Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении клеммных болтов для рельсовых скреплений железнодорожных путей методом холодной штамповки на многопозиционных прессах-автоматах.
Известен способ безоблойной холодной штамповки клеммных болтов за четыре перехода (патент РФ №2073581 «Способ безоблойной высадки клеммных болтов для рельсовых скреплений железнодорожных путей»), который включает предварительную штамповку головки в виде усеченного конуса с двумя плоскостями и окончательную штамповку головки прямоугольного поперечного сечения со скругленными углами и сферической опорной поверхностью. При предварительной штамповке головку деформируют в пуансоне, формируя усеченный конус, ограниченный с двух сторон секущими плоскостями, причем большее основание конуса примыкает к стержню заготовки. На последующих трех переходах, постепенно увеличивая длину и ограничивая ширину, штампуют головку прямоугольного сечения со сферической опорной поверхностью.
Недостатком этого способа является низкая стойкость штампового инструмента в связи с возникновением значительных усилий при безоблойной штамповке головки, нестабильность процесса штамповки.
Из-за большой высоты штампуемого участка и отсутствия защемления заготовки в пуансоне на начальном этапе деформирования, на первом переходе наблюдается продольный изгиб заготовки, что в конечном итоге приводит к смещению головки относительно оси стержня и возникновению брака.
Кроме того, качество изделий сравнительно низкое из-за плохого оформления опорной поверхности и ребра четырехгранника.
Наиболее близким техническим решением является способ штамповки болтов, преимущественно болтов для рельсовых скреплений железнодорожного пути, включающий предварительную штамповку головки за два перехода с формированием головки в виде усеченного конуса, сопряженного меньшим основанием со стержневой частью, штамповку головки с криволинейной опорной поверхностью и участком в виде усеченного конуса с плоским торцом, обрезку головки с образованием двух параллельных граней, расстояние между которыми равно размеру «под ключ» (см. патент РФ №2011462 «Способ штамповки болтов», МПК5 В21K 1/46, опубликован 30.04.1994 года).
Недостатками известного технического решения являются повышенный расход металла и низкая стойкость обрезного инструмента в связи со значительным объемом срезаемых участков.
Изобретением решается задача по снижению расхода металла на изготовление клеммного болта и повышение стойкости инструмента при его штамповке.
Для достижения указанного технического результата в предлагаемом способе штамповки клеммных болтов за четыре перехода при предварительной штамповке головки болта на первом переходе на торце головки формируют цилиндрический участок, диаметр которого составляет 0,95...0,98 от размера головки «под ключ», а высота - 0,2...0,3 от высоты головки болта. Головку со сферической опорной поверхностью штампуют на втором переходе одновременно с формированием торцевого выступа с поперечным сечением в форме прямоугольника, ширина которого равна размеру головки «под ключ», а высота составляет 0,2...0,3 от высоты головки болта. Обрезку двух граней головки на размер «под ключ» осуществляют на четвертом переходе путем врезания обрезного инструмента в виде пуансона и матрицы со стороны торца головки и со стороны сферической опорной поверхности, при этом используют пуансон с отверстием, в котором располагают торцевой выступ головки, сформированный на втором переходе.
Изобретение поясняется чертежами, где
на фиг.1 - схема технологического процесса изготовления клеммного болта;
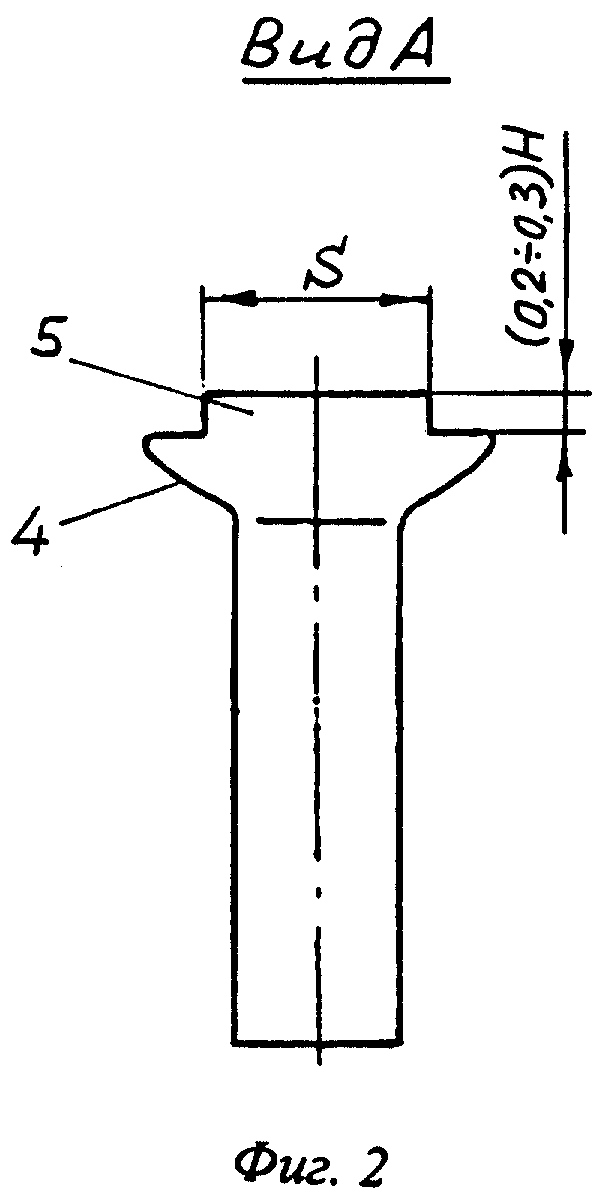
на фиг.2 - вид по стрелке А на заготовку после второго перехода штамповки;
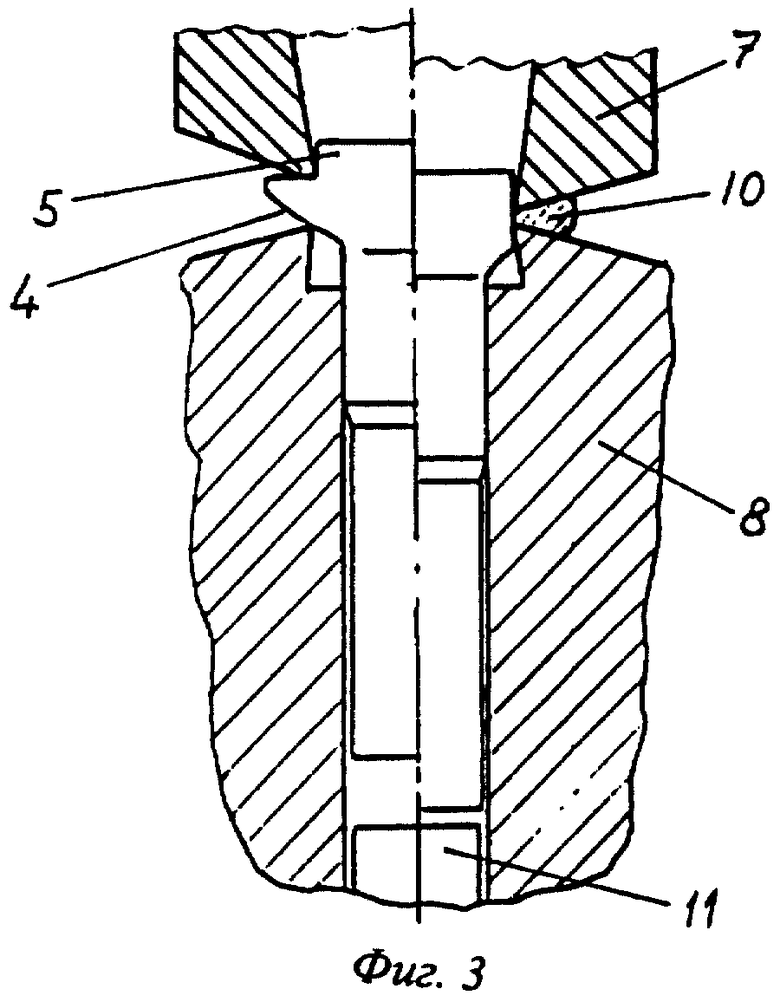
на фиг.3 - положение заготовки и обрезного инструмента четвертого перехода в начальный и конечный моменты врезания матрицы и пуансона в головку.
Способ осуществляется следующим образом. Отрезанная от бунтового металла заготовка 1 подается на первую позицию штамповки, где формуют головку в виде усеченного конуса 2 и цилиндрического участка 3, диаметр которого составляет 0,95...0,98 от размера S «под ключ», а высота 0,2...0,3 от высоты Н головки болта (фиг.1). На втором переходе штампуют головку со сферической опорной поверхностью 4 и торцевым выступом 5 с поперечным сечением в виде прямоугольника, у которого ширина равна размеру S «под ключ», а высота составляет 0,2...0,3 от высоты Н головки болта (фиг.2).
На третьем переходе осуществляют редуцирование участка 6 стержня под накатку резьбы. На четвертом переходе с помощью обрезного пуансона 7 и обрезной матрицы 8 осуществляют обрезку двух граней 9 головки на размер S «под ключ» (фиг.3). При этом торцевой выступ 5 головки, сформированный на втором переходе, располагают в отверстии пунсона 7, а врезание пуансона 7 и матрицы 8 в головку происходит с двух сторон: со стороны торца и со стороны сферической опорной поверхности 4. При этом срезаемый металл 10 зажимается между торцевыми поверхностями пуансона 7 и матрицы 8. Отделение срезаемого металла 10 от головки происходит при проталкивании изделия через отверстие в пуансоне 7 с помощью выталкивателя 11.
Для отработки рациональных режимов деформирования и поиска оптимального формоизменения заготовки по переходам проведена серия экспериментов и опытных штамповок. Эксперименты проводились на четырехпозиционном автомате-комбайне КА-74 (фирма «Malmedi», Германия). Отрабатывалась технология изготовления клеммных болтов М 22×75.
На основании проведенных экспериментов установлено, что при высоте цилиндрического участка, формируемого на первом переходе, менее 0,2 Н ухудшаются условия защемления торца заготовки в пуансоне, что приводит к продольному изгибу заготовки и смещению оси головки относительно оси стержня. При высоте цилиндрического участка более 0,3 Н при дальнейшей штамповке на втором переходе торце выступа образуются складки. При диаметре цилиндрического участка, формируемого на первом переходе, менее 0,95 размера S «под ключ» возрастают усилия, действующие на пуансон второго перехода, так как в этом случае приходится вытеснять больший объем металла из конического участка в выступ. При диаметре цилиндрического участка более 0,98 размера S «под ключ» усложняется настройка пуансона второго перехода. Рациональные размеры выступа на торце головки, формируемой на втором переходе, определены из следующих условий. При высоте выступа менее 0,2 H повышается расход металла, так как увеличивается объем обсечки. При высоте выступа более 0,3 Н уменьшается зазор между обрезными матрицей и пуансоном, что приводит к росту усилий на обрезной инструмент и снижению его стойкости. Кроме того, возникает вероятность удара пуансона по матрице.
Разработанное техническое решение испытывалось при изготовлении клеммных болтов для рельсовых скреплений железнодорожного пути М 22×75 на четырехпозиционном автомате-комбайне КА-74 (фирма «Malmedi», Германия) из стали 10 кп. Цилиндрическая заготовка диаметром 21,5 мм, отрезанная от бунтового калиброванного металла, подавалась на первый переход штамповки, где формировалась головка в виде усеченного конуса с торцевым цилиндрическим участком. Высота конуса 28 мм и диаметр большего основания 30 мм. У цилиндрического участка диаметр 27 мм, а высота 4 мм. На втором переходе штамповалась головка со сферической опорной поверхностью (радиус сферы 30 мм) и торцевым выступом с сечением в виде прямоугольника, ширина у которого равнялась 28 мм, а высота 4 мм. На третьем переходе редуцировался участок стержня под накатку резьбы на диаметр 20,29 мм.
На четвертом переходе осуществлялась двухсторонняя обрезка (со стороны торца и со стороны сферической опорной поверхности) двух параллельных граней головки, причем расстояние между гранями 28 мм. Процесс протекал стабильно. Качество болтов соответствовало требованиям нормативно-технической документации.
Использование разработанного способа изготовления клеммных болтов позволяет снизить расход металла на 4...6% на одно изделие и повысить стойкость инструмента в 1,3...1,4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2014 |
|
RU2561576C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| СПОСОБ ОБРЕЗКИ ГОЛОВОК СТЕРЖНЕВЫХ ИЗДЕЛИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312731C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2020 |
|
RU2755786C1 |
| СПОСОБ ШТАМПОВКИ ГОЛОВОК БОЛТОВ | 2001 |
|
RU2191089C1 |
| Способ изготовления стержневых изделий с шестигранной головкой | 2016 |
|
RU2635495C1 |
| СПОСОБ ОБРЕЗКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО СТЕРЖНЕВЫХ С КРИВОЛИНЕЙНОЙ ОПОРНОЙ ПОВЕРХНОСТЬЮ ГОЛОВКИ | 1993 |
|
RU2289490C2 |
| СПОСОБ ОБРЕЗКИ ИЗДЕЛИЙ | 1993 |
|
RU2041763C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении клеммных болтов для рельсовых скреплений железнодорожных путей методом холодной штамповки на многопозиционных прессах-автоматах. Болты получают за четыре перехода. На первом переходе производят предварительную штамповку головки болта в виде усеченного конуса и формирование на торце головки цилиндрического участка. Диаметр этого участка составляет 0,95...0,98 от размера головки «под ключ». Высота участка - 0,2...0,3 от высоты головки болта. На втором переходе штампуют головку со сферической опорной поверхностью и формируют торцевой выступ с поперечным сечением в форме прямоугольника. Ширина выступа равна размеру головки «под ключ», а высота составляет 0,2...0,3 от высоты головки болта. На третьем переходе редуцируют стержень болта под накатку резьбы. На четвертом переходе обрезают две грани головки на размер «под ключ». Обрезку осуществляют врезанием обрезного инструмента в виде пуансона и матрицы со стороны торца головки и со стороны сферической опорной поверхности. При этом используют пуансон с отверстием, в котором располагают торцевой выступ головки, сформированный на втором переходе. В результате обеспечивается снижение расхода металла и повышение стойкости инструмента. 3 ил.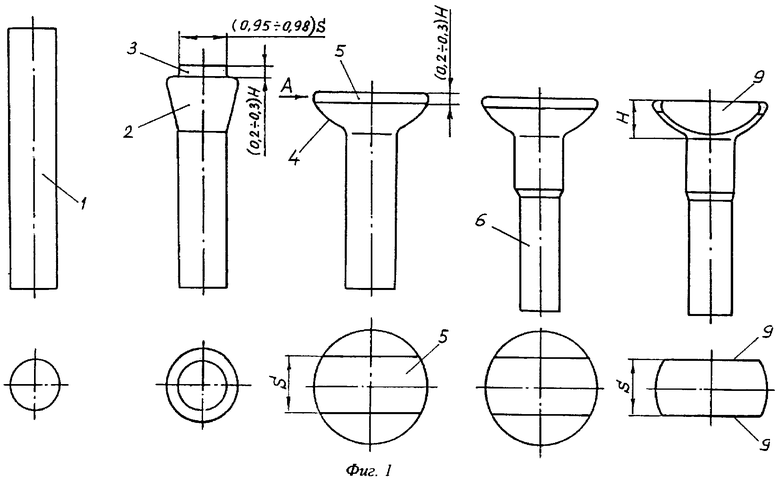
Способ изготовления клеммных болтов за четыре перехода, включающий предварительную штамповку головки болта в виде усеченного конуса на первом переходе, штамповку головки со сферической опорной поверхностью, редуцирование стержня болта под накатку резьбы и обрезку двух граней головки на размер "под ключ", отличающийся тем, что при предварительной штамповке на первом переходе на торце головки формируют цилиндрический участок, диаметр которого составляет 0,95...0,98 от размера головки "под ключ", а высота - 0,2...0,3 от высоты головки болта, головку со сферической опорной поверхностью штампуют на втором переходе одновременно с формированием торцевого выступа с поперечным сечением в форме прямоугольника, ширина которого равна размеру головки "под ключ", а высота составляет 0,2...0,3 от высоты головки болта, а обрезку двух граней головки на размер "под ключ" осуществляют на четвертом переходе путем врезания обрезного инструмента в виде пуансона и матрицы со стороны торца головки и со стороны сферической опорной поверхности, при этом используют пуансон с отверстием, в котором располагают торцевой выступ головки, сформированный на втором переходе.
| СПОСОБ ШТАМПОВКИ БОЛТОВ | 1993 |
|
RU2011462C1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1995 |
|
RU2073581C1 |
| СПОСОБ ОБРЕЗКИ ИЗДЕЛИЙ | 1993 |
|
RU2041763C1 |
| НЕПОДВИЖНАЯ МАТРИЦА ОБРЕЗНОГО АВТОМАТА | 0 |
|
SU274632A1 |
| DE 4118113 A1, 10.12.1992 | |||
| DE 3833355 A1, 13.04.1989. | |||

