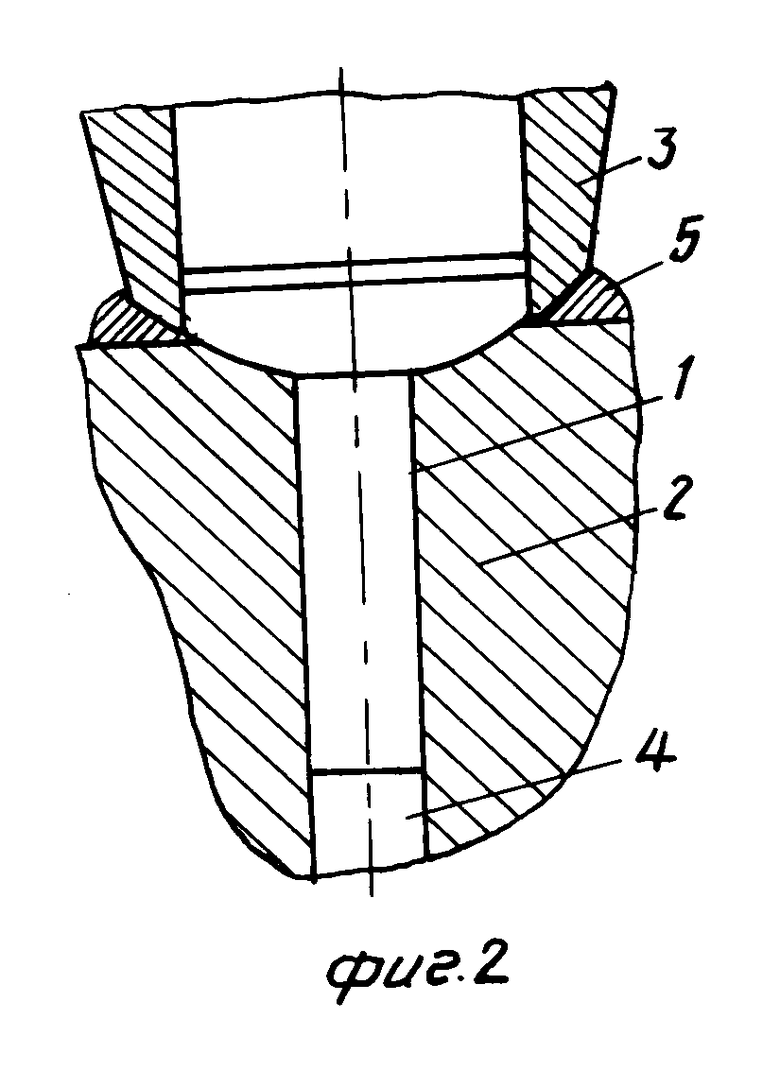
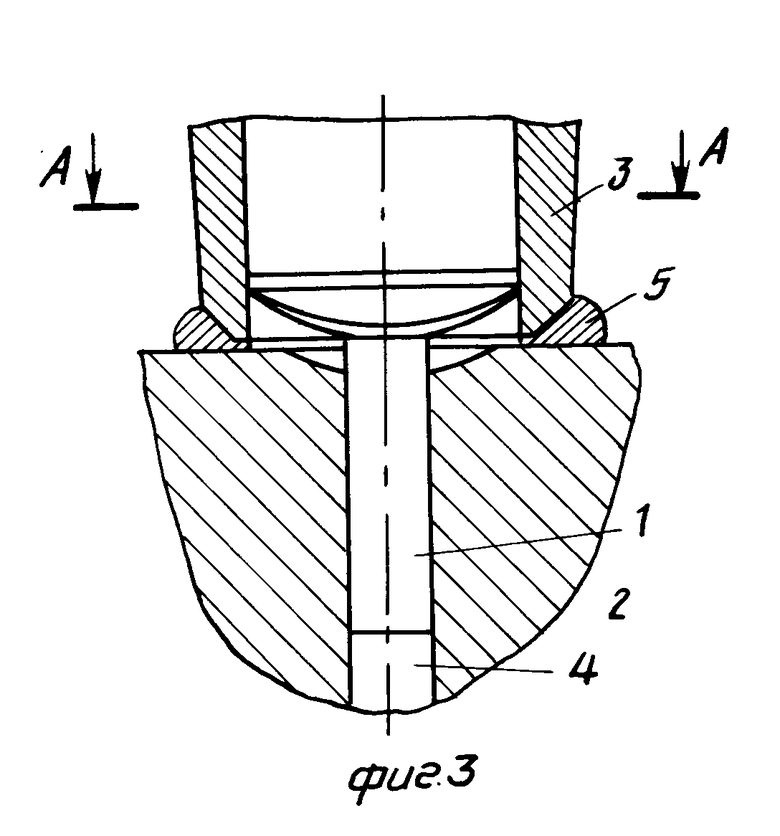
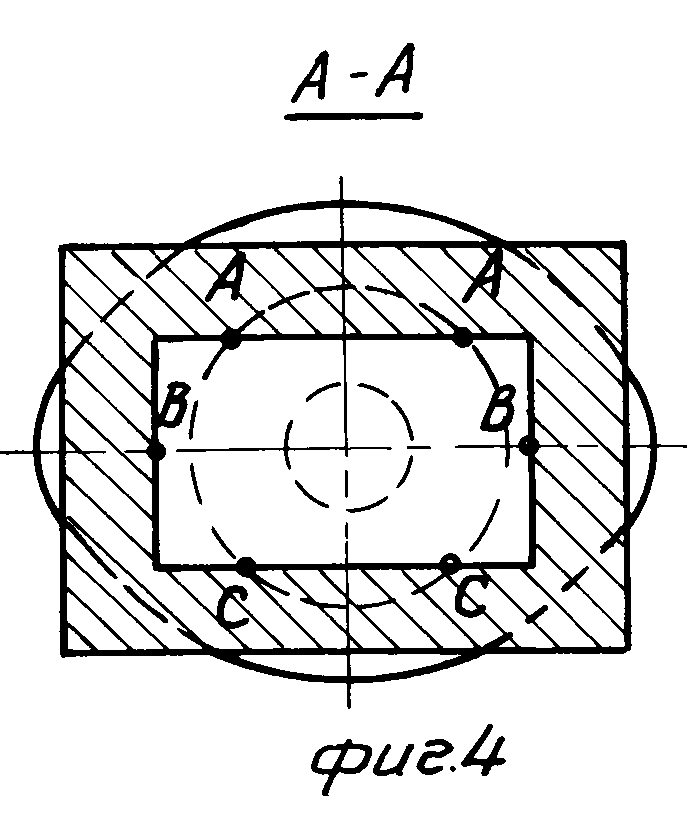
На фиг. 1 показана обрезаемая заготовка и инструмент в начальный момент обрезки; на фиг.2 то же, при обрезке в момент окончательного внедрения пуансона в заготовку; на фиг.3 то же в момент окончательного отделения обрезаемого металла; на фиг.4 сечение А-А на фиг.3.
Способ обрезки изделий, преимущественно с криволинейной опорной поверхностью (например, сферической), осуществляется следующим образом. Обрезаемая заготовка 1 устанавливается в канал матрицы 2. Затем пуансоном 3 производится обрезка периферийных участков головки со стороны ее торцовой поверхности, при этом головка опирается частью опорной криволинейной поверхностью, примыкающей к стержню, на матрицу. Обрезка периферийных участков А-В-С меньшей толщины осуществляется без их опоры на обрезную матрицу. Обрезной пуансон внедряют в заготовку до торцовой поверхности матрицы, сохраняя для обеспечения стойкости некоторый зазор между ними, при этом производят отделение обрезаемого металла от изделия первоначально на периферийных участках А-В-С. Отделение обрезаемого металла на участках большей толщины, включающих А-А и С-С, осуществляют проталкивая выталкивателем 4 обрезаемую заготовку 5 через пуансон 3.
П р и м е р. Производится обрезка заготовок клеммных болтов для рельсовых скреплений железнодорожного пути М22х75 из стали марки 10кп по ГОСТ 10702-78 со сферической опорной поверхностью головки радиусом 36 мм и плоской торцовой поверхностью. Размеры головки прямоугольной формы получаемой при обрезке 29,5х45,0 мм, высота головки 15,0 мм. Обрезка осуществляется внедрением в заготовку обрезного пуансона, при этом заготовка опирается на матрицу частью опорной поверхности головки, примыкающей к стержню. Максимальный диаметр опорной поверхности 35 мм. Обрезку периферийных участков на расстоянии большем 17,5 мм от оси симметрии заготовки производят без их опоры на обрезную матрицу, при этом отделение обрезаемого металла от изделия первоначально осуществляют на этих же участках меньшей толщины. Обрезной пуансон внедряют в заготовку на высоту, равную 11,5 мм, сохраняя зазор между пуансоном и матрицей 0,8 мм. Затем производят отделение обрезаемого металла от заготовки на участках большей толщины усилием выталкивателя, завершая процесс обрезки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРЕЗКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО СТЕРЖНЕВЫХ С КРИВОЛИНЕЙНОЙ ОПОРНОЙ ПОВЕРХНОСТЬЮ ГОЛОВКИ | 1993 |
|
RU2289490C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| СПОСОБ ОБРЕЗКИ ГОЛОВОК СТЕРЖНЕВЫХ ИЗДЕЛИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312731C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ С ДИАМЕТРОМ СТЕРЖНЯ, ПРИМЕРНО РАВНЫМ СРЕДНЕМУ ДИАМЕТРУ РЕЗЬБЫ | 2000 |
|
RU2158650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2158649C1 |
| МЕЛЮЩЕЕ ТЕЛО | 2005 |
|
RU2311960C2 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| Инструмент для изготовления изделий типа заготовок гаек | 1992 |
|
SU1811431A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2006 |
|
RU2303502C1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
Использование: способ обрезки изделий относится к обработке металлов давлением и может быть использован при изготовлении изделий, преимущественно стержневых с криволинейной опорной поверхностью головки. Сущность изобретения состоит в том, что в известном способе обрезки изделий, включающем установку изделия в обрезную матрицу и последующую обрезку с отделением обрезаемого металла от изделия, периферийных участков головки пуансоном со стороны торцовой ее поверхности с одновременным упором опорной поверхности головки на обрезную матрицу. Обрезку головки производят с упором головки изделия на матрицу частью опорной поверхности головки изделия, при этом обрезку всех или отдельных периферийных участков производят без их опоры на обрезную матрицу. Кроме того, производят неодновременное отделение обрезаемого металла от изделия, а также осуществляют обрезку с упором головки на матрицу частью опорной поверхности головки, примыкающей к стержню. При обрезке головок изделий с неравномерной толщиной периферийных участков производят обрезку периферийных участков меньшей толщины без упора на обрезную матрицу, а отделение обрезаемого металла от изделия первоначально производят на периферийных участках меньшей толщины. 4 з.п. ф-лы, 4 ил.
| Мокринский В.И | |||
| Производство болтов холодной объемной штамповкой | |||
| М.:Металлургия, 1976, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |

