Предметом изобретения является пресс с вращающимся столом, в теле которого монтированы формы с подъемно-опускными поддонами.
В известных прессах поддон предназначен главным образом для выталкивания отформованного изделия и потому он совершает резкий подъем на всю высоту, до поверхности стола.
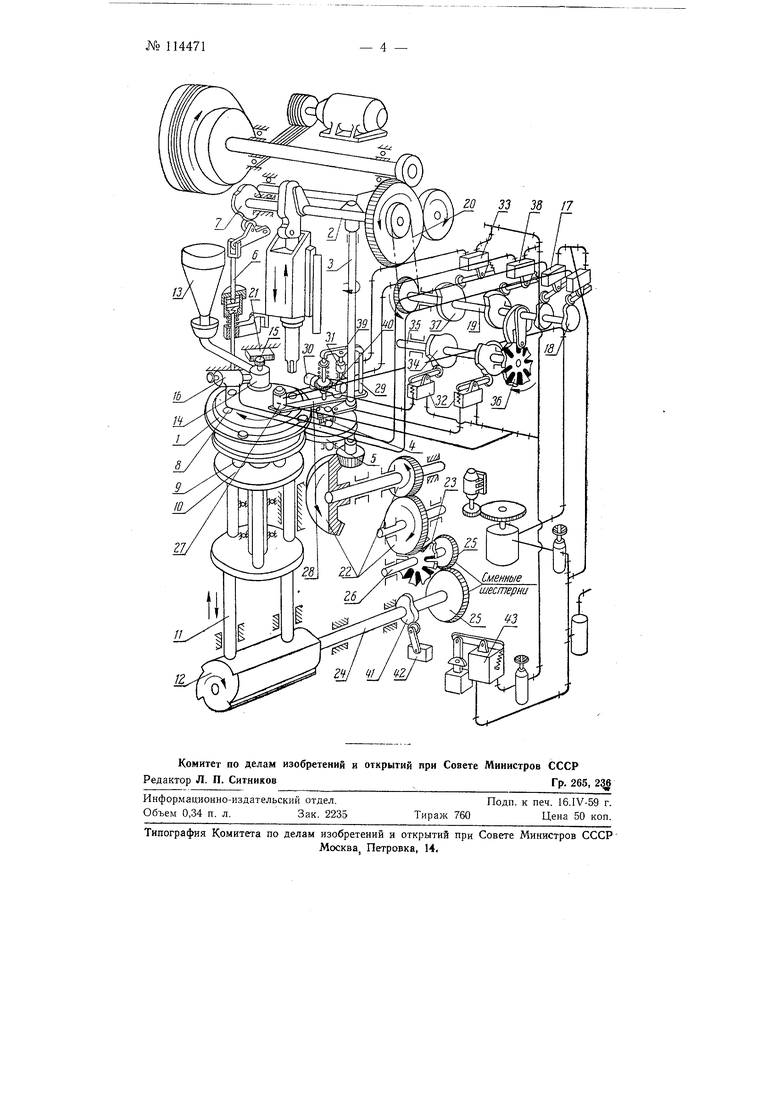
Предлагаемый пресс отличается от известных прессов ступенчатым подъемом пуансона. Это позволяет производить многократную засыпку сырьевой смеси и последовательно подпрессовывать каждый слой в отдельности, что необходимо при изготовлении стеклоэмалевого конденсатора, который состоит из чередующихся слоев стеклоэмалевого порошка и обкладок, нанесенных пульверизацией жидкого серебра. На чертеже изображена кинематическая схема предлагаемого револьверного пресса.
Револьверный стол / получает прерывистое вращательное движение от горизонтального вала 2 пресса через вертикальный вал 5 и мальтийский крест 4; на оси последнего сидит зубчатое колесо 5, сцепленное с зубчатым венцом револьверного стола. Точность остановки револьверного стола обеспечивается коническим фиксатором 6, приведенным в действие от кулака 7.
В револьверном столе закреплены четыре матрицы 8 со вставленными в них поддонами 9, опирающимися на диск 10, который поднимается и опускается с помощью толкателей //, взаимодействующих со ступенчатым - профилированным - барабаном 12.
Питатель пресса-автомата состоит из бункера 13, в который засыпается стеклоэмалевый порошок, и корпуса 14, в котором находится ворошитель 15. Корпус получает возвратно-поступательное движение от пневматического цилиндра 16, соединенного трубопроводом с клапанами
№ 114471
/7, приводимыми в действие от кулаков 18, сидящих на валу 19, получающем вращение от вала 2 посредством цепной передачи 20.
Ворошитель приводится в действие посредством неподвижной рейки 21 при перемещении корпуса ворошителя под действием пневматического цилиндра 16.
Ступенчатый профилированный барабан 12 получает прерывистое вращательное движение от вертикального вала 3 через систему зубчатых колес 22 и восьмипазный мальтийский крест 23. Для обеспечения возможности поворота вала 24 барабана 12 на рычажные углы в систему привода введена пара сменных зубчатых колес 25, ведущее из которых сидит на оси 26 мальтийского креста 23.
Устройство для нанесения обкладки состоит из пульверизатора 27, трафарета 28 с окнами, имеющими отбортовку, очистных щеток (непоказанных на чертеже) и очистного (калибровочного) пуанрона 29.
Периодическое включение пульверизатора для образования обкладки на спрессованном слое стеклоэмалевого порошка, а также поворот на 180° трафарета и очистка ее окон пуансоном осуществляются с помощью сжатого воздуха, поступающего в цилиндры 30 и 31, соответственно связанные трубопроводом с клапанами 32 и 33.
Клапаны 32 взаимодействуют с кулаками 34, сидящими на валу 35, получающем периодическое вращательное движение от вала 19 через мальтийский крест 36. Клапан 33 взаимодействует с кулаком 37. Включение пульверизатора 27 производится клапаном 38.
Пресс-автомат работает следующим образом.
Прежде чем попасть на позицию прессования, каждая из матриц револьверного стола проходит под корпусом 14 и заполняется стеклоэмалевым порощком. При остановке револьверного стола осуществляется прессование порошка в одной из матриц и нанесение обкладки (слоя серебра) на ранее спрессованный слой, находящийся в другой матрице.
Правильное взаиморасположение слоев обкладки и точная их граница обеспечиваются смещением относительно оси вращения окон трафаретной планки и наличием в ней отбортовки.
Перед началом поворота револьверного стола трафаретная планка и очистной пуансон поднимаются под действием пружин, а после его остановки опускаются под действием пневматического цилиндра 31; при этом отбортовка одного из окон трафаретной планки заходит в матрицу со спрессованным слоем порошка, подлежащим покрытию жидким серебром, а очистной пуадсон, продолжая опускаться после остановки трафаретной планки, очищает в последней второе окно. Различная величина опускания трафаретной планки и очистного пуансона достигается применением качающегося рычага 39, шарниряо соединенного сО штоком поршня пневматического цилиндра 31. Очистка наружной поверхности трафаретной планки производится во время ее поворота щетками.
После каждого поворота револьверного стола трафаретная планка поворачивается на 180°, вследствие чего ее окна меняются местами. Поворот трафаретной планки осуществляется двумя пневматическими цилиндрами 30 через рейку 40.
В тех случаях, когда на слой спрессованного стеклоэмалевого порошка не должна наноситься серебряная обкладка, производится выключение воздуха из клапанов, обслуживающих устройство для нанесения обкладки путем воздействия кулака 41 на конечник 42, который выключает электромагнит воздухораспределителя 43.
При выключении воздуха трафаретная планка под действием пружин поворачивается в нейтральное положение.
После того как во всех четырех матрицах спрессуется очередной слой стеклоэмалевого порошка, донья матриц опускаются на величину, равную толщине спрессованного слоя.
По окончании прессования последнего слоя барабаном 12 осуществляется одновременное во всех четырех матрицах выталкивание изделия.
В конце выталкивания верхняя поверхность доньев матриц находится заподлицо с поверхностью револьверного стола, причем стол к этому времени начинает поворачиваться, а вытолкнутые из матриц изделия направляются отсекателями (на чертежах не показаны) в кольцевой лоток, из которого затем попадают в приемный ящик.
Предмет изобретения
1.Револьверный пресс с горизонтально вращающимся столом, несущим матрицы с подъемно-опускными поддонами и питателем над ним, отличающийся тем, что, с целью формования на нем слоистого изделия, например стеклоэмалевого конденсатора, в котором слои стеклоэмалевого порошка чередуются с обкладкой жидкого серебра, наносимого пульверизацией, его поддоны совершают ступенчатый подъем вверх с последовательной запрессовкой каждого слоя порощка в отдельности и последующим нанесением слоя из другого вещества, например жидкого серебра.
2.Форма выполнения пресса по п. 1, о т л и ч а ю щ а я с я тем, что, с целью сообщения поддонам прерывистого - ступенчатого - подъема, он снабжен вращающимся ступенчатым - профилированным - барабаном, на поверхность которого опираются скользящие по нему опорные щтоки поддонов.
3.Форма выполнения пресса по п. 1, отличающаяся тем, что, с целью нанесения на каждый отпрессованный слой порошкообразного материала другого .слоя из жидкого вещества, он снабжен пульверизатором и монтированными под ним горизонтально подвижным трафаретом,; щеткой и пуансоном для очистки трафарета.
- 3 -№ 114471
| название | год | авторы | номер документа |
|---|---|---|---|
| Цепевязальный автомат | 1957 |
|
SU111976A1 |
| Кривошипно-коленный чеканочный пресс | 1958 |
|
SU115710A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| Автомат горячевысадочный для изготовления железнодорожных костылей | 1982 |
|
SU1134272A1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Автоматическое устройство для изготовления многослойных стеклоэмалевых конденсаторов | 1951 |
|
SU96496A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1974 |
|
SU535129A1 |
| ГРЕЙФЕРНОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И ПЕРЕНОСА ЗАГОТОВОК ПО ПОЗИЦИЯМ ШТАМПА ПРЕССА | 1992 |
|
RU2028856C1 |