Изобретение предназначено для непрерывного литья металлических труб из различных сплавов, может быть использовано для производства труб из чугуна, стали и цветных сплавов.
В настоящее время производство труб осуществляется преимущественно на трубопрокатных и трубосварочных станах, которое заключается в прокатке труб из сплошной заготовки или сварке свернутых листов. Трубопрокатное и трубосварочное производства включают в себя многочисленные промежуточные операции, поэтому являются трудоемкими и низкопроизводительными.
Производство труб методом литья заключается в заливке сплава в вертикальные и горизонтальные формы, которые на центробежных установках приводятся во вращательное движение с заданными скоростью и режимом. Необходимость вращательного движения в труболитейном производстве обусловливает сложность установок, снижающих их надежность, и высокие энергозатраты, снижающие эффективность тру- болитейного производства.
Прототипом предлагаемой установки для литья металлических труб является установка полунепрерывного литья стержневых отливок (Пляцкий В.М. Бесковшовая заливка и автоматическая дозировка в литейном производстве. М.: Машгиз, 1962, с. 37 и далее, с. 38, рис. 12).
Установка-прототип включает в себя водоохлаждаемый кристаллизатор, систему тянущих валков и вибромеханизм встряхивания слитка.
Так как кристаллизатор по прототипу в процессе литья заполняется по всему объему, то на установке по прототипу невозможно литье труб, а применение к прототипу известного центробежного литья значительно усложняет ее, приводя к известным недостаткам труболитейного производства центробежным способом.
Образовать трубчатую форму металла в кристаллизаторе возможно путем электромагнитного воздействия на индуцированные в нем токи, что проявляется, например, в электродинамических взаимодействиях обмоток трансформаторов.
Цель - повышение производительности непрерывного литья металлических труб.
В кристаллизаторе размещен диэлектрический стержень обтекаемой формы с размещенной внутри него цилиндрической обмоткой вдоль оси кристаллизатора, соединенной с источником переменного тока, а кристаллизатор размещен на магнитодинамическом вибромеханизме.
Так как при включении электропитания обмотки в стержне в металле вокруг стержня индуцируются токи, стремящиеся раздвинуть его, то они прижимают жидкий металл к стенкам формы в кристаллизаторе в течение времени затвердевания металла при охлаждении кристаллизатора, обеспечивая образование трубчатой формы металла, предотвращая необходимость вращательного движения.
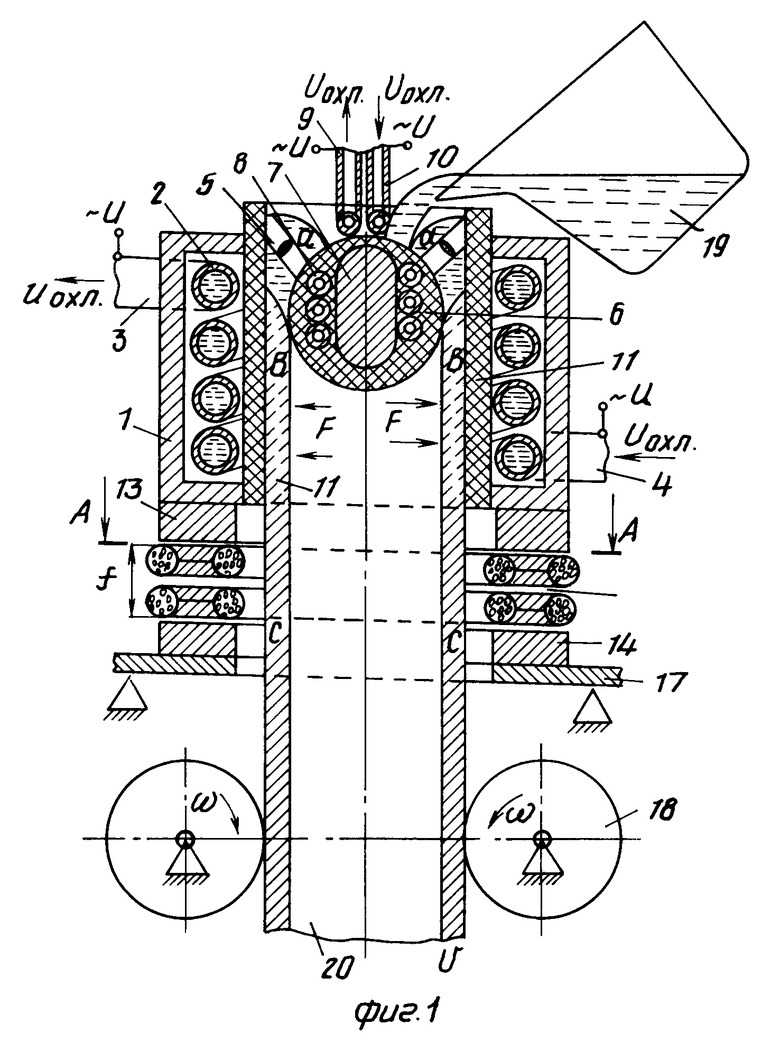
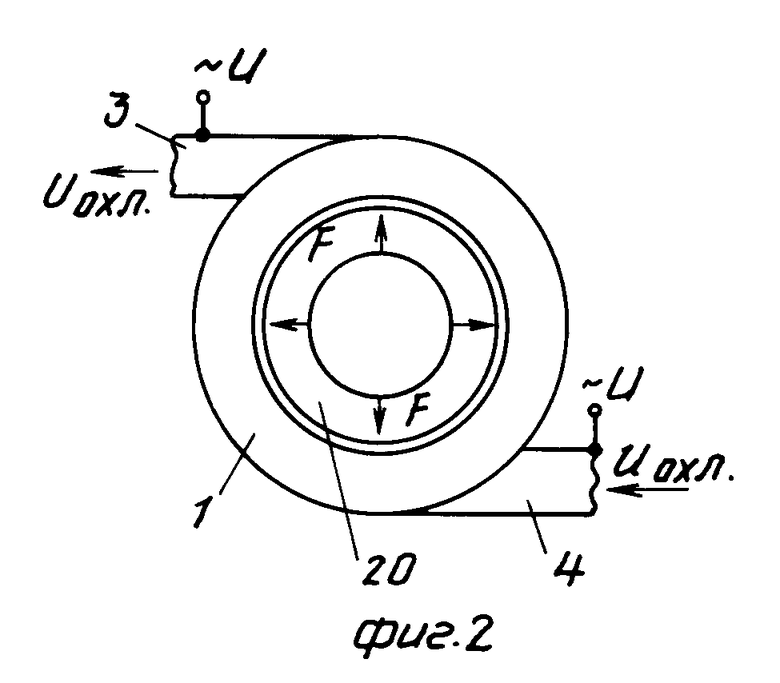
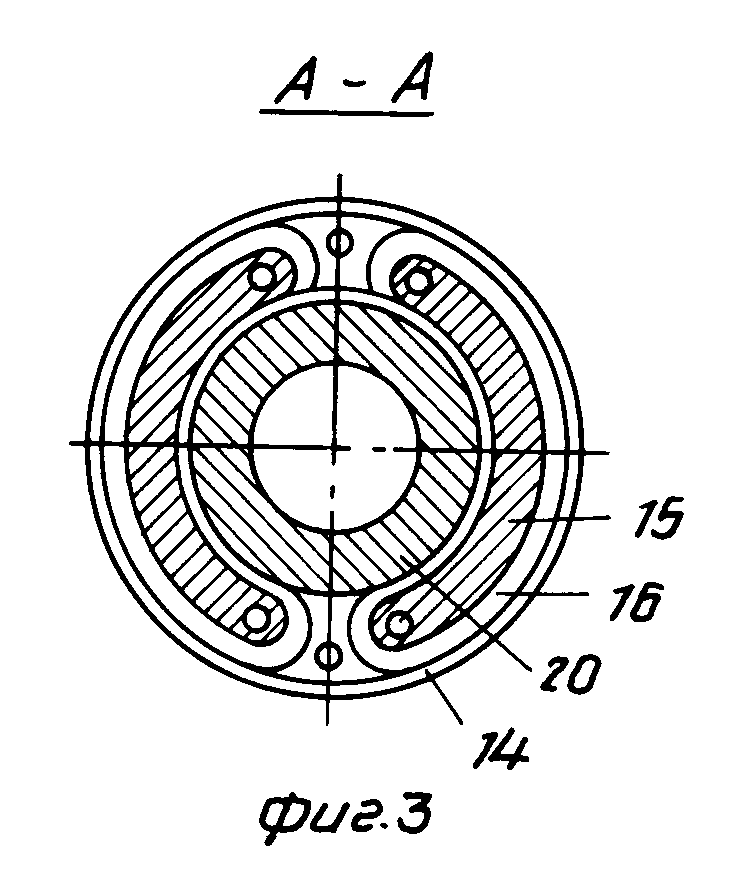
На фиг. 1 представлена схема установки для литья труб, продольный разрез; на фиг.2 - схема электромагнитного взаимодействия металла трубы с обмоткой переменного тока внутри стержня в кристаллизаторе; на фиг.3 - разрез А-А на фиг.1.
На чертежах условно буквами обозначены: vохл - направление потока хладагента кристаллизатора; v - направление вытягивания готовой трубы из кристаллизатора; ω - направление вращения тянущих валков; F - направления электромагнитного взаимодействия индуцированных токов в металле трубы и первичных токов в обмотке стержня; f - направления встряхивания кристаллизатора вибромеханизмом магнитодинамического типа.
Установка для литья металлических труб состоит из кристаллизатора 1 в виде двустенного цилиндрического корпуса, между стенок которого размещена цилиндрическая обмотка 2 из трубчатого электроизолированного провода, соединенная гидравлически с помощью насосов с рефрижератором (не показан) и электрически с помощью коммутационной аппаратуры с источником переменного тока (не показан). Выводы 3 и 4 трубчатого провода обмотки 2 снабжены штуцерами и электроклеммами (не показаны).
Внутри кристаллизатора 1 на кронштейнах 5 укреплен стержень 6 в виде обтекаемого (сферического, овального, эллиптического и др.) тела, внутри которого размещен ферромагнитный сердечник 7 с цилиндрической обмоткой 8 из трубчатого электроизолированного провода с выводами 9 и 10, соединенной с рефрижератором с помощью гидронасосов и электрически с помощью коммутационной аппаратуры с источником переменного тока.
Внутренняя стенка 11 кристаллизатора 1, обтекаемый стержень 6 и кронштейны 5 выполнены из термостойкого электроизолирующего материала, например керамики и т.п. Внешний диаметр стержня 6 и внутренний диаметр кристаллизатора по стенке 11 различаются на удвоенную величину толщины стенки отливаемых труб. Каждая установка имеет набор стержней 6 со сменными кронштейнами 5 по заданным типоразмерам труб, отливаемым с помощью установки.
Кристаллизатор 1 размещен на вибромеханизме магнитодинамического типа, состоящем из оконечных якорей 13 и 14, между которыми размещена система полукольцевых листовых сердечников 15 с обмотками 16 по периферии листовых сердечников 15. Обмотки 16 соединены между собой поочередно через один последовательно и подключены двумя системами: одна к источнику постоянного тока, другая к источнику переменного тока. Магнитодинамический вибромеханизм укреплен на основании 17, в котором выполнено отверстие для выхода труб, отливаемых в установке.
Внизу под основанием 17 размещены тянущие валки 18 с приводом (не показан), ножницы и погрузочные механизмы (не показаны).
Сверху над установкой обеспечен доступ для ковша 19 с жидким металлом или желоб для подачи жидкого металла в случае непрерывного литья труб.
Диаметры отверстий в магнитодинамическом вибромеханизме и основании 17 для выхода отлитых труб 20 выполнены с зазором между трубами 20 и обмоткой 16 вибромеханизма, величина которого выбирается из соображений термостойкости электроизоляции обмотки 16.
Установка для литья металлических труб работает следующим образом.
Перед началом литья труб снизу между валками 18 до стержня 6 вставляется отрезок трубы - затравка, которая служит поддоном для отливки заданной трубы. В отрезке - затравке сверху может быть выполнен выступ-зуб для соединения с отливкой.
После создания поддона включается электропитание переменным током на обмотки 2 и 8 в кристаллизаторе и стержне и включаются в работу насосы, создающие циркуляцию хладагента по трубчатым обмоткам 2 и 8 от рефрижератора.
После подготовки к работе в верхнюю часть кристаллизатора 1 из ковша 19 или желоба заливается жидкий металл, сплав заданного состава, который, обтекая стержень 6, достигает поддона и образует металлическое кольцо, являющееся вторичной обмоткой трансформатора, первичными обмотками которого являются обмотки 2 и 8 из трубчатого охлаждаемого хладагентом провода.
Так как обмотка 8 размещена в верхней части жидкого металлического кольца (на фиг. 1 область а), являясь внутренней обмоткой относительно вторичного тока по жидкометаллическому кольцу, то на него в данной области кристаллизатора действует раздающее усилие, прижимая жидкий металл к внутренней стенке 11 кристаллизатора.
Так как кристаллизатор 1 и стержень 6 охлаждаются хладагентом, то температура жидкого металла снижается до его затвердевания, образуя раскаленное пластическое металлическое кольцо вокруг стержня 6, что позволяет включить привод тянущих валков 18 и вибромеханизма.
Так как обмотка 2 создает в пластическом металлическом кольце (на фиг.1 область в) сжимающие усилия, то этим облегчается скольжение его по стенке 11 кристаллизатора 1 под действием вибромеханизма и тянущих валков 18.
Скорость извлечения трубы из-под валков 18 и уровень жидкого металла в верхней части кристаллизатора поддерживается в соответствии с заданными производительностью установки, режимом охлаждения кристаллизатора 1 и стержня 6, обеспечивая непрерывный процесс литья трубы, мерные отрезки которой после выхода за пределы области валков 18 (за пределы области с на фиг.1) отрезаются и укладываются для отгрузки.
Так как раздающие усилия на жидкометаллическое кольцо с помощью индуцированных токов обмоткой 8 регулируются в соответствии с заданной толщиной стенки трубы и соотношения диаметров кристаллизатора и стержня это позволяет осуществлять отливку труб из различных сплавов и различных типоразмеров на одной установке.
Так как сжимающие усилия в пластической части раскаленной трубы облегчают ее смещение относительно стенки кристаллизатора, то это предотвращает применение смазок, позволяя улучшить условия труда предотвращением испарений в помещении литья труб.
Так как работа вибромеханизма обеспечивается непосредственной передачей электромагнитных усилий между обмотками 16 при перемагничивании листов - сердечников 15, повышается эффективность установки, предотвращая потери энергии на преобразование движений в механизме встряхивания.
Эффективность предлагаемой установки для литья металлических труб определяется ее размерами, потребляемой мощностью и заданным режимом охлаждения обмоток 2 и 8. Так, например, установка с кристаллизатором, имеющим внутренний диаметр ≈16 мм с набором стержней позволяет при общей мощности обмоток 2 и 8 ≈1 кВт получать латунные трубки типоразмерами от 0,5х16х6000 до 4,0х16х6000 с производительностью порядка 3 км/ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИТОДИНАМИЧЕСКОЕ СВАРОЧНОЕ УСТРОЙСТВО | 1989 |
|
RU2041779C1 |
| УСТРОЙСТВО ДЛЯ ВЫПЛАВКИ АЛЮМИНИЯ | 2000 |
|
RU2197550C2 |
| МАГНИТОДИНАМИЧЕСКИЙ АППАРАТ ДЛЯ ПРОИЗВОДСТВА ГИДРОКСИДА НАТРИЯ ЭЛЕКТРОХИМИЧЕСКИМ СПОСОБОМ НА ПЕРЕМЕННОМ ТОКЕ | 1998 |
|
RU2147555C1 |
| МАГНИТОДИНАМИЧЕСКОЕ АКУСТИЧЕСКОЕ УСТРОЙСТВО | 1992 |
|
RU2027319C1 |
| ВОЛНОВОЙ МАГНИТОДИНАМИЧЕСКИЙ НАСОС | 1990 |
|
RU2027071C1 |
| МАГНИТОДИНАМИЧЕСКИЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1989 |
|
RU2027280C1 |
| МАГНИТОДИНАМИЧЕСКИЙ ИЗМЕРИТЕЛЬНЫЙ МЕХАНИЗМ | 1992 |
|
RU2028003C1 |
| ВОЛНОВОЙ ДВИЖИТЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА | 1990 |
|
RU2026797C1 |
| Ножницы для разделения материала | 1986 |
|
SU1424998A1 |
| ДОЖДЕВАЛЬНАЯ УСТАНОВКА | 1993 |
|
RU2063122C1 |
Установка для литья металлических труб состоит из кристаллизатора с системой охлаждения, внутри которого размещен обтекаемый стержень, кристаллизатор размещен на вибромеханизме магнитодинамического типа. Внутри стержня и между стенками кристаллизатора размещены цилиндрические катушки из трубчатого провода, соединенные с источником переменного тока. Установка размещена на основании, под которым выполнена система тянущих валков. 3 ил.
УСТАНОВКА ДЛЯ ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ, содержащая охлаждаемый кристаллизатор с установленным в нем дорном, систему тянущих валков и вибромеханизм встряхивания, при этом кристаллизатор размещен на вибромеханизме встряхивания, отличающаяся тем, что, с целью повышения производительности непрерывного литья металлических труб, дорн выполнен в виде диэлектрического стержня обтекаемой формы, обмотка которого размещена внутри него вдоль оси кристаллизатора и соединена с источником переменного тока, а вибромеханизм встряхивания выполнен магнитодинамическим.
| Способ непрерывного литья полых мерных заготовок и устройство для его осуществления | 1988 |
|
SU1533824A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
