Изобретение относится к медицине, в частности к стоматологии, и может быть использовано для литья изделий по выплавляемым моделям методом электрошлакового переплава.
Изобретение может быть использовано для отливки точных деталей стоматологических протезов сложной конфигурации из нержавеющих сталей, а также ювелирных и художественных изделий.
Известно устройство Зольбрига-Платшека для литья под давлением (Каширин В. Н. Зуботехническое материаловедение. М. Медицина, 1973, с.128, рис.54а), содержащее подставку с закрепленным шарнирно рычагом, в средней части рычага установлена крышка с заложенным в нее разрыхленным слоем асбеста, смоченного водой, и служащим автоматическим парообразователем, а также гнездо, в котором установлена кювета с формами деталей.
Недостатком устройства Зольбрига-Платшека является использование в качестве автоматического парообразователя слоя разрыхленного асбеста, смоченного водой, так как асбест относится к экологически вредным материалам, и эксплуатация устройства небезопасна для здоровья.
Кроме того, разрыхленный слой асбеста механически непрочен и при парообразовании, а также от усилия рычага при герметизации кюветы разрушается, что требует вновь тщательной его укладки в крышке перед каждой плавкой. Эксплуатационные характеристики этого устройства не отвечают современным требованиям.
Известно устройство для литья зубных протезов (авт.св. СССР N 1237200, кл. A 61 C 13/20, 1984), содержащее кювету с ванной и формами, крышку для герметизации ванны, связанный с крышкой стержень с рычагом, цилиндр, полость которого соединена с полостью кюветы посредством трубопровода, а шток цилиндра взаимодействует с рычагом.
Недостатками устройства являются следующие:
ограниченный ход стержня с крышкой относительно кюветы, что создает неудобства при установке и центровке кюветы и при вводе электродов в ванну для плавки;
требуется источник высокого давления для перемещения поршня цилиндра при создании давления в ванне кюветы;
низкая надежность и сложность устройства (цилиндра), создающего давление для заливки металла в формы.
Эти недостатки снижают эксплуатационные характеристики устройства.
Наиболее близким к предлагаемому по технической сущности является устройство для отливки зубных протезов под давлением, содержащее кювету с ванной и литейными формами, крышку с автоматическим парообразователем, выполненным в виде заложенного в углубление крышки слоя разрыхленного асбеста, смоченного водой.
Данное устройство обладает следующими недостатками:
парообразователь, выполненный в виде слоя разрыхленного асбеста, является экологически небезопасным для здоровья обслуживающего персонала и окружающей среды;
разрыхленный слой асбеста механически не прочен и при парообразовании, а также от нагрузок при герметизации кюветы разрушается и сминается;
при герметизации от сминания асбеста по торцу кюветы смоченный слой над ванной имеет возможность касаться поверхности шлака, что приводит к взрывообразному процессу парообразования;
жесткое закрепление крышки на рычаге затрудняет герметизацию ванны из-за перекосов крышки относительно торца кюветы.
Перечисленные недостатки снижают эксплуатационные характеристики устройства.
Предлагаемое изобретение решает задачу улучшения эксплуатационных характеристик устройства для литья мелких деталей под давлением за счет усовершенствования автоматического парообразователя и уплотнительного элемента и изменения конструкции крепления крышки на рычаге.
Это достигается благодаря тому, что устройство для литья мелких деталей под давлением содержит кювету с ванной и литейными формами, крышку с автоматическим парообразователем и уплотнительным элементом, установленную на рычаге привода, причем автоматический парообразователь выполнен в виде n-го количества дисков из жаростойкой металлической сетки, которые закреплены в углублении дна крышки и расположены глубже плоскости уплотнительного элемента, а крышка закреплена на рычаге привода при помощи подпружиненной сферической опоры.
Выполнение автоматического парообразователя в виде n-го количества дисков из жаростойкой металлической сетки позволяет исключить применение разрыхленного асбеста.
Закрепление автоматического парообразователя в углублении дна крышки глубже плоскости уплотнительного элемента устраняет вероятность взрывообразного процесса парообразования при герметизации ванны и исключении контакта парообразователя с расплавленным металлом.
Закрепление крышки на рычаге привода при помощи подпружиненной сферической опоры обеспечивает самоустановку уплотнительного элемента крышки по торцу кюветы и позволяет погасить силу удара при закрывании крышки.
Перечисленные новые признаки позволяют повысить надежность, экологическую безопасность и упростить техническое обслуживание установки, что значительно повышает эксплуатационные характеристики установки.
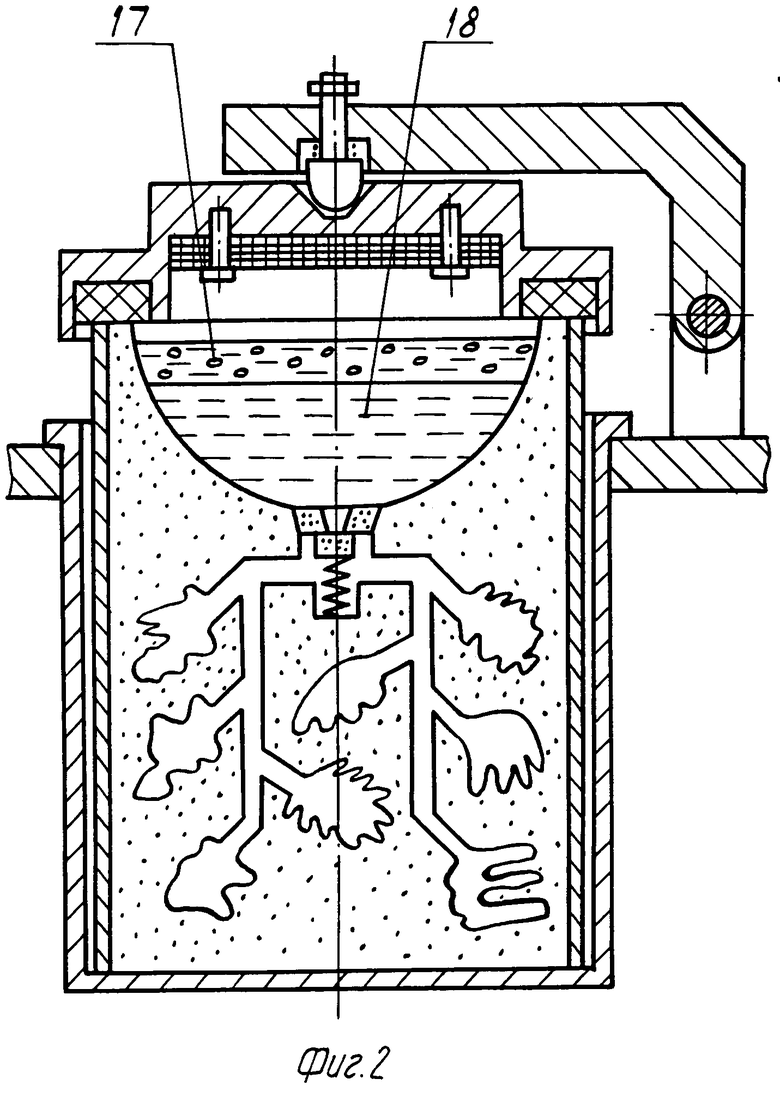
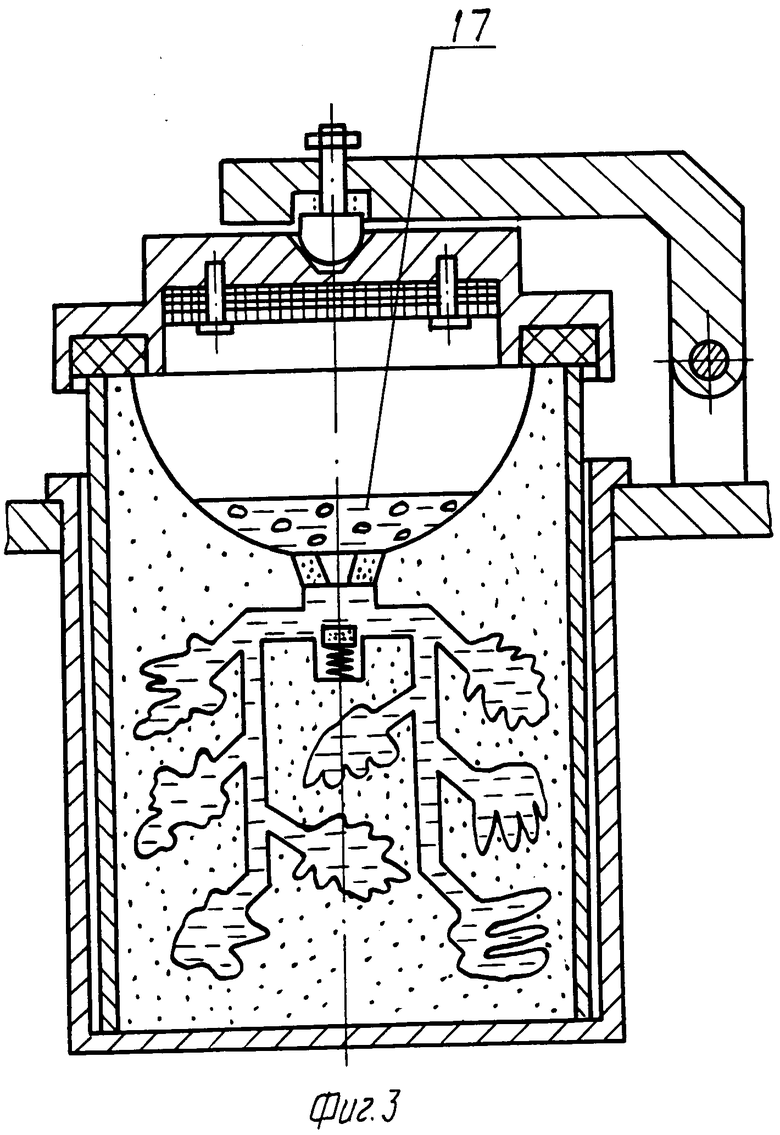
На фиг.1 показано устройство перед плавкой с загруженным в ванну шлаком; на фиг. 2 устройство с заполненной жидким металлом и шлаком ванной в момент закрытия крышки; на фиг.3 устройство после срабатывания паробразователя и заливки жидкого металла в формы.
Устройство для литья мелких деталей под давлением содержит кювету 1 с ванной 2, летниковой системой 3 и литейными формами 4. На дне ванны установлен запорный клапан 5. Кювета 1 заформована в металлическом стакане 6 и установлена в корпусе 7, закрепленного на плите 8. На этой же плите закреплена стойка 9 с валиком 10, на котором закреплен рычаг 11 с сферической опорой 12, которая взаимодействует с конусным гнездом крышки 13. На дне крышки 13 в проточке закреплен автоматический парообразователь 14, выполненный из 5-10 (в зависимости от требуемого давления в ванне) дисков из жаpостойкой металлической сетки.
Концентрично парообразователю 14 в кольцевой канавке установлен уплотнительный элемент 15, служащий для герметизации ванны 2 при закрытии ее крышкой 13. Валик 10 приводится во вращательное движение от электропривода (не показан).
Устройство для литья мелких деталей под давлением работает следующим образом.
Заполняют водой поры парообразователя 14, для чего проводят по поверхности дисков салфеткой, смоченной водой. Подготовленную для плавки кювету 1 со стаканом 6 устанавливают в корпус 7. На дно ванны 2 насыпают синтетический шлак 16 в виде гранул. На поверхности синтетического шлака укладывают токопроводную затравку в виде увлажненных 2-3 таблеток щелочи (фиг.1). С помощью термических зажигательных смесей получают из синтетического шлака некоторое количество токопроводного материала. Расходуемыми электродами касаются щелочи и начинается процесс электрошлакового переплава. Сначала плавится щелочь, а затем синтетический шлак. После получения жидкого шлака 17 начинают плавиться расходуемые электроды (на чертеже не показаны) и жидкий металл 18 скапливается внизу ванны над клапаном 5 под слоем жидкого шлака 17. После расплавления необходимого количества металла 18 расходуемые электроды выводятся из ванны, включают привод и закрывают ванну 2 крышкой 13. Уплотнительный элемент 15 герметизирует полость ванны, а вода, находящаяся в порах сеток парообразователя 14, под действием температуры расплавленного шлака и металла испаряется и образовавшийся пар создает избыточное высокое давление над поверхностью расплавленного шлака. Жидкий металл, находящийся под давлением, открывает клапан 5 и через летниковую систему 3 заполняет формы 4.
Воздух, находящийся в летниковой системе и литейных формах, вытесняется в микропоры кюветы 1. Кювету с отлитыми деталями охлаждают при закрытой крышке 13 в течение 1-2 мин для обеспечения процесса схватывания металла в формах 4. После этого с помощью привода крышка 13 отводится в исходное положение. За стакан 6 кювета 1 извлекается из корпуса 7. Кювету охлаждают до безопасной температуры, после чего разрушают литейные формы и извлекают отлитые детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отливки зубных протезов под давлением | 1989 |
|
SU1662545A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЗУБНЫХ ПРОТЕЗОВ | 1996 |
|
RU2098045C1 |
| ЭКТОПРОТЕЗ НОСА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭКТОПРОТЕЗА НОСА | 2007 |
|
RU2339344C1 |
| Вакуумируемая машина для центробежного литья | 1981 |
|
SU975194A1 |
| Способ изготовления базиса съемного зубного протеза | 1989 |
|
SU1666097A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| Электрододержатель для ручной дуговой сварки | 1989 |
|
SU1632687A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1061924A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
Использование: в медицине, в частности в стоматологии, и может быть использовано для литья изделий по выплавляемым моделям. Сущность изобретения: устройство содержит кювету 1 с ванной 2 и литейными формами 4, крышку 13 с автоматическим парообразователем 14 и уплотнительным элементом 15. Крышка закреплена на рычаге 11 при помощи подпружиненной сферической опоры 12. Рычаг закреплен на валике 10, который связан с приводом. Автоматический парообразователь 14 выполнен в виде n-го количества дисков из жаростойкой металлической сетки, которые закреплены в углублении дна крышки и расположены глубже плоскости уплотнительного элемента 15. 3 ил.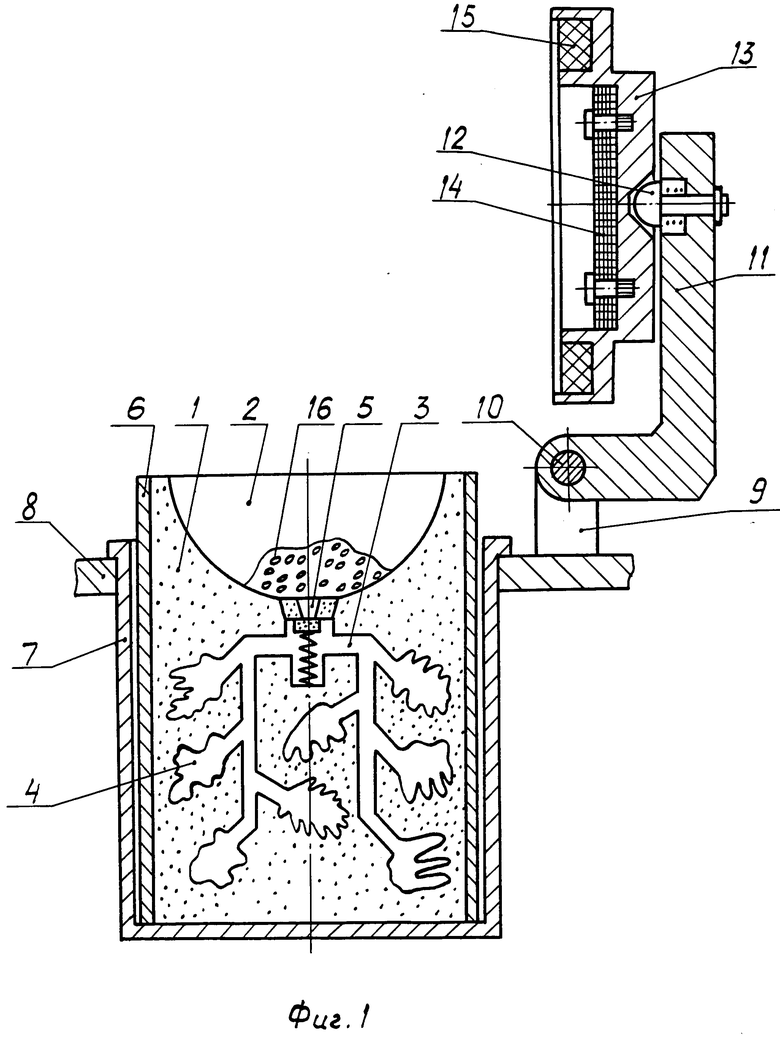
УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЗУБНЫХ ПРОТЕЗОВ, содержащее кювету с ванной, летниковой системой и литейными формами, крышку с автоматическим парообразователем и уплотнительным элементом, закрепленную на рычаге привода, отличающееся тем, что автоматический парообразователь выполнен в виде n го количества дисков из жаростойкой металлической сетки, закрепленных в углублении дна крышки и расположенных глубже полости уплотнительного элемента, взаимодействующего с торцом кюветы, а крышка закреплена на рычаге привода при помощи подпружиненной сферической опоры.
| Устройство для отливки зубных протезов под давлением | 1989 |
|
SU1662545A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
