Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления изделий типа заготовок болтов с диаметром стержня примерно равным среднему диаметру резьбы. Известен способ изготовления заготовок болтов с диаметром стержня, примерно равным среднему диаметру резьбы, заключающийся в отрезке исходной заготовки, предварительной и окончательной высадке головки /В. И.Мокринский. "Производство болтов холодной объемной штамповкой". Москва. "Металлургия", 1978 г./.
Однако известный способ имеет узкие технологические возможности, так как предполагает использование калиброванного металла диаметром, примерно равным среднему диаметру резьбы, и применяется для изготовления болтов с уменьшенной головкой ввиду использования только одного предварительного формообразования головки. Кроме того, процесс не позволяет получать болты повышенной прочности ввиду недостаточного деформирования стержня и влияния эффекта Баушингера.
Задачей изобретения является расширение технологических возможностей процесса и повышение прочностных свойств изделий.
Сущность изобретения состоит в том, что в известном способе изготовления изделий типа заготовок болтов с диаметром стержня, примерно равным среднему диаметру резьбы, включающим отрезку исходной заготовки, предварительное и окончательное формирование головки, исходную заготовку используют диаметром не более 0,89 номинального диаметра резьбы, предварительное формирование головки осуществляют за несколько операций, при этом степень деформации стержня при каждом предварительном и окончательном формообразовании головки принимают величиной, не превышающей 18%.
Кроме того, с целью возможности получения головок максимального диаметра и возможности использования металла минимального размера ввиду повышения устойчивости металла при штамповке, а также исключения подрезания волокон металла в зоне перехода "голова - стержень" и наиболее точного формирования диаметра стержня, ввиду более благоприятных условий течения металла, при предварительном формировании головки ее часть, примыкающую к стержню, формируют в форме усеченного конуса, обращенного меньшим основанием к стержню.
Существенные признаки, отличающие заявленное изобретение от ближайшего аналога, обеспечивают расширение технологических возможностей процесса ввиду создания необходимых условий для использования металла меньшего диаметра и возможности штамповки заготовок с большим диаметром головки, а также позволяют получать изделия повышенной прочности ввиду дополнительного упрочнения металла по причине наибольшего его деформирования.
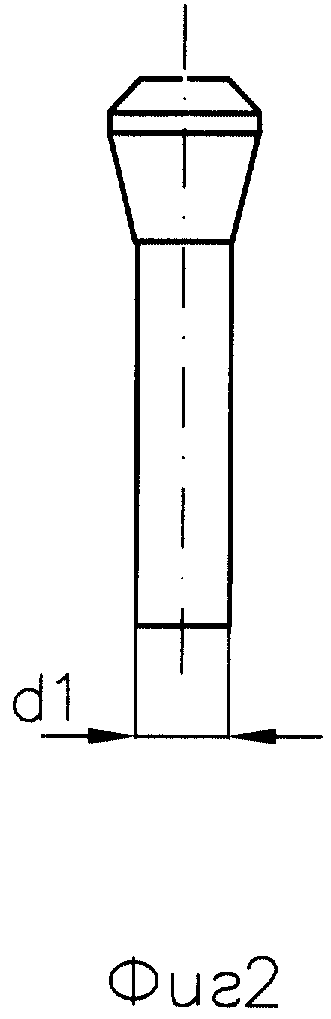
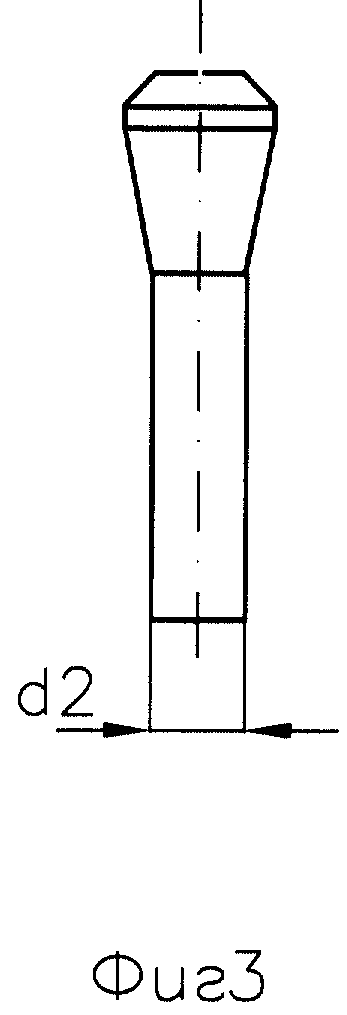
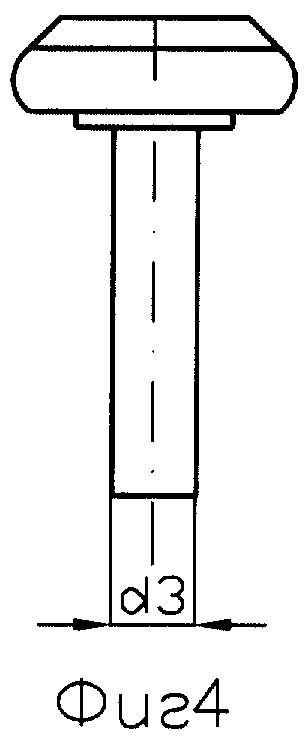
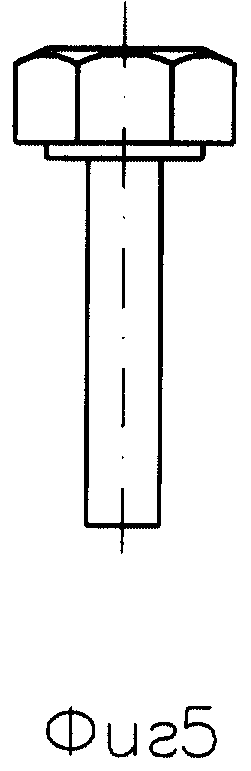
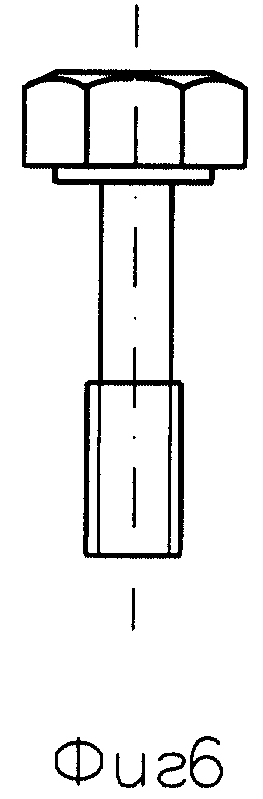
На фиг.1 представлена исходная цилиндрическая заготовка; на фиг.2 - деталь после I перехода; на фиг.3 - деталь после II перехода; на фиг.4 - деталь после III перехода; на фиг.5 - деталь после IV перехода; на фиг.6 - деталь после V перехода.
Способ изготовления изделий типа заготовок болтов с многогранной головкой осуществляется следующим образом. На I переходе производят из исходной заготовки первую предварительную высадку головки и осадку стержня. На II переходе - вторую предварительную высадку головки и осадку стержня, на III переходе - окончательную высадку головки и стержня. На IV переходе осуществляют обрезку головки с образованием многогранника, на V переходе производят образование резьбы на стержне накаткой. Для штамповки используют цилиндрическую заготовку диаметром не более 0,89 от номинального диаметра резьбы, а степень деформации стержня при каждом предварительном и окончательном формообразовании головки принимают величиной, не превышающей 18%. С целью более равномерного формирования и деформации стержня, исключения образования складок в месте перехода "голова-стержень", при II предварительной или окончательной штамповке головки, деформацию стержня при первой предварительной высадке головки выбирают максимальной величиной в пределах 18%, обеспечивающей получение формы и размеров стержня. Кроме того, с целью исключения подрезания волокон металла в месте перехода "голова-стержень" длину стержня на I переходе по сравнению со II и на II по сравнению с III рекомендуется принимать большей величиной, исключающей образование стержня при последующей осадке головки из металла усеченного конуса предварительной головки.
Значение диаметра исходной заготовки выбирают с учетом гарантированного обеспечения его величиной меньше среднего диаметра резьбы под накатку. Наименьшее значение диаметра исходной заготовки неограничено, так как зависит от целого ряда параметров, в том числе размера и формы головки изделия, количества операций штамповки, формы предварительных головок, марки стали и т. д. Максимальный уровень деформации стержня по переходам 18% определен практическим путем. Установлено, что при наличии зазора между матрицей и исходной заготовкой, соответствующему деформации, превышающей 18%, предел продольной устойчивости деформируемой заготовки при высадке головки снижается значительно ниже, чем рекомендуемое соотношение L0/d0≤2,3 (L0 - длина исходной заготовки под формирование головки, d0 - диаметр исходной заготовки). При этом происходит потеря продольной устойчивости заготовки при осадке головки, головка смещается в сторону, процесс подсадки стержня по длине становится нестабильным. Отклонения от соосности головки и стержня превышают допустимые значения.
Пример. Производится изготовление болтов М3О по ГОСТ 7805-70 с диаметром гладкой части стержня, примерно равным среднему диаметру резьбы из стали марки 10кп по ГОСТ 10702-78. Болты изготавливаются на четырехпозиционном автомате-комбайне КА-74. Диаметр исходной заготовки d0=24,2+0,20 мм. На I переходе производят предварительную высадку головки и осадку стержня до размера d1=26,0 мм. Степень деформации стержня 13,4%. На II переходе осуществляют вторую предварительную высадку головки и осадку стержня до размера d2=27,0 мм. Степень деформации стержня 7,3%. На III переходе производят окончательную высадку головки и стержня до размера d3=27,68-0,13. Степень деформации стержня 4,9%. На IV переходе производят обрезку головки на шестигранник с размером "под ключ" 46 мм. На V переходе осуществляют накатку резьбы М3О с шагом 3,5 мм.
Аналогичным образом с использованием предлагаемого изобретения могут изготавливаться болты по ГОСТ 11530-93 для рельсовых стыков железнодорожного пути.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2158649C1 |
| ДЮБЕЛЬ | 2001 |
|
RU2180058C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ | 2005 |
|
RU2356681C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТУПЕНЧАТОГО СТЕРЖНЯ С ГОЛОВКОЙ | 2005 |
|
RU2370335C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ | 2005 |
|
RU2368449C2 |
| СПОСОБ ПОСПЕЛОВА ВЫСАДКИ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ И МНОГОГРАННЫМ ПОДГОЛОВНИКОМ | 1991 |
|
RU2010663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2161082C1 |
| Способ изготовления заготовок болтов с многогранной головкой | 1990 |
|
SU1811954A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении изделий типа заготовок болтов с диаметром стержня, примерно равным среднему диаметру резьбы. Техническим результатом изобретения является расширение технологических возможностей процесса и повышение прочностных свойств изделий. Способ включает отрезку исходной заготовки, предварительное и окончательное формирование головки. Для изготовления изделий используют исходную заготовку диаметром не более 0,89 номинального диаметра резьбы. Предварительное формирование головки осуществляют за несколько операций, при этом степень деформации стержня при каждом предварительном и окончательном формировании головки принимают величиной, не превышающей 18%. 1 з.п. ф-лы, 6 ил.
| МОКРИНСКИЙ В.И | |||
| Производство болтов холодной объемной штамповкой | |||
| - М.: Металлургия, 1978, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Пресс с безмуфтовым включением ползуна | 1991 |
|
SU1811951A1 |
| Способ изготовления полуфабрикатов болтов | 1982 |
|
SU1090479A1 |
| Способ изготовления болтов | 1978 |
|
SU703214A1 |
| СПОСОБ ШТАМПОВКИ БОЛТОВ | 1993 |
|
RU2011462C1 |
| JP 55014176 A, 31.01.1980. | |||

