Изобретение относится к обработке металлов давлением и может быть использовано в производстве для изготовления изделий типа консервных банок.
Известна автоматическая линия для штамповки консервных банок [1]
Известна также автоматическая линия для штамповки консервных банок, содержащая пресс-автомат для многорядовой вырубки и вытяжки с выходом заготовок двумя потоками, два пресса-автомата для многорядовой многопозиционной штамповки и пневматическую транспортную систему передачи заготовок [2]
Недостатком известных конструкций является сложность конструкции транспортных средств, а также то обстоятельство, что в случае вынужденной остановки одного из двух прессов линия вынуждена простаивать. Это снижает сменную производительность и продолжительность работы линии.
Задачей, решаемой изобретением, является повышение сменной производительности путем упрощения конструкции транспортных средств и увеличение продолжительности работы линии.
Для этого автоматическая линия для штамповки консервных банок содержит пресс-автомат для многорядовой вырубки вытяжки с выходом заготовок двумя потоками, два пресса-автомата для многорядовой многопозиционной штамповки и пневматическую транспортную систему передачи заготовок между прессами-автоматами, при этом прессы-автоматы для многорядовой штамповки расположены перпендикулярно прессу-автомату для многорядовой вырубки и вытяжки по обе стороны от его центральной оси. В состав транспортной системы входит устройство для равномерного распределения входящих двух потоков и направления потоков заготовок в зависимости от количества рядов штамповки многопозиционных прессов-автоматов влево и вправо, только влево и только вправо, содержащее раму с установленными с возможностью вертикального перемещения и связанными известным способом с коленчатым валом пресса-автомата для многорядовой вырубки и вытяжки заготовок форсунками, выполненными двухсторонними в центре и односторонними по бокам, и входящую в комплект, выбранную в зависимости от диапазона диаметров штампуемых изделий распределительную плату, состоящую из основания с пазами для прохода форсунок и сборных перегородок, выполненных из набора переставляемых планок, которые образуют проводки, при этом часть планок имеет отверстия для прохода воздушной струи.
При этом признаки, указанные после слова "прессы-автоматы для многорядовой штамповки расположены.", являются отличительными заявляемого изобретения от прототипа.
Существенные признаки, отличающие заявляемое изобретение от прототипа, достаточные во всех случаях, на которые распространяется испрашиваемый объем правовой охраны, а не являются признаками, характеризующими частные случаи выполнения автоматической линии для штамповки консервных банок. Данные признаки в своей совокупности позволяют решить поставленную задачу: повысить сменную производительность путем упрощения конструкции транспортных средств и увеличить производительность работы линии. Изобретение является промышленно-применимым, используется в разрабатываемом ЦБКМ оборудовании для изготовления консервных банок.
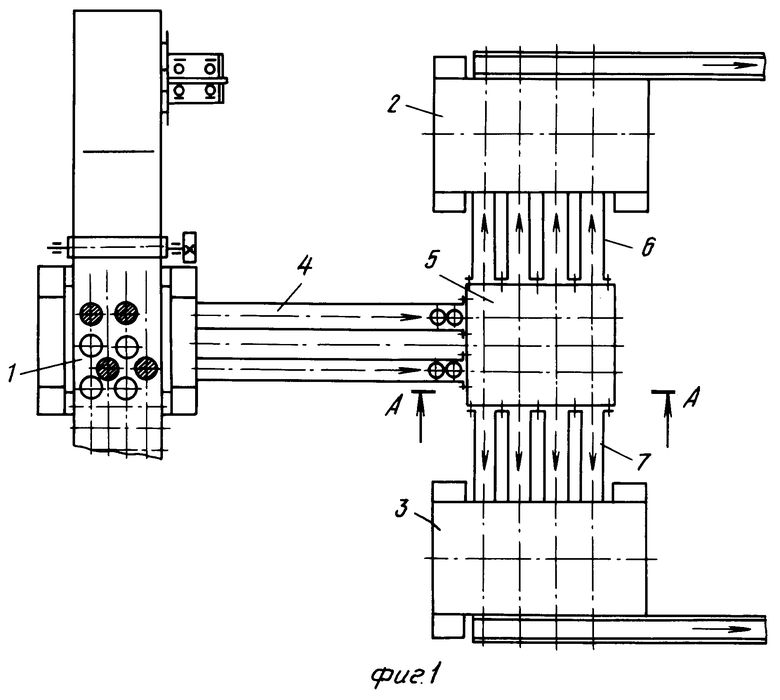
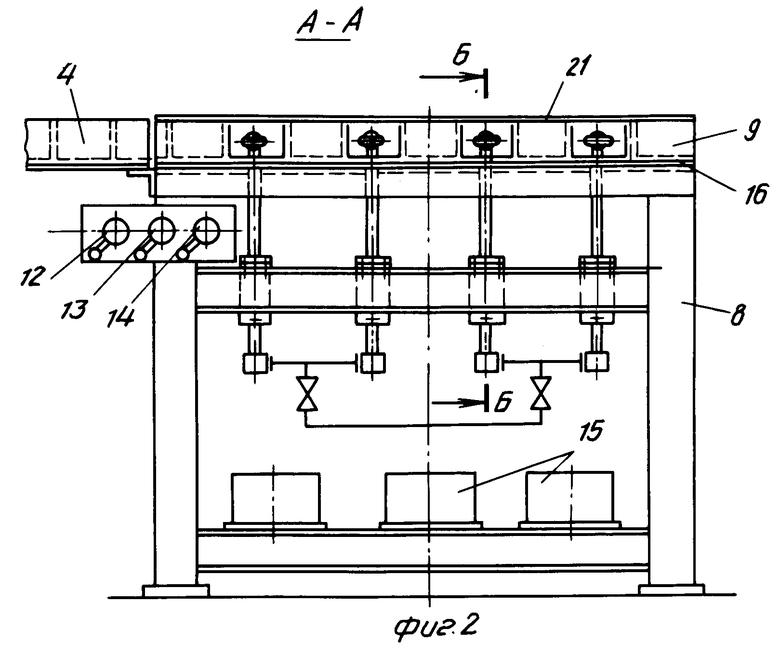
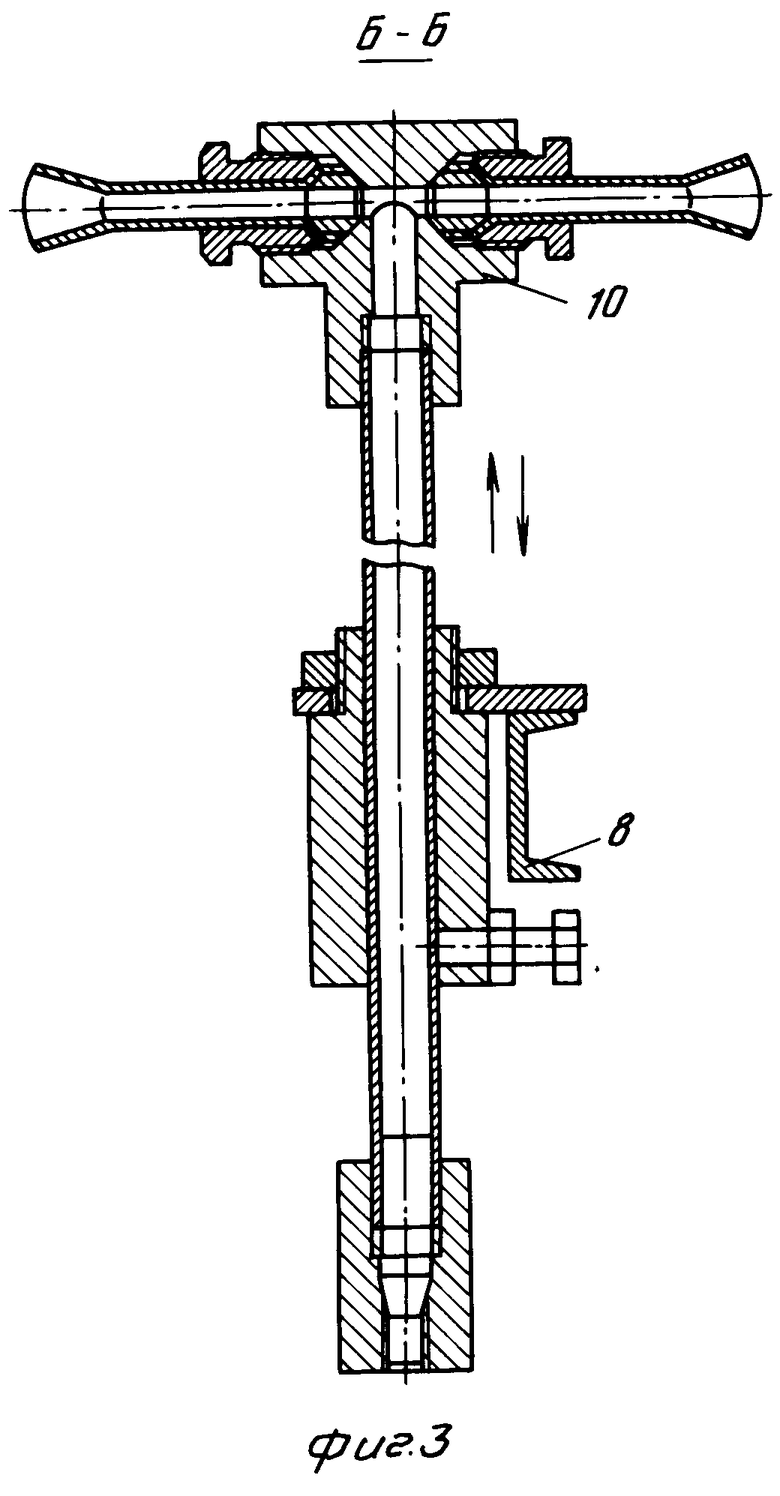
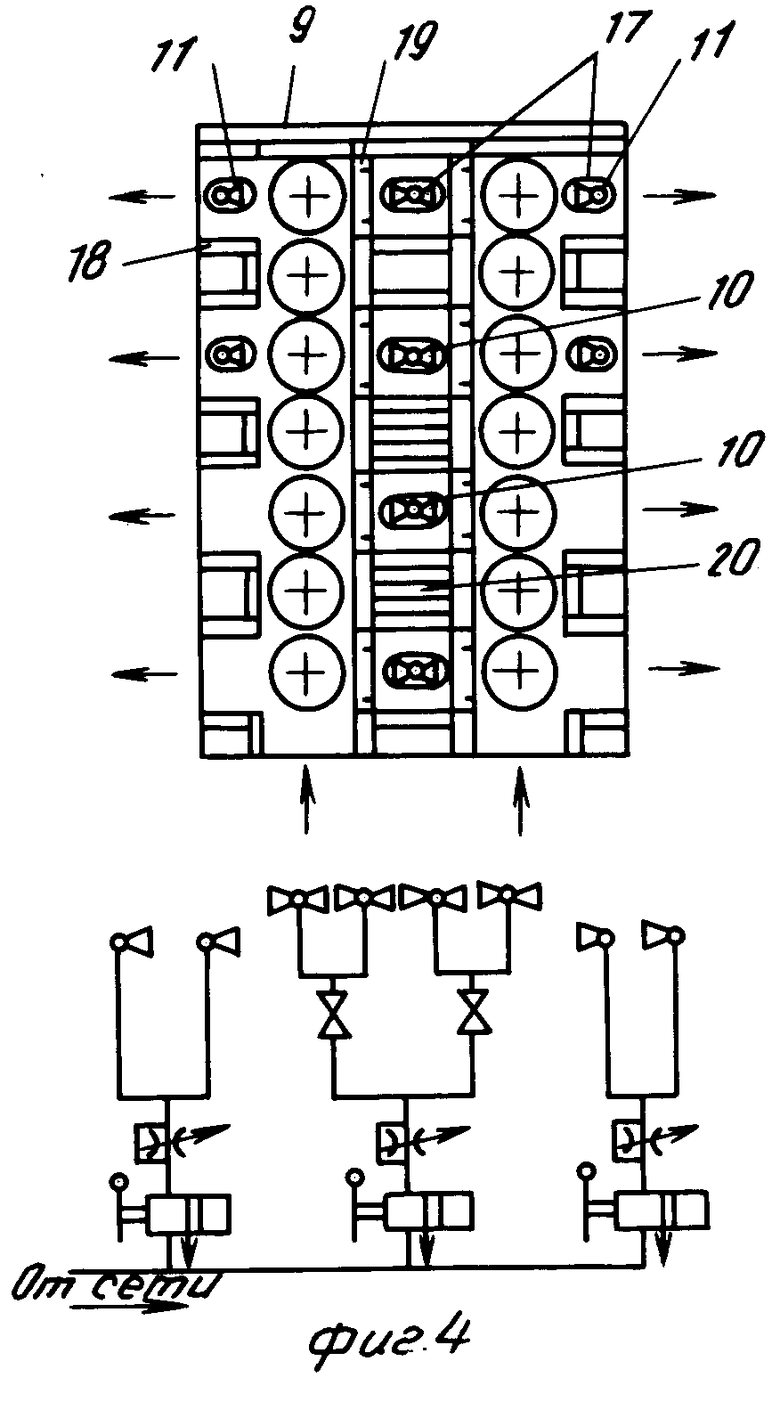
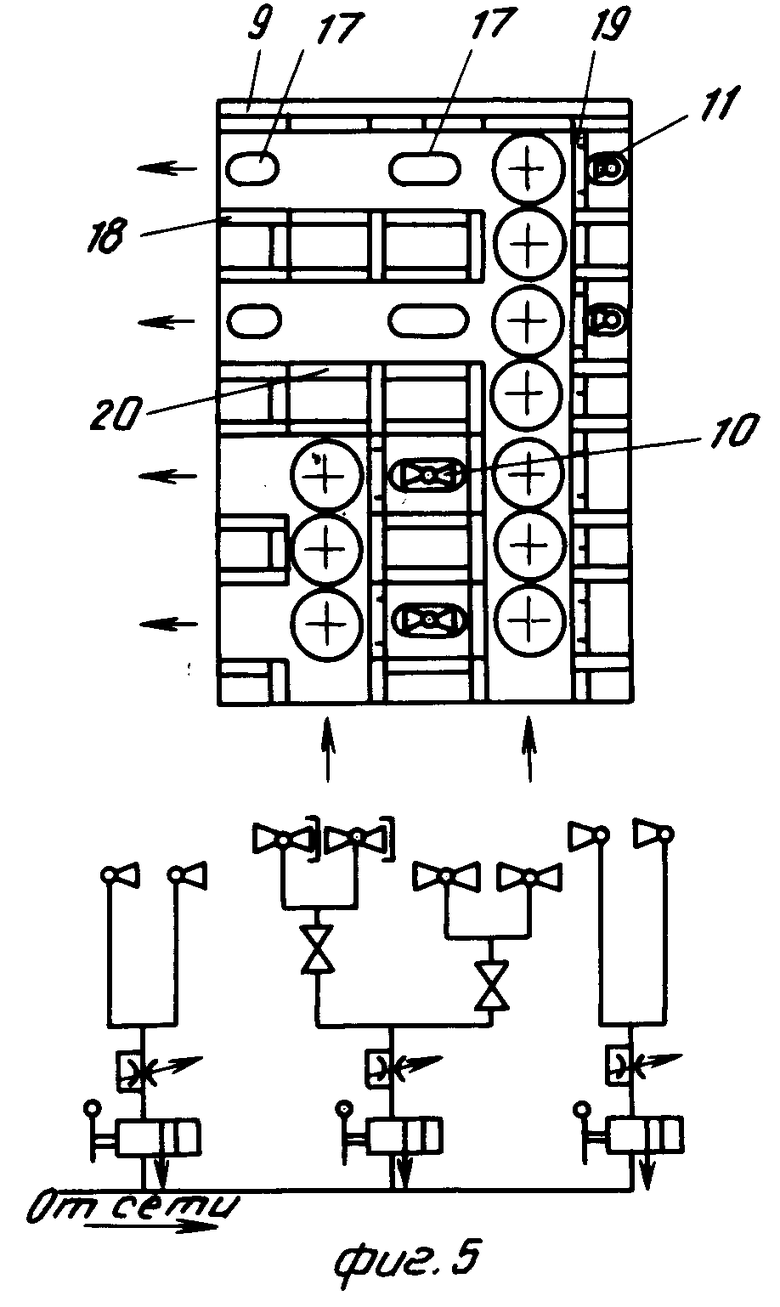
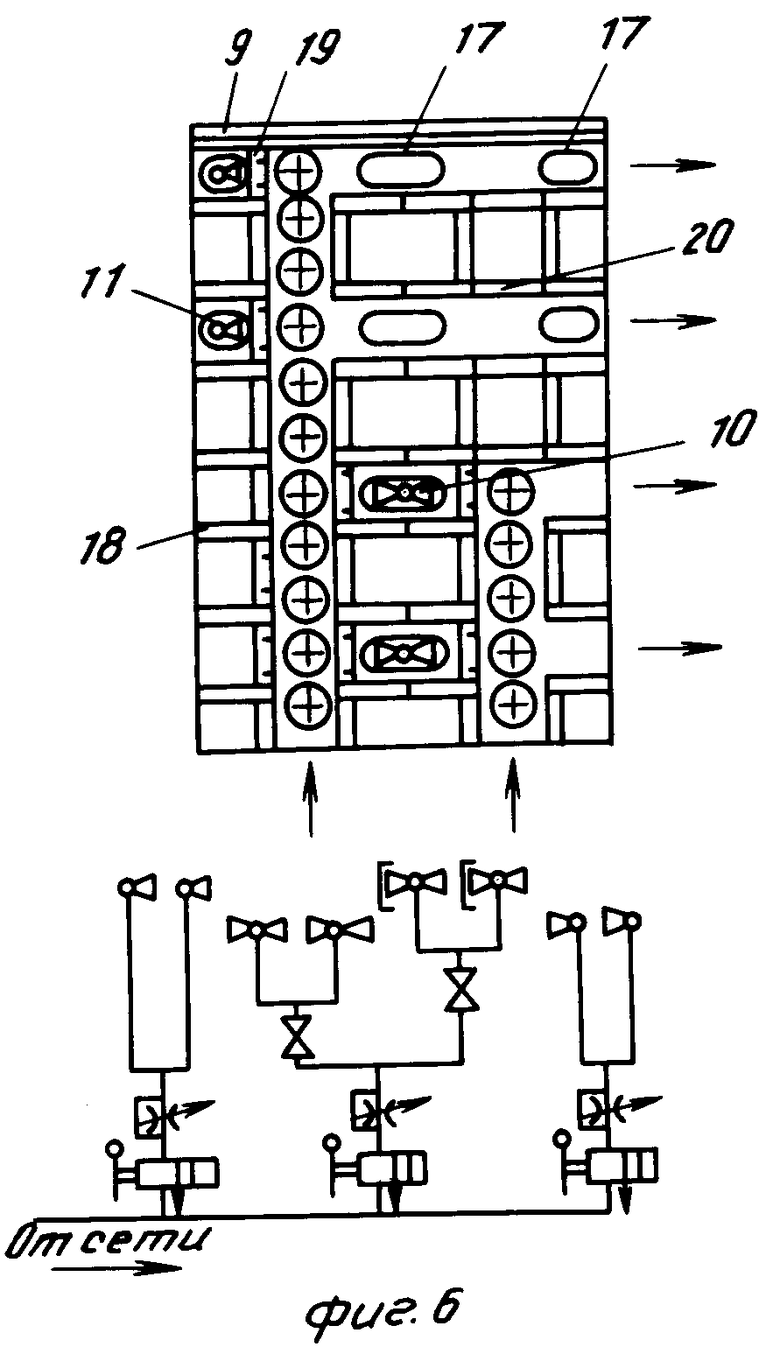
На фиг. 1 показана автоматическая линия для штамповки консервных банок, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. 4 распределение потока заготовок, влево и вправо; на фиг. 5 то же, только влево; на фиг. 6 то же, только вправо.
Автоматическая линия для штамповки консервных банок содержит пресс-автомат для многорядовой вырубки и вытяжки и два пресса-автомата для многорядовой многопозиционной штамповки 2 и 3, расположенных перпендикулярно прессу-автомату 1 по обе стороны от его центральной оси. Транспоpтная система передачи заготовок между прессом-автоматом 1 и прессами-автоматами 2 и 3 состоит из транспортеров выгрузки 3 и распределительного устройства 5, транспортеров загрузки левого 6 и правого 7. Транспортер 4 предназначен для накопления и передачи двумя потоками заготовок от пресса 1 к распределительному устройству 5.
Транспортеры 6 и 7 предназначены для накопления и передачи заготовок от распределительного устройства 5 к прессам 2 и 3 и имеют столько каналов для перемещения заготовок, сколько рядов штамповки на прессах 2 и 3.
Распределительное устройство 5 состоит из сварной рамы 8 и комплекта распределительных плит 9 в зависимости от диапазона диаметров штампуемых на прессе-автомате 1 заготовок.
Сварная рама 8 содержит установленные с возможностью вертикального перемещения двусторонние 10 и односторонние 11 форсунки. Двусторонние форсунки 10 расположены вдоль оси рамы на одном расстоянии друг от друга. Количество форсунок соответствует количеству рядов штамповки на прессах 2 и 3. Форсунки 11 расположены по обе стороны от оси рамы 8. Слева и справа расположено количество форсунок, равное половине количества рядов штамповки на прессах 2 и 3.
На раме 8 установлены три распределителя 12, 13, 14, которые управляют соответственно левыми, центральными и правыми форсунками, взаимодействуя с коленчатым валом пресса 1. Распределители осуществляют подачу и отключение сжатого воздуха через равные интервалы времени в соответствии с числом ходов ползуна пресса 1. Расход воздуха и, следовательно, напор струи регулируется дросселями 15.
На раме 8 установлена одна из входящих в комплект распределительных плит 9 в зависимости от диаметра заготовок банок. Распределительная плита состоит из основания 16, в котором имеются пазы 17 для прохода форсунок 10 и 11 и сборных перегородок 18, состоящих из набора планок, в том числе переставляемых двух типоразмеров, которые образуют проводки: два канала для поступления и накопления заготовок от пресса 1 и отводы от этих каналов для выдачи заготовок на прессы 2 и 3.
Планки 19 имеют отверстия для прохода воздушной струи и крышки 21 из листа прозрачного материала. Из планок 19, 20 устанавливается один из трех вариантов перегородок для равномерного распределения двух потоков и направления потоков заготовок влево и вправо, только влево или только вправо.
Работа линии заключается в следующем. В зависимости от диаметра штампуемых заготовок на прессе 1 на раму 8 устанавливается одна из комплекта распределительных плит 9. Для одновременной работы прессов 2 и 3 переналадка проводок осуществляется перестановкой планок 19, 20 (фиг. 4). Подвижные в вертикальном направлении форсунки 10 проходят через пазы 17 основания 10 и закрепляются в верхнем положении, при котором центры сопл находятся на уровне центра тяжести заготовок. Форсунки 11 установлены и закреплены в нижнем положении, при котором утоплены в пазах ниже верхней плоскости основания 16.
Распределители 12, 14 отключены, а распределитель 13 взаимодействует с коленчатым валом пресса 1, подавая в форсунки 10 сжатый воздух через определенные интервалы времени в зависимости от числа ходов пресса 1. При работе линии отштампованные на прессе 1 заготовки двумя потоками транспортером выгрузки 4 подаются к распределительному устройству 5. Проходя по каналам распределительного устройства, они накапливаются у отводов (фиг. 4). Через определенные интервалы времени струями сжатого воздуха из форсунок 10 заготовки выдаются в каналы транспортеров загрузки 6 и 7.
Если пресс 2 или 3 по каким либо причинам работать не может, линия не отключается, а после кратковременной остановки для переналадки готова к дальнейшей эксплуатации.
Переналадка заключается в следующем. Уменьшается число ходов ползуна пресса 1, сборные перегородки посредством переставляемых планок 19, 20 устанавливаются соответственно для направления потоков либо влево (фиг. 5), либо вправо (фиг. 6). Половина форсунок 10 опускаются и устанавливаются в нижнем положении, соответственно выдвигаются в верхнее положение форсунки 11 правые или левые. Дополнительно включается соответствующий распределитель 12 или 14 и перекрывается подача сжатого воздуха к опущенным форсункам.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРЕЙФЕРНОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И ПЕРЕНОСА ЗАГОТОВОК ПО ПОЗИЦИЯМ ШТАМПА ПРЕССА | 1992 |
|
RU2028856C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЖНИХ И ВЕРХНИХ ДНИЩ МЕТАЛЛИЧЕСКОЙ ТАРЫ ТИПА БАРАБАНОВ И БОЧЕК | 1993 |
|
RU2048942C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НИЖНИХ И ВЕРХНИХ ДНИЩ МЕТАЛЛИЧЕСКОЙ ТАРЫ ТИПА БАРАБАНОВ И БОЧЕК | 1993 |
|
RU2048941C1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРТ ПЕТЕЛЬ | 1993 |
|
RU2042462C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ПРОКЛАДОК | 1991 |
|
RU2035293C1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| ЛЕТУЧИЙ МЕХАНИЗМ РЕЗА | 1992 |
|
RU2007284C1 |
| Автомат многопозиционный для горячей объемной штамповки комплектных заготовок | 1982 |
|
SU1098648A1 |
| Кривошипно-коленный чеканочный пресс | 1958 |
|
SU115710A1 |
Использование: в производстве для изготовления изделий типа консервных банок. Задача повысить сменную производительность путем упрощения конструкции транспортных средств и увеличить продолжительность работы линии. Сущность изобретения: автоматическая линия для штамповки консервных банок содержит пресс-автомат для многорядовой вырубки и вытяжки с выходом заготовок двумя потоками, два пресс-автомата для многорядовой многопозиционной штамповки и пневматическую транспортную систему передачи заготовок между прессами автоматами. Прессы автоматы для многорядовой многопозиционной штамповки расположены перпендикулярно прессу автомату для многорядовой вырубки и вытяжки по обе стороны от его центральной оси. В состав транспортной системы входит устройство для равномерного распределения входящих двух потоков и направления потоков заготовок в зависимости от количества рядов штамповки многопозициионных прессов автоматов ( влево и вправо или только влево и только вправо). Упомянутое устройство содержит раму с установленными с возможностью вертикального перемещения и связанными известным способом с коленчатым валом пресса автомата для многорядной вырубки и вытяжки заготовок форсунками, выполненными двухсторонними в центре и односторонними по бокам. В комплект входит выбранная в зависимости от диапазона диаметров штампуемых изделий распределительная плита, состоящая из основания с пазами для прохода форсунок и сборных перегородок. Последние выполнены из набора переставляемых планок, которые образуют проводки. Имеется два канала для поступления и накопления заготовок и отводы от этих каналов для их выдачи, при этом часть планок имеет центральные отверстия для прохода воздушной струи. 6 ил.
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КОНСЕРВНЫХ БАНОК, содержащая пресс-автомат для многорядовой вырубки и вытяжки с выходом заготовок двумя потоками, два многопозиционных пресса-автомата для многорядовой штамповки и пневматическую транспортную систему передачи заготовок между прессами-автоматами, отличающаяся тем, что прессы-автоматы для многорядовой штамповки расположены перпендикулярно прессу-автомату для многорядовой вырубки и вытяжки по обе стороны от его центральной оси, транспортная система снабжена устройством для равномерного распределения входящих двух потоков и направления потоков заготовок в зависимости от количества рядов штамповки многопозиционных прессов-автоматов влево и вправо, только влево и вправо включающим в себя раму с установленными с возможностью вертикального перемещения и кинематически связанными с коленчатым валом пресса-автомата для многорядовой вырубки и вытяжки форсунками, выполненными дву- и односторонними и установленными соответственно в центре и по бокам, а также выбранную в зависимости от диапазона диаметров штампуемых изделий распределительную плиту, состоящую из основания с пазами для прохода форсунок и сборных перегородок, выполненных из набора переставляемых планок, образующих проводки в виде двух каналов для поступления и накопления заготовок и отводов от этих каналов для их выдачи, при этом часть планок имеет центральные отверстия для прохода воздушной струи.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Каталог фирмы "Stolle" США, ОН 1989. | |||
