Изобретение относится к обработке металлов давлением, а именно к изготовлению нижних и верхних днищ металлической тары типа барабанов и бочек.
Известна линия для изготовления нижних и верхних днищ металлической тары типа барабанов и бочек, которая содержит устройство для размотки ленты, механизм подачи ленты в штамп с автономным приводом, первый вертикальный пресс с совмещенным штампом для штамповки нижних днищ, наклонный рольганг для удаления нижних днищ от штампа за пределы первого пресса, приводной рольганг для перемещения нижних днищ от первого пресса в направлении, перпендикулярном перемещению ленты, тянущее устройство для продвижения обрези ленты с автономным приводом, установленное за приводным рольгангом, устройство для рубки обрези ленты на мерные куски с автономным приводом, механизм разделения потока нижних днищ на два равных потока (нечетных и четных), выполненный в виде пневмоцилиндра, шток которого, снабженный толкателем, удаляет четные днища на приводной рольганг, установленный перпендикулярно вышеописанному рольгангу, механизм поштучной подачи нижних четных днищ на ось штампа второго пресса с совмещенным штампом для штамповки верхних днищ, а также пневмоцилиндр для удаления со штампа второго пресса верхних днищ в направлении, перпендикулярном их перемещению к штампу.
Техническим результатом изобретения является упрощение конструкции и повышение надежности транспортных средств, что является необходимым условием для увеличения среднечасовой производительности линии и снижения затрат на изготовление, внедрение и эксплуатацию.
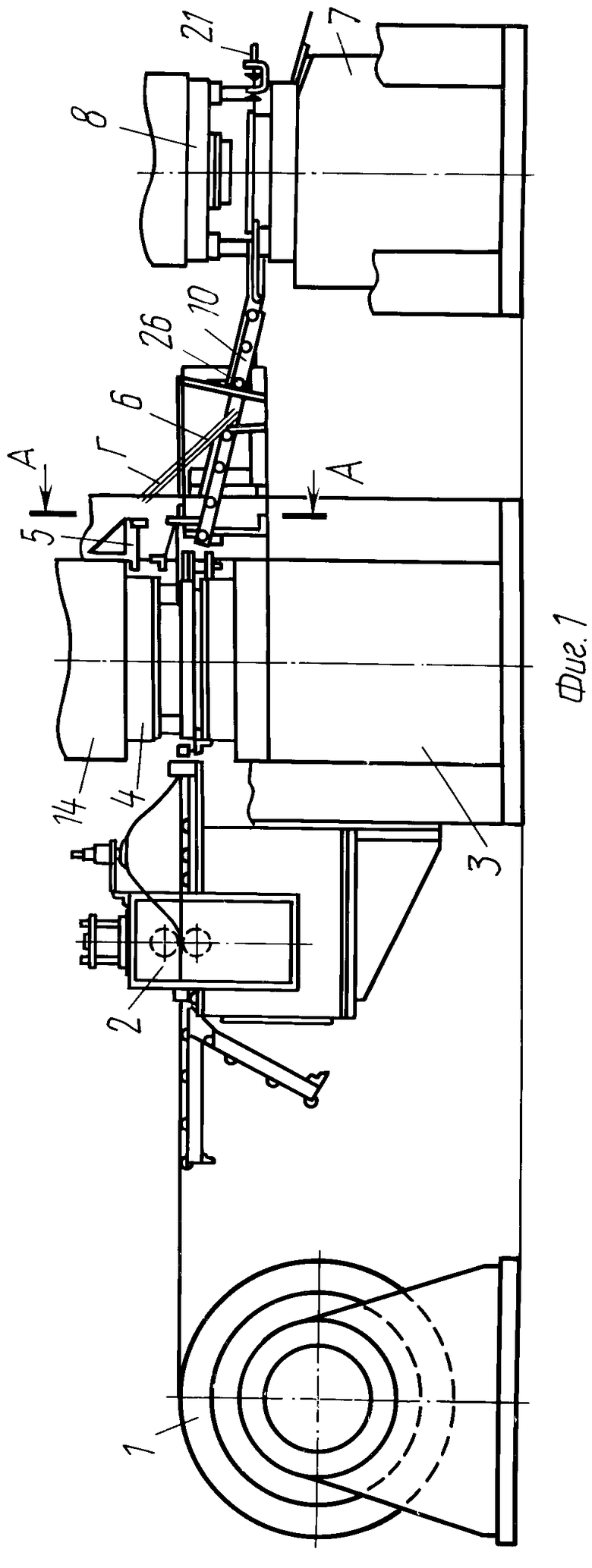
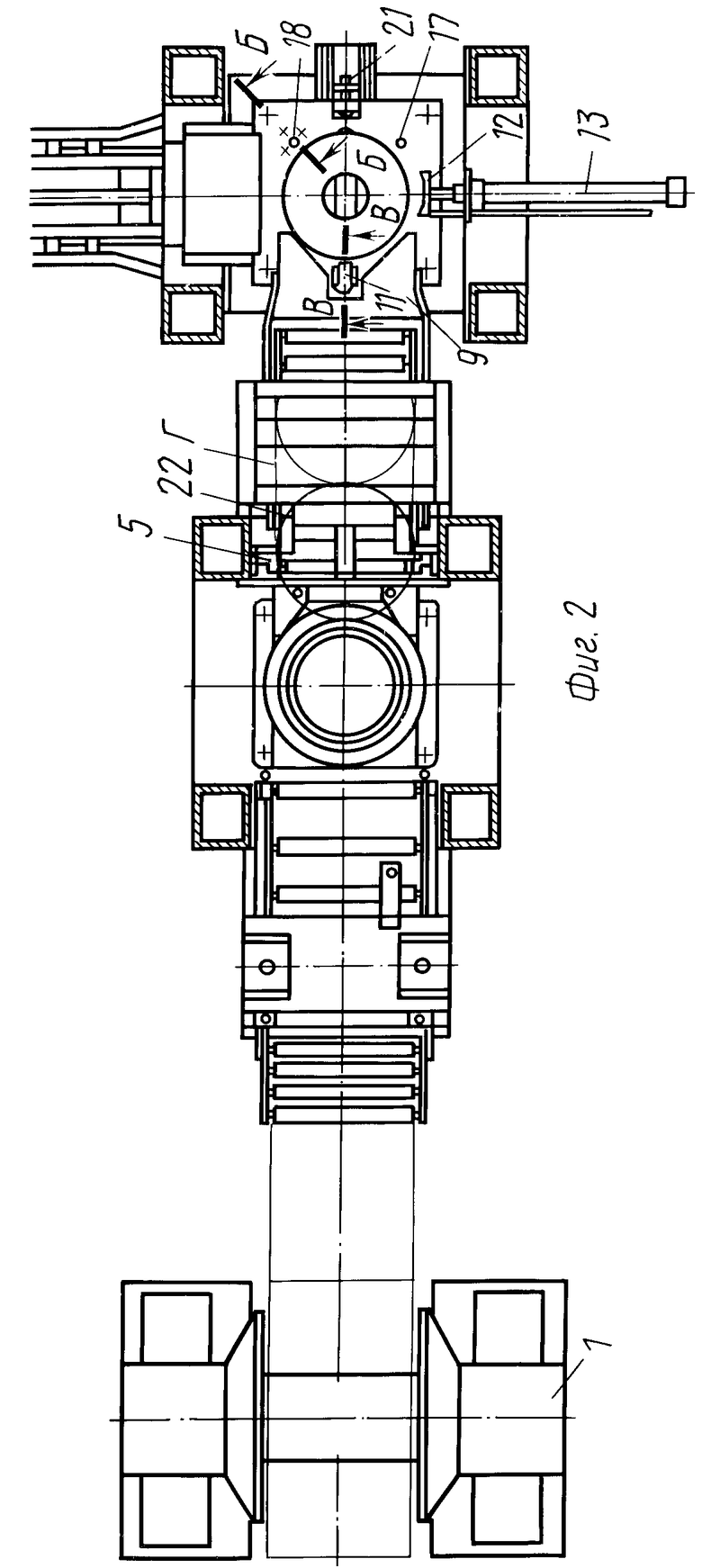
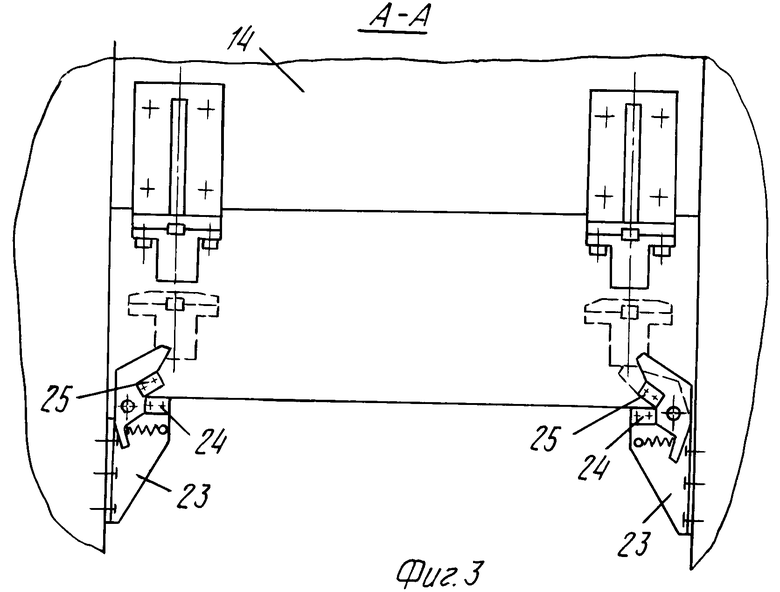
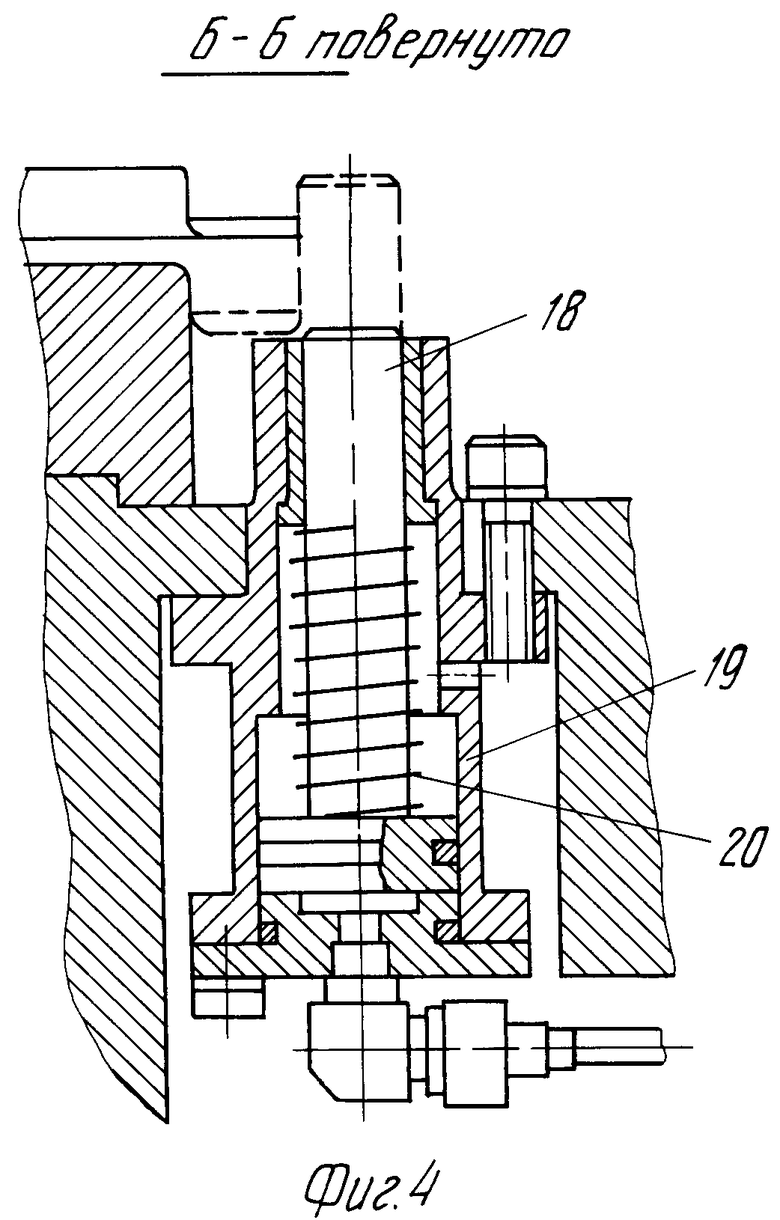
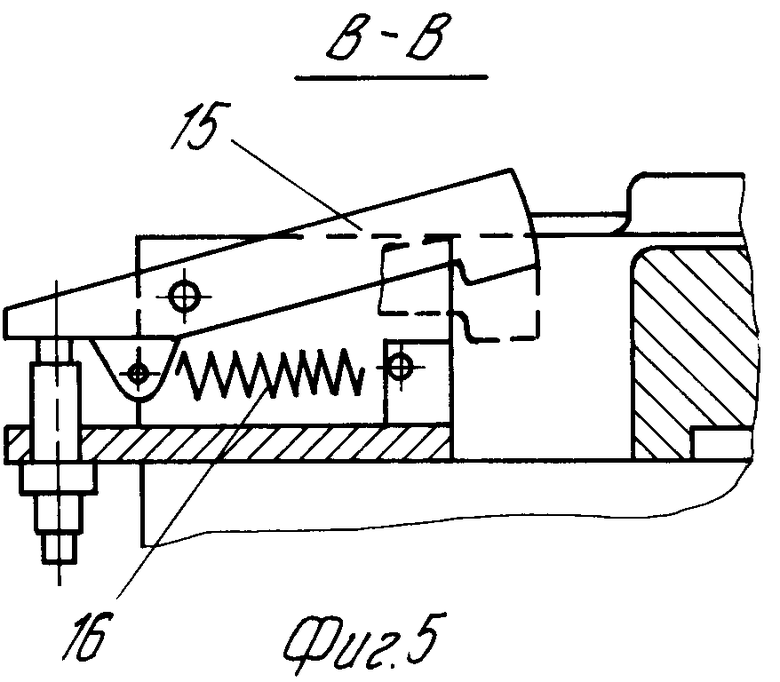
На фиг. 1 линия, вид спереди; на фиг. 2 то же, вид сверху; на фиг. 3 сечение А-А на фиг. 1; на фиг. 4 сечение Б-Б на фиг. 2; на фиг. 5 сечение В-В на фиг. 2.
Линия содержит устройство 1 для размотки ленты, механизм 2 подачи ленты в штамп с автономным приводом, первый вертикальный пресс 3 с совмещенным штампом 4 для штамповки нижних днищ, устройство 5 для рубки обрези ленты на мерные куски и их удаления (лоток 6), второй вертикальный пресс 7 с совмещенным штампом 8 и приемным лотком 9 для штамповки верхних днищ из четных нижних днищ, неприводной рольганг 10, смонтированный между прессами 3 и 7 с наклоном в сторону пресса 7, плоскость штампа которого установлена ниже плоскости штампа пресса 3, узел 11 фиксации днищ относительно центра штампа 8, шток 12 с толкателем пневмоцилиндра 13 для удаления днищ из совмещенного штампа 8 в направлении, перпендикулярном траектории их поступления в штамп. Устройство 5 для рубки обрези на мерные куски установлено на первом прессе 3 непосредственно после штампа 4 с возможностью взаимодействия с ползуном 14 пресса 3. Для удаления мерных кусков обрези в период между перемещениями нижних днищ по рольгангу 10 смонтирован лоток 6. Узел 11 фиксации днищ выполнен в виде трех упоров, расположенных по окружности относительно центра штампа 8, первый из которых (упор 15) установлен на траектории перемещения днищ к штампу 8 поворотно, с возможностью утапливания при проходе днища и возвращения пружиной 16 в исходное положение после его прохода. Второй упор 17 в виде штифта смонтирован жестко, а третий упор 18 выполнен в виде штока пневмоцилиндра 19, который принудительно утапливается пружиной 20 для удаления днищ в направлении, перпендикулярном траектории поступления днищ в штамп, и устанавливается в верхнем положении для фиксации днищ при подаче сжатого воздуха в полость пневмоцилиндра 19. Со стороны, противоположной траектории перемещения днищ в штамп 8, по оси штампа установлен датчик 21, который контролирует поступление на штамп очередного нижнего днища.
Устройство 5 для рубки обрези на мерные куски содержит направляющие 22 для горизонтального перемещения обрези ленты на расстояние, меньшее полутора шагов подачи от центра штампа 4, с тем, чтобы центр тяжести отрезаемого мерного куска обрези Г вышел за пределы направляющих 22, и располагается над лотком 6.
Устройство 5 выполнено в виде двух кронштейнов 23 с парой ножей в каждом, установленных на расстоянии шага подачи ленты от оси штампа 4, нижние ножи 24 в каждой паре закреплены неподвижно на уровне плоскости штампа 4, а верхние ножи 25 подпружинены относительно кронштейнов 23 и установлены наклонно с возможностью взаимодействия с ползуном 14 пресса 3.
Лоток 6 смонтирован между горизонтальными направляющими 22 механизма рубки и рольгангом 10 под углом к его оси и выполнен в виде короба, длина поперечного сечения которого в нижней части меньше расстояния между роликами 26 рольганга, чтобы обрезь при проходе через рольганг не упиралась в его ролики.
Линия работает следующим образом.
При подходе ползуна 14 пресса 3 в верхнее положение система управления линией (не показана) включает механизм 2, который подает ленту 1 в совмещенный штамп 4 на очередной шаг подачи. При завершении подачи ленты срабатывает пресс и происходит штамповка нижнего днища. После штамповки при отходе ползуна вверх нижнее днище выталкивается на плоскость штампа 4 дном вверх и устанавливается в обрези ленты. При этом диаметр отогнутого вверх фланца днища меньше диаметра вырубленного в ленте отверстия. При очередном перемещении ленты на шаг подачи часть пути вместе с ней перемещается и нижнее днище до тех пор, пока его центр тяжести не выйдет за пределы плоскости штампа, затем днище наклоняется и падает на ролики 26 рольганга 10, катясь по которым оно приобретает ускорение, затем притормаживается на участке приемного лотка 9, проходит утапливаемый упор 15, воздействует на датчик 21 и фиксируется упорами 15, 17, 18 относительно центра штампа 8. При поступлении на штамп 8 четного нижнего днища по сигналу датчика 21 срабатывает пресс 7, штампуя верхнее днище, упор 18 под действием пружины 20 занимает нижнее положение, а затем шток 12 пневмоцилиндра 13 удаляет верхнее днище со штампа 8 в направлении, перпендикулярном траектории поступления днищ в штамп 8.
При поступлении на штамп 8 нечетного нижнего днища пресс 7 не срабатывает и шток 12 пневмоцилиндра 13 удаляет со штампа 8 нечетное нижнее днище в том же направлении, что и верхнее днище. Таким образом, разделение потока нижних днищ на два равных потока днищ (нечетных и четных) осуществляется на штампе 8 по сигналу датчика 21 системой управления линии.
Процесс рубки и удаления обрези при работе линии происходит следующим образом. Рубка обрези ленты на мерные куски осуществляется на расстоянии шага подачи от оси штампа 4 двумя парами ножей 24 и 25 одновременно со штамповкой последующего нижнего днища. Нижнее днище на позицию рубки обрези не приходит, с момента отрезки под действием силы тяжести мерный кусок обрези скользит по лотку 6, проходит между двумя соседними роликами рольганга 10 и попадает в цеховую тару.
Пересечение траекторий движения куска обрези по лотку 6 и нижнего днища по рольгангу 10 происходит в разные периоды цикла работы линии. Кусок обрези начинает движение по лотку 6 под действием силы тяжести с момента его отрезки от ленты, когда лента неподвижна относительно штампа 4, а нижнее днище поступает на рольганг, когда лента начинает движение и перемещается по штампу 4 более чем на половину последующего шага подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЖНИХ И ВЕРХНИХ ДНИЩ МЕТАЛЛИЧЕСКОЙ ТАРЫ ТИПА БАРАБАНОВ И БОЧЕК | 1993 |
|
RU2048942C1 |
| ГРЕЙФЕРНОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И ПЕРЕНОСА ЗАГОТОВОК ПО ПОЗИЦИЯМ ШТАМПА ПРЕССА | 1992 |
|
RU2028856C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРТ ПЕТЕЛЬ | 1993 |
|
RU2042462C1 |
| ЛЕТУЧИЙ МЕХАНИЗМ РЕЗА | 1992 |
|
RU2007284C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КОНСЕРВНЫХ БАНОК | 1992 |
|
RU2043816C1 |
| Кривошипно-коленный чеканочный пресс | 1958 |
|
SU115710A1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| Многопозиционный штамповочный автомат | 1980 |
|
SU1013302A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ПРОКЛАДОК | 1991 |
|
RU2035293C1 |
Использование: в обработке металлов давлением, а именно для изготовления нижних и верхних днищ металлической тары. Сущность изобретения: линия содержит устройство для размотки ленты, механизм подачи ленты в штамп с автономным приводом, первый вертикальный пресс с совмещенным штампом для штамповки нижних днищ, устройство для рубки обрези ленты на мерные куски и удаления их, второй ветикальный пресс с совмещенным штампом для штамповки верхних днищ из четных нижних днищ, транспортные средства для перемещения нижних днищ от первого пресса, разделения их на два равных потока (нечетных и четных), перемещения четных днищ к второму прессу, а также пневмоцилиндр для удаления верхних днищ в направлении, перпендикулярном их перемещению к штампу. Транспортые средства объединены и выполнены в виде неприводного рольганга, установленного между прессами с наклоном в сторону второго пресса. Линия снабжена узлом фиксации днищ в штампе второго пресса, выполненным в виде трех упоров, расположенных по окружности относительно центра штампа. Устройство для рубки обрези на мерные куски установлено на первом прессе непосредственно после штампа, содержит направляющие для горизонтального перемещения обрези ленты на расстоянии, меньшем, чем полтора шага подачи от центра штампа и выполнено в виде двух кронштейнов с парой ножей в каждом. Для удаления мерных кусков обрези смонтирован лоток между горизонтальными направляющими механизма рубки и рольгангом под углом к его оси. 1 з. п. ф-лы, 5 ил.
| Разработка СКБКМ, Воронеж | |||
| Линия для штамповки днищ модели ЛКБТ | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| рег | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
