Изобретение относится к обработке металлов давлением, а именно к изготовлению нижних и верхних днищ металлической тары типа барабанов и бочек.
Известен способ изготовления нижних и верхних днищ металлической тары типа барабанов и бочек, который заключается в том, что исходный материал разматывают, подают в совмещенный штамп первого пресса на шаг, равный диаметру вырубки и ширине перемычки между вырубками, штампуют нижние днища, перемещают их со штампа обрезью ленты, удаляют нижние днища из пресса и перемещают в направлении, перпендикулярном движению ленты. Затем поток нижних днищ разделяют на два равных потока (нечетные и четные) путем удаления четных днищ в направлении, параллельном движению ленты. Четные нижние днища как заготовки для штамповки верхних днищ, подаются на совмещенный штамп второго пресса. После штамповки верхние днища удаляются в направлении, перпендикулярном перемещению днищ в штамп, т.е. параллельно потоку нижних днищ от первого пресса. Плоскость штамповки у прессов находится на одном уровне. Обрезь ленты удаляют с позиции штамповки за пределы первого пресса и за пределы потока нижних днищ, перемещающихся от первого пресса. Затем обрезь ленты рубят на мерные куски, которые поступают в цеховую тару.
Техническим результатом изобретения является упрощение технологического процесса и повышение надежности работы межоперационного транспорта, а также увеличение среднечасовой производительности линии и снижение затрат на изготовление, внедрение и эксплуатацию линии.
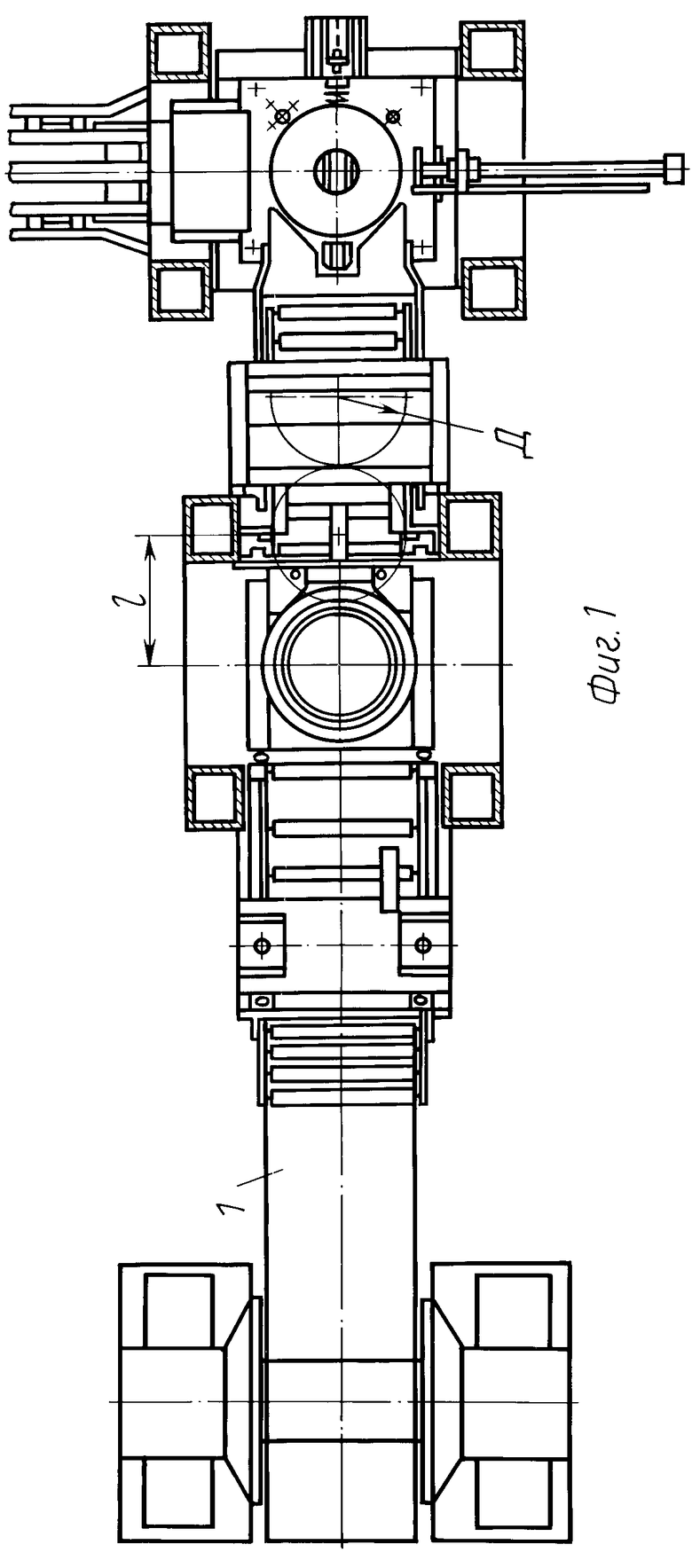
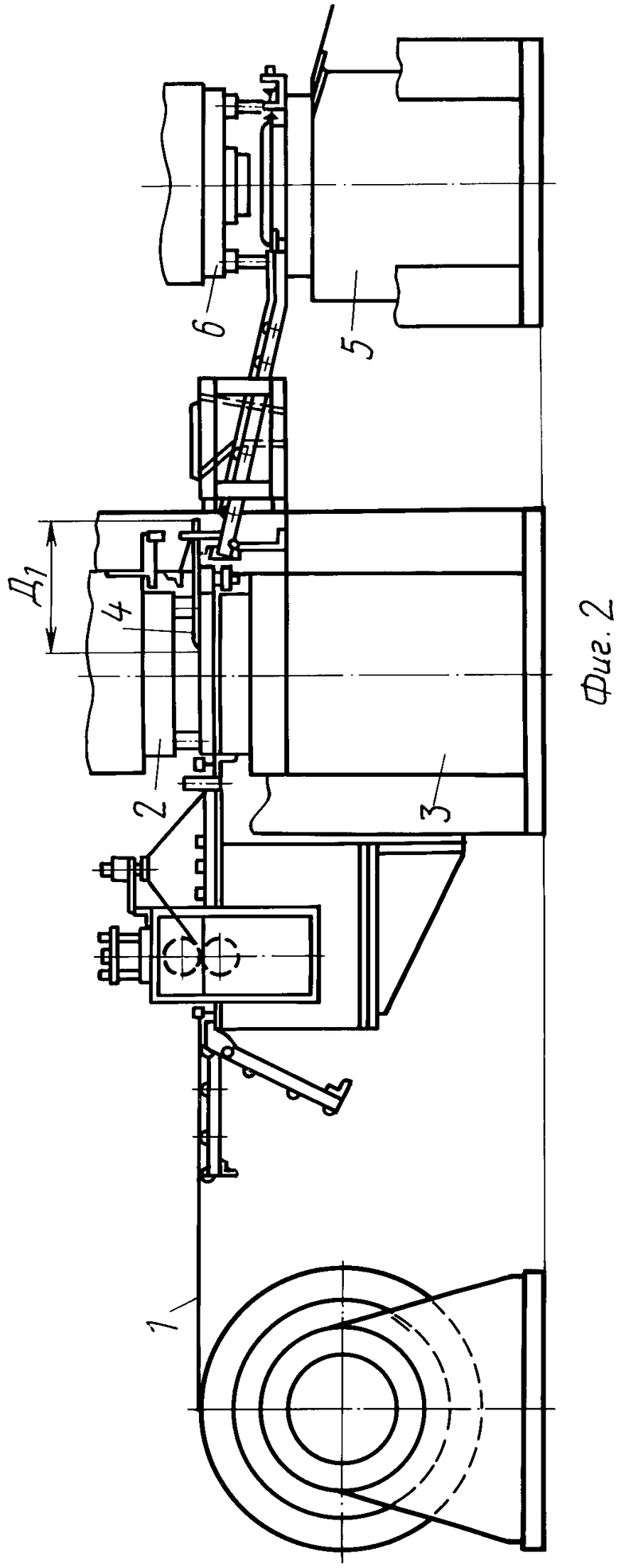
На фиг. 1 изображена схема способа изготовления нижнего и верхнего днищ металлической тары типа барабанов и бочек; на фиг. 2 то же, вид спереди.
Сущность способа заключается в следующем.
Исходный материал 1, представляющий собой сталь в рулонах, разматывают и подают в совмещенный штамп 2 первого пресса 3 на шаг l, равный диаметру D вырубки и ширине перемычки между вырубками. На первом прессе штампуют нижнее днище 4 с диаметром по фланцу D1 (D1 < D), которое после штамповки выталкивается на плоскость штампа 2. При перемещении ленты на следующий шаг обрезь ленты с вырубленным отверстием диаметром D перемещает нижнее днище 4 с диаметром фланца D1 по плоскости штампа до того момента, когда центр тяжести выйдет за пределы штампа и днище начнет перемещаться под действием силы тяжести по наклонной к плоскости штампа траектории к второму прессу 5, плоскость штампа которого установлена ниже плоскости штампа первого пресса. Нижние днища поступают на совмещенный штамп 6 второго пресса 5 и фиксируются в положении, при котором ось штампа совмещена с осью днища. Разделение потока нижних днищ на два равных потока (нечетные и четные) осуществляют следующим образом. При поступлении в штамп 6 четного нижнего днища по сигналу датчика ползун пресса 5 производит штамповку днища верхнего, затем оно удаляется в направлении, перпендикулярном траектории поступления заготовок днищ в штамп. При поступлении в штамп 6 нечетного нижнего днища пресс 5 не срабатывает и оно удаляется из штампа аналогично удалению верхнего днища. Таким образом, второй пресс через равные интервалы времени выдает для дальнейшей обработки нижнее днище, затем верхнее днище и т.д. Рубку обрези производят на расстоянии шага подачи ленты от центра штампа первого пресса одновременно со штамповкой последующего нижнего днища по линии, проходящей по оси отверстия вырубки, в ленте мерные куски удаляются под действием силы тяжести с момента их отделения от ленты по траектории, пересекающейся с траекторией перемещения нижних днищ к второму прессу в периоды, когда последующее нижнее днище еще находится на штампе первого пресса, а предыдущее уже поступило на штамп второго пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НИЖНИХ И ВЕРХНИХ ДНИЩ МЕТАЛЛИЧЕСКОЙ ТАРЫ ТИПА БАРАБАНОВ И БОЧЕК | 1993 |
|
RU2048941C1 |
| ГРЕЙФЕРНОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И ПЕРЕНОСА ЗАГОТОВОК ПО ПОЗИЦИЯМ ШТАМПА ПРЕССА | 1992 |
|
RU2028856C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРТ ПЕТЕЛЬ | 1993 |
|
RU2042462C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КОНСЕРВНЫХ БАНОК | 1992 |
|
RU2043816C1 |
| ЛЕТУЧИЙ МЕХАНИЗМ РЕЗА | 1992 |
|
RU2007284C1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1461566A2 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1745396A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ ИЗ ШТАМПА | 1967 |
|
SU224473A1 |
| Кривошипно-коленный чеканочный пресс | 1958 |
|
SU115710A1 |
Использование: обработка металлов давлением. Сущность изобретения: исходный материал разматывают, подают в совмещенный штамп первого пресса на шаг, равный диаметру вырубки и ширине перемычки между вырубками, штампуют нижние днища, перемещают их со штампа обрезью ленты, удаляют нижние днища из пресса, разделяют их на два равных потока: нечетные и четные. Четные в качестве заготовок подают на второй пресс, где штампуют из них на совмещенном штампе верхние днища, которые удаляют из пресса в направлении, перпендикулярном траектории поступления заготовок в пресс, обрезь ленты перемещают и рубят на мерные куски. Нечетные и четные нижние днища от штампа первого пресса перемещают в одном направлении под действием силы тяжести и фиксируют на совмещенном штампе второго пресса. Разделение нижних днищ на два равных потока производят удалением нечетных нижних днищ из штампа второго пресса в промежутках между штамповкой и удалением верхних днищ, а рубку обрези производят на расстоянии шага подачи ленты от центра штампа первого пресса одновременно со штамповкой последующего нижнего днища. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ НИЖНИХ И ВЕРХНИХ ДНИЩ МЕТАЛЛИЧЕСКОЙ ТАРЫ ТИПА БАРАБАНОВ И БОЧЕК, заключающийся в том, что исходный материал разматывают, подают в совмещенный штамп первого пресса на шаг, равный диаметру вырубки и ширине перемычки между вырубками, штампуют нижние днища, перемещают их со штампа обрезью ленты, удаляют нижние днища из пресса, разделяют их на два равных потока: нечетные и четные, четные подают на второй пресс, на котором штампуют из них на совмещенном штампе верхние днища, которые удаляют из пресса в направлении, перпендикулярном траектории поступления заготовок в пресс, а обрезь ленты перемещают и рубят на мерные куски, отличающийся тем, что нечетные и четные нижние днища от штампа первого пресса перемещают в одном направлении под действием силы тяжести и фиксируют на совмещенном штампе второго пресса, плоскость штамповки которого ниже плоскости штамповки штампа первого пресса, разделение нижних днищ на два равных потока производят удалением нечетных нижних днищ из штампа второго пресса в промежутках между штамповкой и удалением верхних днищ, а рубку обрези производят на расстоянии шага подачи ленты от центра штампа первого пресса одновременно со штамповкой последующего нижнего днища по линии, проходящей по оси отверстия вырубки в ленте, и удаляют мерные куски под действием силы тяжести с момента их отделения от ленты по траектории, пересекающейся с траекторией перемещения нижних днищ к второму прессу в периоды, когда последующее нижнее днище находится на штампе первого пресса, а предыдущее поступило на штамп второго пресса.
| Разработка СКБКМ г.Воронеж | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
