Изобретение относится к обработке металлов давлением, в частности к изготовлению карт петель, основания которых имеют удлиненную, преимущественно трапецеидальную форму, на прессах со штампом последовательного действия.
Наиболее близким к изобретению является способ изготовления карт петель, основания которых имеют удлиненную, преимущественно, трапецеидальную форму, при котором полосу подают на пресс в штамп последовательного действия, пробивают отверстия одновременно на четной и на нечетной картах по ходу подачи полосы, отделяют одновременно две карты путем отрезки четной карты по ее боковым сторонам, завивают ушки петель.
Недостатком известного способа изготовления карт петель является то, что при его использовании производительность используемого оборудования для штамповки карт недостаточна, повышен расход металла.
Цель изобретения увеличение производительности, снижение расхода металла, сокращение расходов на оборудование, штамповую оснастку и энергоносители.
Цель достигается за счет того, что при выполнении способа изготовления карт петель, основания которых имеют удлиненную, преимущественно, трапецеидальную форму, полосу подают на пресс в штамп последовательного действия, пробивают отверстия одновременно на четной и нечетной картах по ходу подачи полосы, отделяют одновременно две карты путем отрезки четной карты по ее боковым сторонам, завивают ушки петель, шаг подачи полосы задают равным удвоенной ширине средней части основания карты, чеканят фаску на пробитых отверстиях одновременно на нечетной и четной картах, оформляют завиваемые части карт и противоположные фигурные узкие стороны оснований одновременно у нечетных карт на одной стороне полосы и у четных карт на другой стороне полосы.
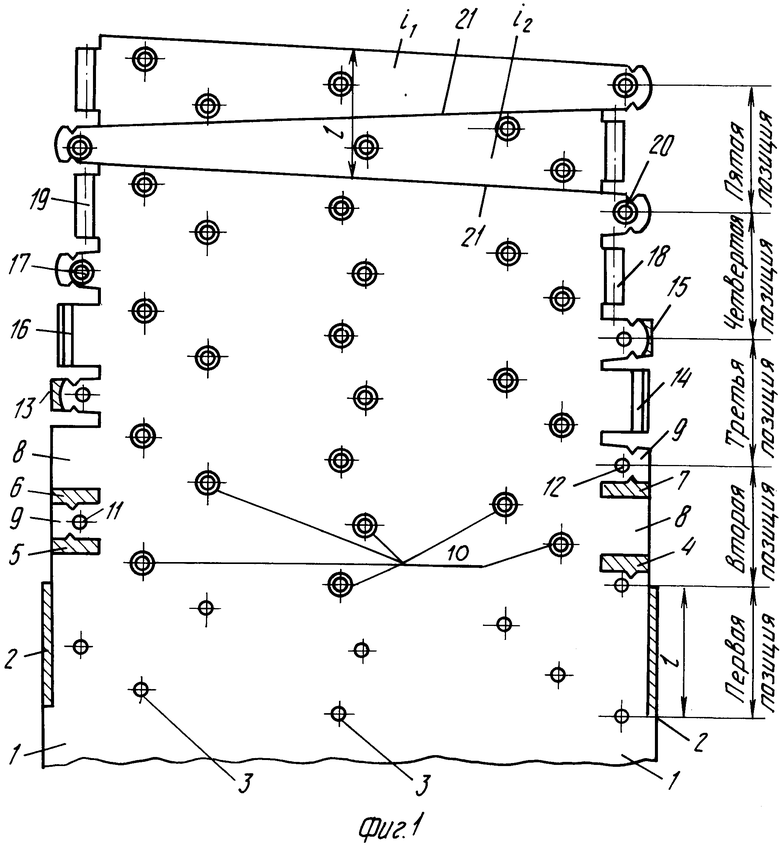
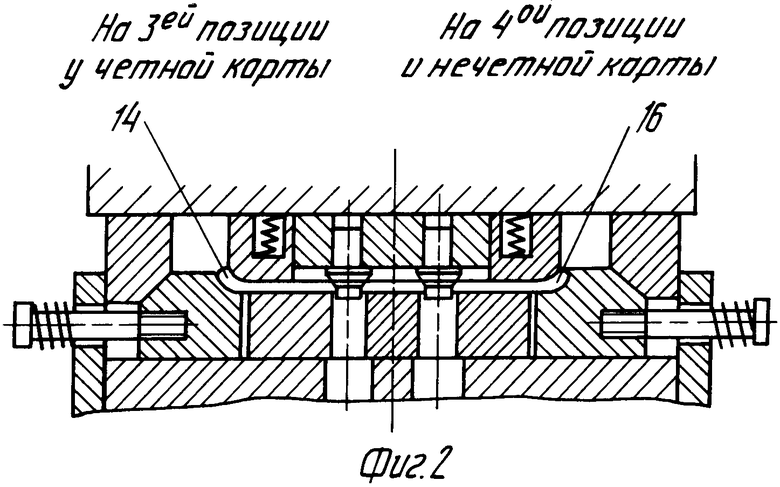
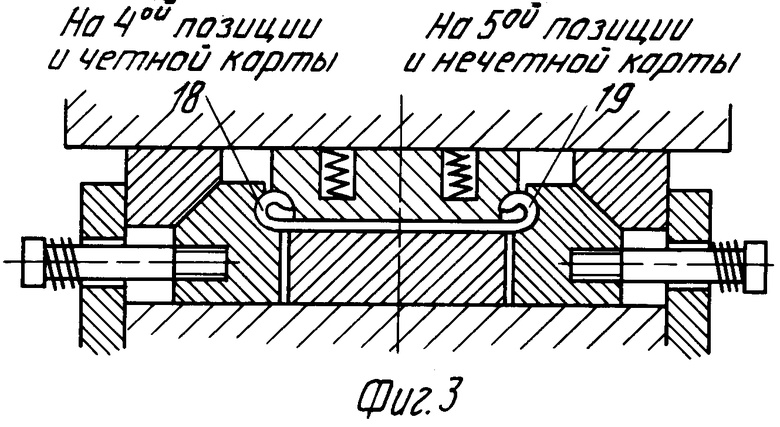
На фиг. 1 показана схема реализации предлагаемого способа изготовления карт петель последовательно по позициям; на фиг.2 подгибка широкой стороны у четной и нечетной карт; на фиг.3 торцевая гибка и завивка широкой стороны у четной и нечетных карт.
Исходный полосовой или ленточный материал 1 подают на расчетный шаг l, равный удвоенной ширине средней части основания карты i, при этом карты с индексами i1, i3, i5 и т.д. назовем нечетными, а с индексами i2, i4, i6 четными. На первой позиции производят отрезку кромок 2 с обеих сторон полосы длиной, равной шагу подачи l. На этой же позиции пробивают отверстия 3 увеличенного диаметра по сравнению с заданным чертежом у двух карт: нечетной и четной.
На второй позиции пробивают с каждой стороны полосы пазы 4, 5, 6 и 7 для формирования разверток широких сторон оснований 8 и одновременно с противоположной стороны предварительных контуров узких сторон оснований 9, а также чеканят фаски и формируют заданный диаметр отверстий 10, кроме отверстий 11 и 12, расположенных у узких сторон основания 9.
На третьей позиции у четной карты формируют скругление 13 узкой стороны путем отрезки и подгибают торец 14 широкой стороны.
На четвертой позиции у нечетной карты формируют скругление 15 узкой стороны основания путем отрезки и подгибают торец 16 широкой стороны основания, а также чеканят фаску и формируют заданный диаметр отверстия 17 у четной карты.
На этой же позиции производят предварительную торцевую гибку, а затем и завивку широкой стороны 18 четной карты пары.
На пятой позиции производят предварительную торцевую гибку, а затем завивку широкой стороны 19 нечетной карты пары, чеканят фаску и формируют окончательно диаметр отверстия 20 у узкой стороны нечетной карты пары.
На этой же позиции производят отделение нечетной и четной карт i1 и i2 от полосы и друг от друга путем отрезки четной карты i2 одним пуансоном по ее боковым сторонам 21.
Использование способа позволит обеспечить снижение расхода металла, в связи с увеличением коэффициента использования металла до 0,9-0,95, увеличение производительности, так как за каждый рабочий ход ползуна одного пресса, оснащенного штампом последовательного действия, от полосы отделяются две отштампованные карты, сокращение расходов на оборудование, штамповую оснастку и энергоносители, так как в место усилия вырубки двух боковых сторон основания карты производится отрезка по одной стороне.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НИЖНИХ И ВЕРХНИХ ДНИЩ МЕТАЛЛИЧЕСКОЙ ТАРЫ ТИПА БАРАБАНОВ И БОЧЕК | 1993 |
|
RU2048941C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЖНИХ И ВЕРХНИХ ДНИЩ МЕТАЛЛИЧЕСКОЙ ТАРЫ ТИПА БАРАБАНОВ И БОЧЕК | 1993 |
|
RU2048942C1 |
| ГРЕЙФЕРНОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И ПЕРЕНОСА ЗАГОТОВОК ПО ПОЗИЦИЯМ ШТАМПА ПРЕССА | 1992 |
|
RU2028856C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КОНСЕРВНЫХ БАНОК | 1992 |
|
RU2043816C1 |
| ЛЕТУЧИЙ МЕХАНИЗМ РЕЗА | 1992 |
|
RU2007284C1 |
| Кривошипно-коленный чеканочный пресс | 1958 |
|
SU115710A1 |
| Способ изготовления петель | 1982 |
|
SU1148684A1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| Способ изготовления петель | 1990 |
|
SU1801693A1 |
| Револьверный пресс | 1957 |
|
SU114471A1 |
Использование: при обработке листового материала. Технический результат: увеличение производительности, снижение расхода металла, сокращение расходов. Сущность изобретения: полосу подают в штамп с шагом соответственно удвоенной ширине кариты петли, пробивают отверстия, чеканят фаски, завивают ушки, отрезают сразу две детали. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ КАРТ ПЕТЕЛЬ, основания которых имеют удлиненную, преимущественно трапецеидальную форму, при котором полосу подают на пресс в штамп последовательного действия, пробивают отверстия одновременно на четной и нечетной картах по ходу подачи полосы, отделяют одновременно две карты путем отрезки четной карты по ее боковым сторонам, завивают ушки петель, отличающийся тем, что шаг подачи полосы задают равным удвоенной ширине средней части основания карты, чеканят фаску на пробитых отверстиях одновременно на нечетной и четной картах, оформляют завиваемые части карт и противоположные фигурные узкие стороны оснований одновременно у нечетных карт на одной стороне полосы и у четных карт на другой стороне полосы.
| Способ изготовления петель | 1990 |
|
SU1801693A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
