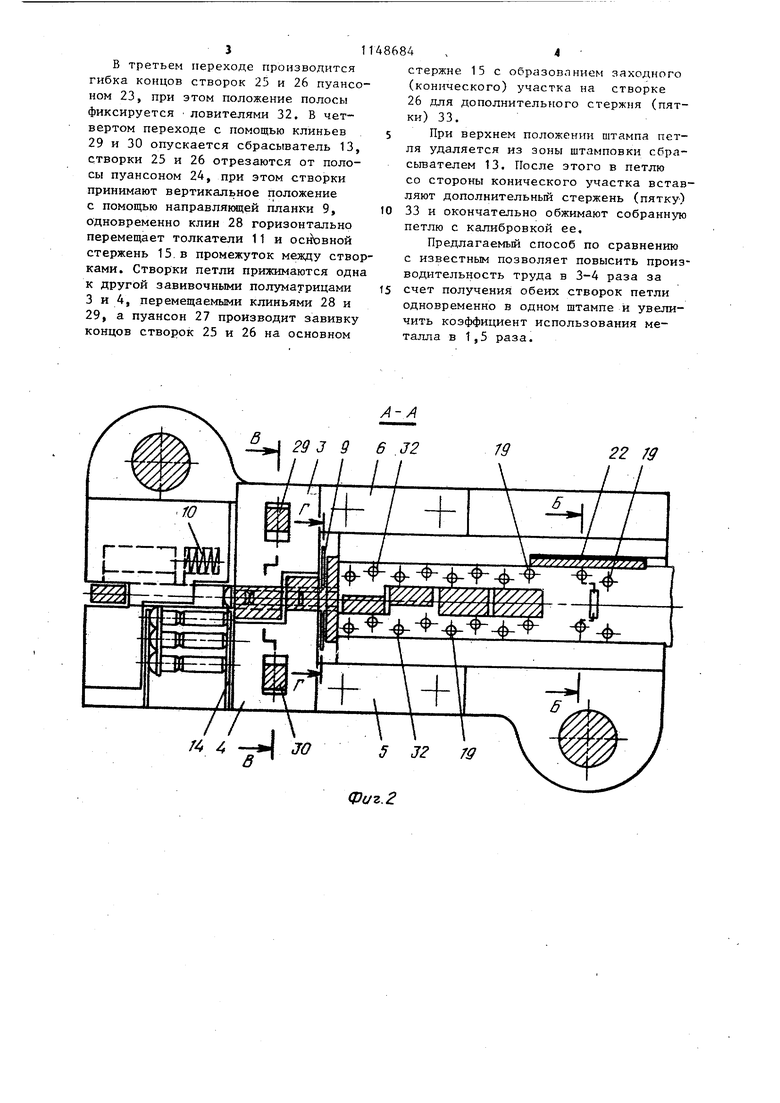
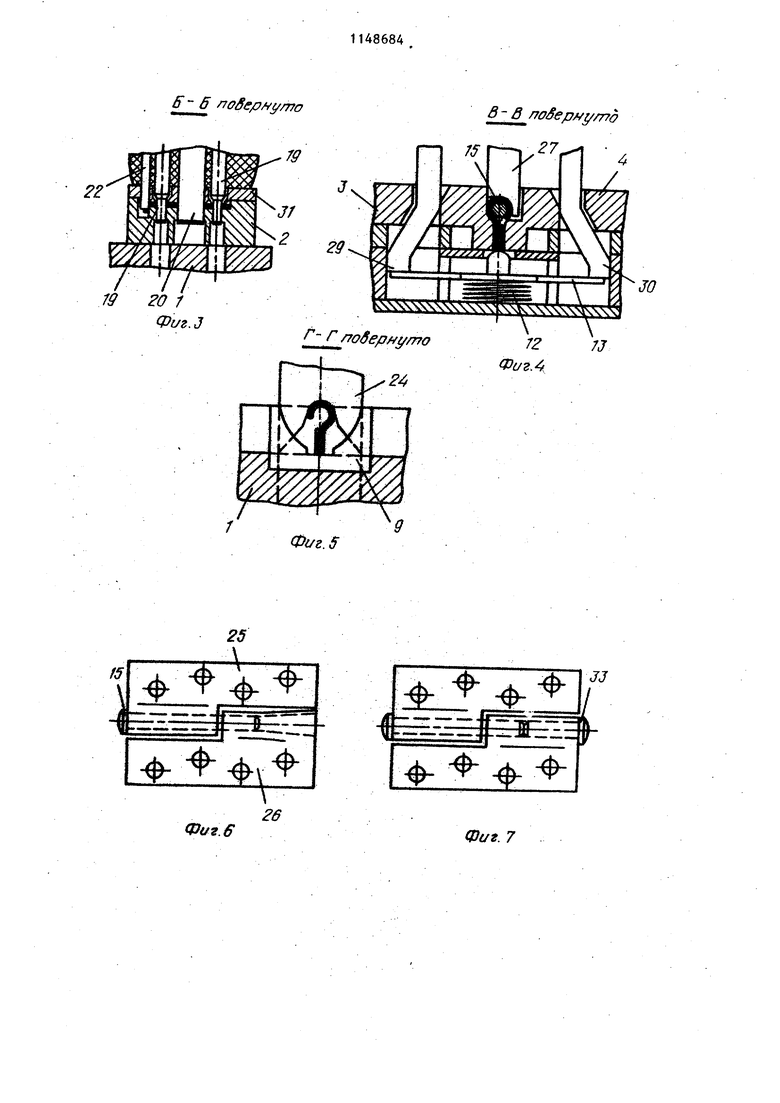
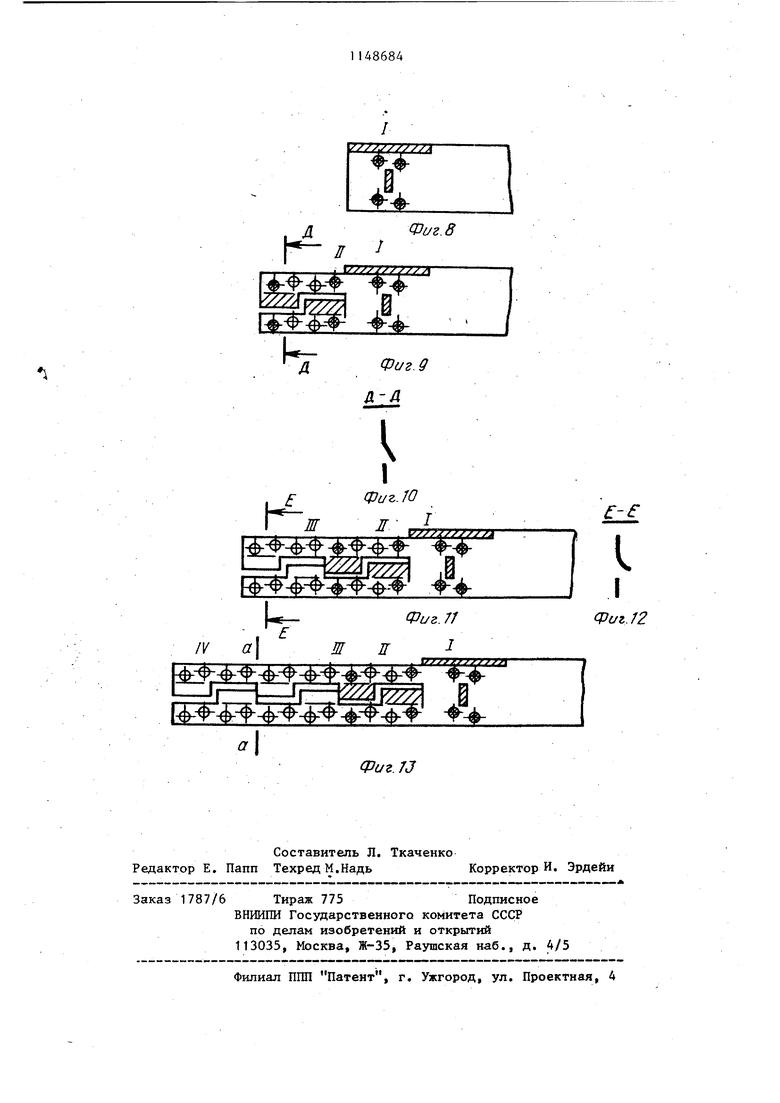
I Изобретение относится к обработке метсгллов давлением, преимущественно к изготовлению петель из листового материала. Известен способ изготовления петель, по которому предварительно загнутые концы створок заводят один в другой под заданным углом и ось уста навливают в образованную крестовииу О, Изготовле.ние дверных петель указанным способом связано с большой трудоемкостью и низкой производитель ностью. Наиболее близким решением к предлагаемому по технической сути и по достигаемому эффекту является способ изготовления петель из полосы путем вьтолнения в комбинированном штампе пробивки отверстий и ступенчатого продольного надреза с образованием участков двух створок, подвергаемых завивке, и подгибки концов последних а также сборки двух створок и отрезки z J. Известный способ предназначен в основном для изготовления рояльных петель, створки которых завивают вокруг проволоки, а при изготовлении дверных петель, в которых створки завивают вокруг разъемного стержня с головками, проволока должна быть вьтрессована и на ее место установлен с натягОм стержень, что ухудшае качество петель. Цель изобретения - повышение качества петель. Поставленная цель достигается тем, что согласно способу изготовле ния петель из полосы, преимуществен но дверных, СОСТОЯЙ5ИХ из двух створок, соединенных основным и дополни тельным стержнями, путем выполнени в комбинирован ном штампе пробивки отверстий, ступенчатого продольного надреза с образованием участков двух створок, подвергаемых завивке, и подгибки концов последних, а такж сборки двух створок и отрезки, операцию отрезки производят перед сборкой двух створок, при сборке -по дают основной стержень между створк ми и осуществляют окончательную завивку одной из створок вокруг основного стержня и предварительную завивку другой створки, а после уст навливают дополнительный стержень 84 в другую створку и обжимают собранную петлю. На фиг.1 показан комбинированный штамп последовательно-совмещенного действия, на котором выполняется часть приемов способа; на фиг.2 сечение А-А на фиг.1; на фиг.З сечение Б-Б на фиг. 2; на фиг.4 сечение В-В на фиг. 2; на фиг. 5 сечение Г-Г на фиг. 2; на фиг. 6 петля после завивки в штампе (показана последовательность переходов получения одновременно двух створок петли); на фиг. 7 - петля, получаемая, предлагаемым способом; на фиг. 8 - пробивка четырех.отверстий и паза, а также вырезка перемычки; на фиг. 9 и 10 - пробивка еще четыР отверстий и ступенчатый надрез и отгибка концов створок; на фиг.11 и 12 - гибка концов створок; на фиг. 13 - отрезка створок по сечению а-а и завивка их на основной стержень. Комбинированный штамп последовательно-совмещенного действия, на котором реализуется способ получения петель, содержит нижнюю плиту 1, на которой размещены матрица -2 для пробивки отверстий, надрезки и отгибки концов створок, завивоч 1ые полуматрицы 3 и А, опорные плиты 5-7, направляющая плита 8, направляющая планка 9, пружина 10 для толкателя 11, пружина 12 для сбрасьгоателя 13, кассета 14 для основных стержней 15. Штамп имеет также верхнюю плиту 16, смонтированную на нем подкладную плиту 17, пуансонодержатель 18, пробивные пуансоны 19 и 2(Т надрезной пуансон 21, уп-э-ножницы 22, гибочньй пуансон 23, отрезной пуансон 24 для отрезки створок 25 и 26, пуансон 27 для завивки, клинья 28 30, прижим 31 и ловитель 32. Способ осуществляется следуннцим образом. Полоса подается в штамп и упирается в упор-ножницы 22. В первом переходе вырезается перемычка упор-ножницами 22 и пробиваются четьфе отверстия пуансоном 19 и паз пуансоном 20. Во втором переходе пробиваются четыре отверстия пуансоном 19,пуансоном 21 надрезаются створки 25 и 26 и отгибаются.
311
в третьем переходе производится гибка концов створок 25 и 26 пуансоном 23, при этом положение полосы фиксируется ловителями 32, В четвертом переходе с помощью клиньев 29 и 30 опускается сбрасыватель 13, створки 25 и 26 отрезаются от полосы пуансоном 24, при этом створки принимают вертикальное положение с помощью направлякицей планки 9, одновременно клин 28 горизонтально перемещает толкатели 11 и основной стержень 15. в промежуток между створками. Створки петли прижимаются одна к другой завивочнь1ми пояуматрицами 3 и 4, перемещаемыми клиньями 28 и 29, а пуансон 27 производит завивку концов створок 25 и 26 на основном
8684 4
стержне 15 с образованием заходного (конического) участка на створке 26 для дополнительного стержня (пятки) 33.
5 При верхнем положении штампа петля удаляется из зоны штамповки сбрасывателем 13. После этого в петлю со стороны конического участка вставляют дополнительный стержень (пятку)
10 33 и окончательно обжимают собранную петлю с калибровкой ее,
Предлагаемый способ по сравнению с известным позволяет повысить производительность труда в 3-4 раза за
15 счет получения обеих створок петли одновременно в одном штампе и увеличить коэффициент использования металла в 1,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки петель | 1990 |
|
SU1731573A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Способ изготовления петель | 1990 |
|
SU1801693A1 |
| Способ изготовления петель | 1975 |
|
SU580932A1 |
| Способ изготовления петель | 1987 |
|
SU1484419A1 |
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРТ ПЕТЕЛЬ | 1993 |
|
RU2042462C1 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| Комбинированный штамп для изготовления деталей г.б.мархасина | 1976 |
|
SU633645A1 |
| Штамп для гибки | 1975 |
|
SU549204A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПЕТЕЛЬ из полосы, преимущественно дв.ерных, состоящих из двух створок, соединенных основным и дополнительным стержняЛГ /J т 25 26 ми, путем выполнения в комбинирован- . .ном штампе пробивки отверстий, ступенчатого продольного надреза с образованием участков двух створок, подвергаемых завивке, и подгибки концов последних, а также сборки двух створок и отрезки, о т л и ч а ю щ и йс я тем, что, с целью повышения качества петель, операцию отрезки производят перед сборкой двух створок, . при сборке подают основной стержень между створками и осуществляют окончательную завивку одной из Створок вокруг основного стержня и предварительную завивку другой створки, а после устанавливают дополнительньй стержень в другую створку и обжимают (Л собранную петлю. а 2J 27 f6 78 20 Jf 00 сп эо 4 фуг.
/СР /4 4 -Н 3 5 J2 Фиг. 2 22 79 I I
15
JJ
ЛФиг. 8
h /
Щ( J
-ф-- -ф--ф--ф-- А ...- -ф/XZ/Y
Фиг. 9
д-д Фиг. 10 Фиг. 71
Фиг. Л7 Фиг./2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления петель | 1975 |
|
SU580932A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
