Изобретение относится к медицинской технике, конкретно к стоматологии, и может быть использовано при электрошлаковом, термитном, электродуговом и газовом способах плавки металлов и сплавов для пол- отливок зубных протезов.
Цель изобретения - повышение качества отливок зубного протеза.
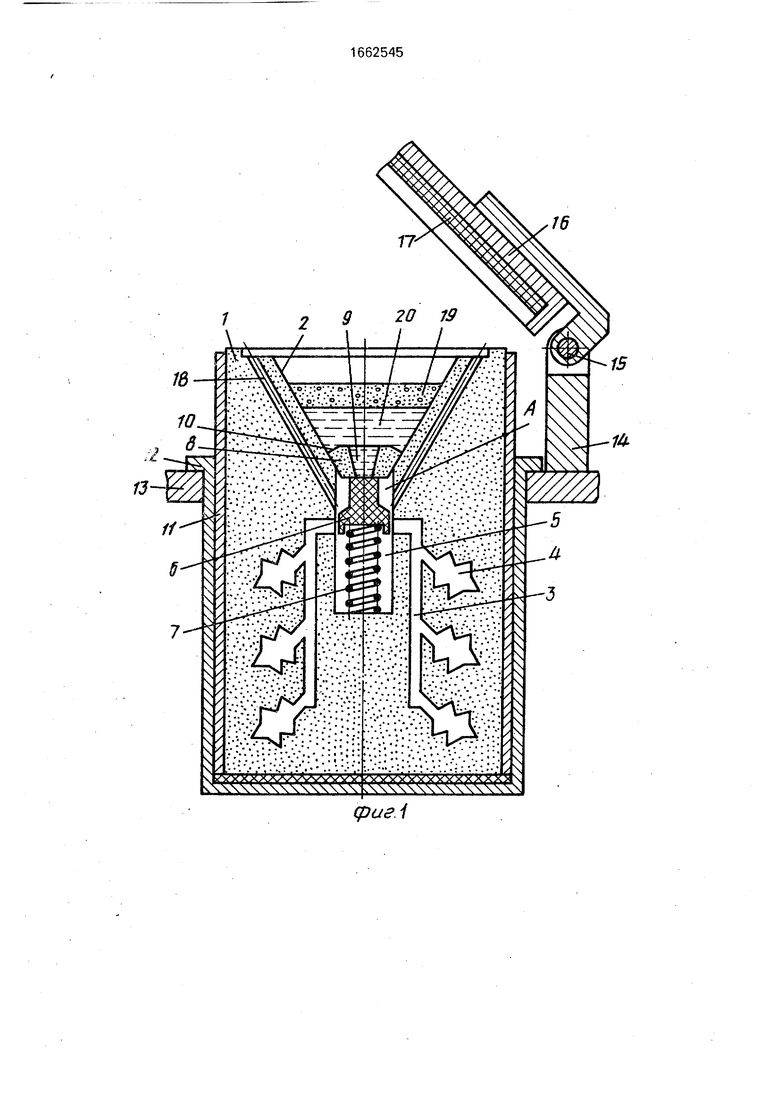
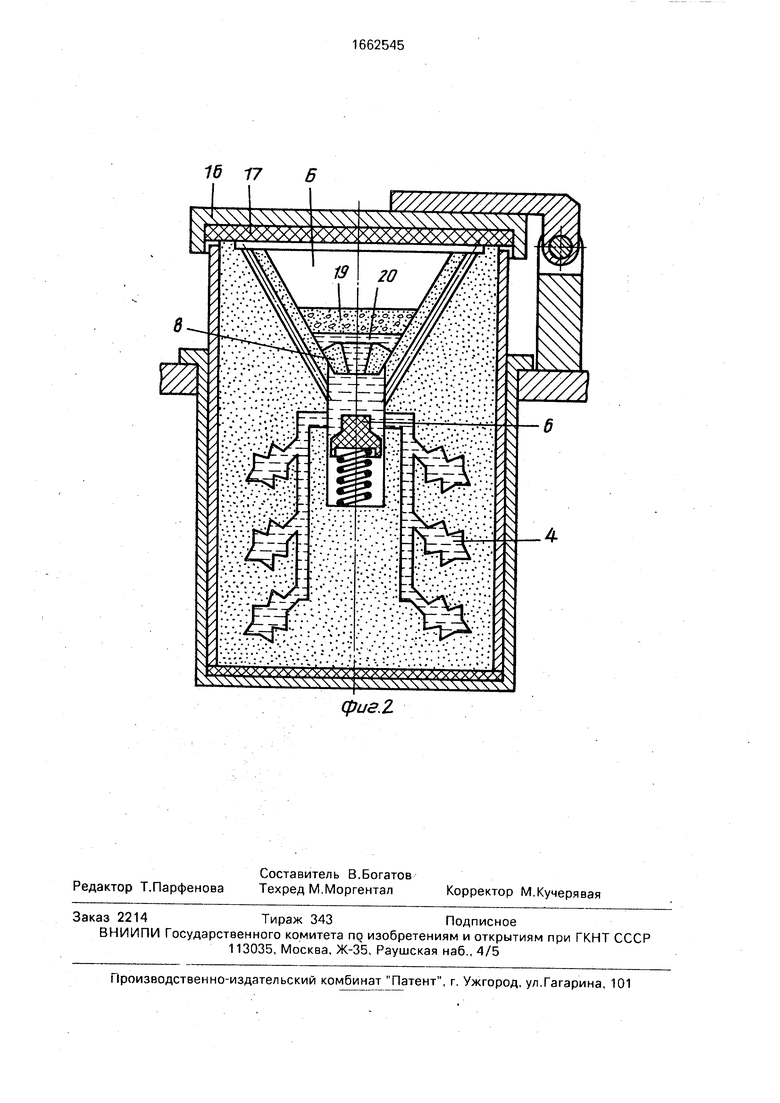
На фиг. 1 изображено предлагаемое устройство перед заливкой жидкого металла в литейные формы, разрез; на фиг. 2 - то же, после заливки жидкого металла в литейные формы.
Устройство включает в себя кювету 1 с воронкообразной ванной 2, литниковыми отверстиями 3 и литейными формами 4. В
глухом отверстии 5 кюветы размещены запорный клапан 6 в виде ступенчатого стержня и пружина 7. Глухое отверстие 5 закрыто со стороны ванны сменным штепселем 8 с сливным отверстием 9 и фаской 10. Сменный штепсель 8 образует дно ванны и устанавливается в воронке ванны на термостойкий клей.
Кювета 1 устанавливается в металлическом стакане 11 корпуса 12,закрепленного на плите 13. На плите 13 закреплен также кронштейн 14, с осью 15 которого связана крышка 16 с парообразователем 17. Ось 15 приводится во вращательное движение от электропривода (не показан). Кольцевая полость А малой ступени запорного клапана 6
о (
hO
ел
N
сл
соединена с полостью Б ванны 2 кольцевыми каналами 18.
Устройство работает следующим образом.
В ванне 2 известными способами (электрошлаковым переплавом, термитным, электрической дугой, газовой горел кой) получают требуемое количество жидкого металла. Из перечисленных известных способов плавки наилучшее качество металла получается при электрошлаковом способе, так как металл плавится без доступа к нему воздуха и процесс плавки идет без окисления и на- углераживания.
При способе электрошлакового переплава устройство работает следующим образом.
В ванну 2 на сменный штепсель 8 насыпают синтетический шлак АНФ-1 в виде гранул или предварительно прокаленный порошок фтористого кальция. На поверхность синтетического шлака укладывают то- копроводную затравку в виде увлажненных 2-3 таблеток щелочи, например едкого калия. С помощью термических зажигательных смесей получают некоторое количество токопроводного материала из синтетического шлака. Расходуемыми электродами диаметром 8-16 мм касаются щелочи, и начинается процесс электрошлакового переплава. Сначала плавится щелочь, а затем синтетический шлак. После получения жидкого шлака 19 начинают плавиться расходуемые электроды (не показаны), и жидкий металл 20 скапливается внизу ванны на сменном штепселе 8 под слоем жидкого шлака.
После расплавления необходимого количества металла расходуемые электроды выводят из ванны, закрывают ванну герметично крышкой 16, преобразователь 17 ко- . торый насыщен влагой, Под действием температуры расплавленного металла и шлака влага испаряется и в полости Б образуется пар, создающий давление на поверхность расплавленного шлака. Столб металла и шлака через сливное отверстие сменного штепселя под давлением 1,0-1,5 МПа воздействует на клапан 6. Однако усилия от давления на запорный клапан 6 через сливное отверстие 9 для открытия клапана недостаточно. Создание более высокого давления в полости Б нецелесообразно,так как повышаются требования к прочности
кюветы, требуется больше пара, что приводит к переохлаждению жидкого металла.
Для безусловного сжатия пружины 7 и открывания запорного клапана 6 из полости
Б ванны через каналы 18 пар поступает в кольцевую полость А и воздействует на торец большой ступени клапана. Усилия от давления на поверхность клапана через сливное отверстие штепселя и на кольцевую
поверхность клапана в полости А сжимают пружину 7, перемещают клапан 6 вниз, открывают сливное отверстие 9 сменного штепселя 8 и литниковые отверстия 3 кюветы 1-. Жидкий металл под давлением поступает в литейные формы 4, а каналы 18 отсекаются от литниковых отверстий 3 жидким металлом. Пар и воздух в полости А, в литниковых отверстиях и литейных формах вытесняются в микропоры кюветы 1. Кювету
охлаждают, достают из стакана 11, литейные формы разрушают и извлекают отливки.
При термитном способе плавки металла устройство работает следующим образом.
Термитную смесь, состоящую из порошка алюминия и специально обработанной железной окалины загружают в ванну, Добавляют в нужной пропорции гранулированный хром и никель и возбуждают
термитную реакцию запальником, развивающим температуру до 1250°С. Смесь воспламеняется. Реакция протекает 10-15 с, сталь стекает на дно ванны, а окись алюминия всплывает. Далее работа устройства
осуществляется также, как при способе электрошлакового переплава.
Формула изобретения Устройство для отливки зубных протезов под давлением, содержащее кювету с
воронкообразной ванной, литниковой системой и литейными формами, крышку с парообразователем, сменный штепсель и запорный клапан с плоскостью, отличающееся тем; что, с целью повышения
качества отливок зубного протеза, запорный клапан выполнен в виде подпружиненного ступенчатого стержня, установленного соосно со сливным отверстием ванны, дно которой выполнено в виде конусной втулки
с фаской, прилегающей к стенке ванны и образующей углубление на дне ванны, при этом полость запорного клапана соединена с полостью ванны под крышкой с парообразователем дополнительными каналами.
5
16
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЗУБНЫХ ПРОТЕЗОВ | 1996 |
|
RU2098045C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЗУБНЫХ ПРОТЕЗОВ | 1993 |
|
RU2042343C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЗУБНЫХ ПРОТЕЗОВ ИЗ МЕТАЛЛИЧЕСКИХ СПЛАВОВ | 1973 |
|
SU364385A1 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026147C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2414989C1 |
| Способ изготовления биметаллических прокатных валков | 1985 |
|
SU1323226A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2410195C1 |
| Способ получения слитков и отливок электрошлаковым переплавом | 1991 |
|
SU1836464A3 |
| Устройство для электрошлакового переплава | 1978 |
|
SU708711A1 |
Изобретение относится к медицинской технике. Цель изобретения - повышение качества отливок зубных протезов. Устройство содержит кювету с воронкообразной ванной, крышку с парообразователем, сменный штепсель и запорный клапан. Запорный клапан выполнен в виде ступенчатого стержня и подпружинен к сливному отверстию сменного штепселя, выполненного в виде конусной втулки с фаской, которая образует дно ванны с углублением, при этом кольцевая полость малой ступени запорного клапана соединена с полостью ванны под крышкой с парообразователем дополнительными каналами, а большая ступень клапана расположена ниже уровня дополнительных каналов и не ниже уровня отверстий литниковой системы кюветы. Устройство устраняет попадание шлаков, тугоплавких осадков, включений и охлажденного металла на первой стадии заливки в литейные формы кюветы, что обеспечивает получение тонкостенных фасонных отливок зубных протезов повышенного качества. 2 ил.
фигЛ
16 17
фие.2.
| Каширин В.Я Зуботехническое материаловедение | |||
| М.: Медицина, 1973, с.134, рис | |||
| Система механической тяги | 1919 |
|
SU158A1 |
