Изобретение относится к области медицины, в частности, к стоматологии и может быть использовано для литья зубных протезов из нержавеющей стали и сплавов на основе кобальто-хромовых (например, КХС).
Известно аналогичное устройство (авт. свид. СССР N 355870 от 18.97.72, Гроссман В.А. и др. Способ электрошлакового переплава), используемое в практике зубопротезирования, состоящее из цельной кюветы (опоки), в которой размещается литейная форма, полученная по выплавляемым моделям, и литниковая чаша, которая одновременно является плавильным пространством, где накапливается порция жидкого металла путем расплавления расходуемых электродов электрошлаковым переплавом с последующей заливкой металла в полость литейной формы под давлением, создающимся в пространстве меду зеркалом шлакового расплава и крышкой путем испарения влаги парообразователя, заблаговременно установленного в крышку.
Согласно технологическим требованиям плавка расходуемых электродов ведется под основным флюсом (например, под флюсом АНФ-1, практически полностью состоящего из флюорита CaF2), а форма, включая литниковую чашу, изготовляется из широко используемых в литье по выплавляемым моделям кремнеземных материалов (SiO2): маршалит, кварцевый песок и этилсиликатная связка.
Сочетание основного флюса (шлакового расплава) и кислой футировки плавильного пространства (литниковой чаши) определяет существенный недостаток устройства-прототипа: во время плавки шлаковый расплав, взаимодействуя с кислой футеровкой, разрушает ее и обогащается кремнеземом (SiO2), который в зоне плавления расходуемых электродов активно взаимодействует с марганцем этих электродов, при этом марганец окисляется, переходя в шлаковый расплав, где в виде закиси MnO хорошо удерживается кремнеземом SiO2, а кремний восстанавливается и переходит в жидкий сплав. В итоге, например, при переплаве расходуемых электродов из сплава КХС по сравнению с их исходным составом в наплавляемом сплаве (и, следовательно, в отливках) содержание марганца снижается менее чем, до 0,17 0,16% а содержание кремния повышается до 1,0% и более. Таким образом, химический состав сплава в отливках перестает отвечать техническим требованиям на сплав КХС и это негативно сказывается на качестве зубных протезов.
Цель изобретения повышение качества зубных протезов, их прочности за сет стабилизации их химического состава.
Цель достигается благодаря тому, что форма (кювета) делится на две части: верхнюю литниковую чашу (плавильное пространство), изготовленную из основного керамического материала (например, магнезита или электрокорунда), и нижнюю, в объеме которой располагается литейная форма, полученная по выплавляемым моделям из кремнеземистых материалов. Если запирающий клапан в устройстве-прототипе располагается в литниковой чаше, то в предлагаемом устройстве он расположен в нижней части кюветы (в форме).
На чертеже дан вид устройства сбоку.
Устройство для литья под давлением зубных протезов содержит кювету, которая состоит из нижней части 1, в которой размещена литниковая система 2 с литейными формами 3 и верхней части 4, в которой расположена литниковая чаша 5, покрытая основным керамическим материалом (например, магнезитом или электрокорундом). Литниковая система 2 перекрывается запирающим клапаном 6, который приводится в действие за счет давления пара парообразователя 7, расположенным в крышке 8.
Устройство работает следующим образом.
На "восковые" модели наносят два-три слоя керамической массы (суспензия: маршалит + гидролизованный этилсиликат, и присыпка: кварцевый песок) с их последовательной сушкой. Затем этот блок устанавливают в нижнюю часть 1 кюветы и засыпают кварцевым песком; чтобы песок из кюветы не высыпался, формируют верхнюю и нижнюю пробки путем пропитки песка раствором жидкого стекла с их соответствующей подсушкой. Затем эту часть 1 кюветы с формой помещают в прокалочную печь для выплавления "восковых" моделей и прокалки формы (прокалку ведут при температуре 900 1100oC в течение 2 3 ч).
Параллельно верхнюю часть 4 кюветы набивают огнеупорной массой (рекомендуется из магнезита), при этом по соответствующей металлической модели формируют литниковую чашу 5 (плавильное пространство). После набивки модель извлекают и верхнюю часть 4 кюветы ставят в прокалочную печь на прокалку по тому же режиму, что и назначенному для формы (нижней части кюветы). Для благоприятного запуска плавки и ее устойчивого хода рекомендуется использовать разогретый до температуры прокалки литниковой чаши флюс, который можно засыпать в чашу до ее прокалки или прокаливать ее с соответствующей порцией флюса. Для того, чтобы флюс не высыпался через нижнее отверстие литниковой чаши, это отверстие перед прокалкой следует закрыть легкоплавкой пробкой, температура плавления которой должна быть несколько выше температуры прокалки, но заметно ниже температуры шлакового расплава и наплавляемого металла во время плавки.
После окончания прокалки обеих частей кюветы в рабочий узел плавильно-заливочной установки электошлакового переплава (ПЗУ ЭШП) вначале устанавливают горячую нижнюю часть 1 кюветы, в гнездо стояка которой предварительно должен быть вставлен запирающий клапан 6, а на нее устанавливают верхнюю часть 4 кюветы (литниковую чашу 5) с флюсом. Вор флюс опускают расходуемые электроды, на них подают напряжение. В начале их сближают, чтобы зажечь между ними дугу для получения первичной ванночки шлакового расплава, по мере накопления которого их постепенно раздвигают и процесс плавки протекает в режиме бездугового электрошлакового переплава. После накопления заданной порции жидкого металла электроды удаляют из шлаковой ванны и кювету перекрывают крышкой 8 с предварительно размещенным в ней парообразователем 7, за счет быстрого испарения влаги которого в пространстве между зеркалом шлакового расплава и крышкой возникает давление, достаточно для открытия клапана, пробка которого опускается в стояк, открывая литниковую щель формы, через которую под давлением жидкий металл устремляется в полости формы, заполняя их.
После полного затвердевания отливок и их некоторого охлаждения их извлекают из формы и подвергают обработке по штатной технологии.
Преимуществами предлагаемого устройства перед прототипом являются повышение качества и прочности литья зубных протезов за счет стабилизации химического состава сплава при его электрошлаковом переплаве, что достигается тем, что кювета состоит из двух частей: литниковой чаши, изготовленной из керамического материала с основными свойствами, и литейной формы, изготовленной из керамического материала с кислыми свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ ВАКУУМНАЯ УСТАНОВКА ДЛЯ ПЛАВЛЕНИЯ И ПОЛУЧЕНИЯ ЛИТЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2092758C1 |
| Устройство для отливки зубных протезов под давлением | 1989 |
|
SU1662545A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЗУБНЫХ ПРОТЕЗОВ | 1993 |
|
RU2042343C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 1999 |
|
RU2167629C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОЙ ЗУБНОЙ КОРОНКИ | 1998 |
|
RU2141277C1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ЗУБНЫХ ПРОТЕЗОВ | 1997 |
|
RU2132672C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ЖАРОПРОЧНЫХ СПЛАВОВ | 2005 |
|
RU2302473C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2410195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОГО МЕТАЛЛИЧЕСКОГО КАРКАСА ЗУБНОГО ПРОТЕЗА | 1997 |
|
RU2111722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНОГО ИМПЛАНТАТА С БИОКЕРАМИЧЕСКИМ ПОКРЫТИЕМ | 1999 |
|
RU2170068C2 |
Использование: в стоматологии для литья зубных протезов из нержавеющих сталей и сплавов на основе кобальто-хромовых. Сущность: устройство содержит кювету, которая состоит из нижней части 1, в которой размещена литниковая система 2 с литейными формами 3 и верхней части 4, в которой расположена литниковая чаша 5, покрытая основным керамическим материалом (например, магнезитом или электрокорундом). Литниковая система 2 перекрывается запирающим клапаном 6, который приводится в действие за сет давления пара парообразователя 7, расположенного в крышке 8. 1 ил.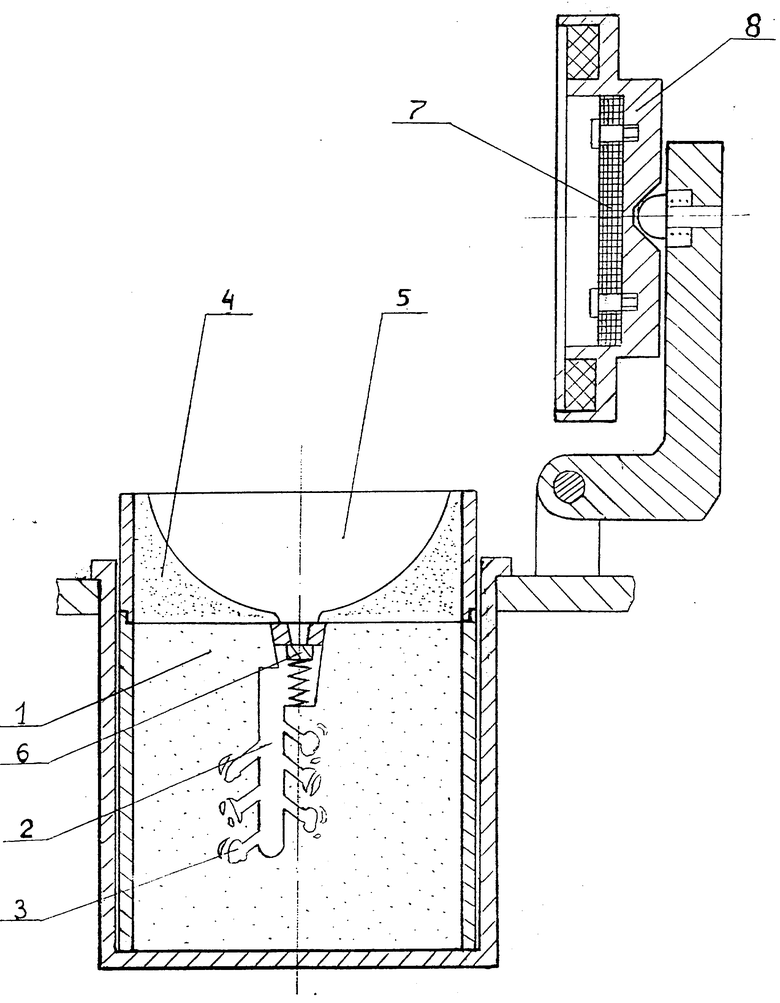
Устройство для литья под давлением зубных протезов, содержащее кювету с литейной формой, литниковой системой, перекрываемой запирающим клапаном, литниковой чашей и крышку с автоматическим парообразователем, закрепленную на рычаге привода, отличающееся тем, что кювета состоит из двух частей: верхней с литниковой чашей, изготовленной из керамического материала с основными свойствами, и нижней, в которой размещена литейная форма с литниковой системой, перекрываемая запирающим клапаном.
| SU, авторское свидетельство, 1662545, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
