Изобретение относится к металлообработке, в частности к чистовой обработке отверстий, преимущество гильз для блока цилиндров двигателей внутреннего сгорания.
Известны расточные инструменты (а.с. СССР № 532485, №539693, МКИ В23В 29/03), содержащие резцовую вставку с упругим резцедержателем или державкой, механизм деформирования державки и перемещаемый вдоль оси клин, взаимодействующий с элементом деформирования упругой державки.
Недостатком данного технического решения являются низкие технологические возможности устройства, заключающиеся в очень малом диапазоне диаметров обработки и относительно низкой жесткости и виброустойчивости инструмента.
Известна также расточная головка (патент РФ № 2236328, МКИ В23В 29/034), содержащая резцовые вставки с упругой державкой и механизм деформирования державки, состоящий из винта и копира в виде клина, перемещаемого вдоль оси оправки с помощью привода.
Недостатком данного технического решения являются сложность конструкции расточной головки и низкая ее виброустойчивость.
Технической задачей данного изобретения является упрощение конструкции, повышение виброустойчивости, производительности и качества обрабатываемых отверстий.
Поставленная техническая задача решается тем, что расточная головка, включающая корпус, в котором установлена, по меньшей мере, одна резцовая вставка с режущим элементом и механизм отвода режущего элемента после расточки отверстия в обрабатываемой детали, содержит две направляющие, переднюю и заднюю. Между направляющими установлена резцовая вставка, передняя направляющая взаимодействует с отверстием обрабатываемой детали от предыдущей обработки, а задняя с поверхностью обрабатываемого отверстия, каждая направляющая имеет жесткую и упругую часть, причем жесткая и упругая части имеют возможность взаимодействовать с отверстием, выполненным по нижнему значению допуска на отверстие, а упругая часть с отверстием, выполненным по верхнему значению этого же допуска.
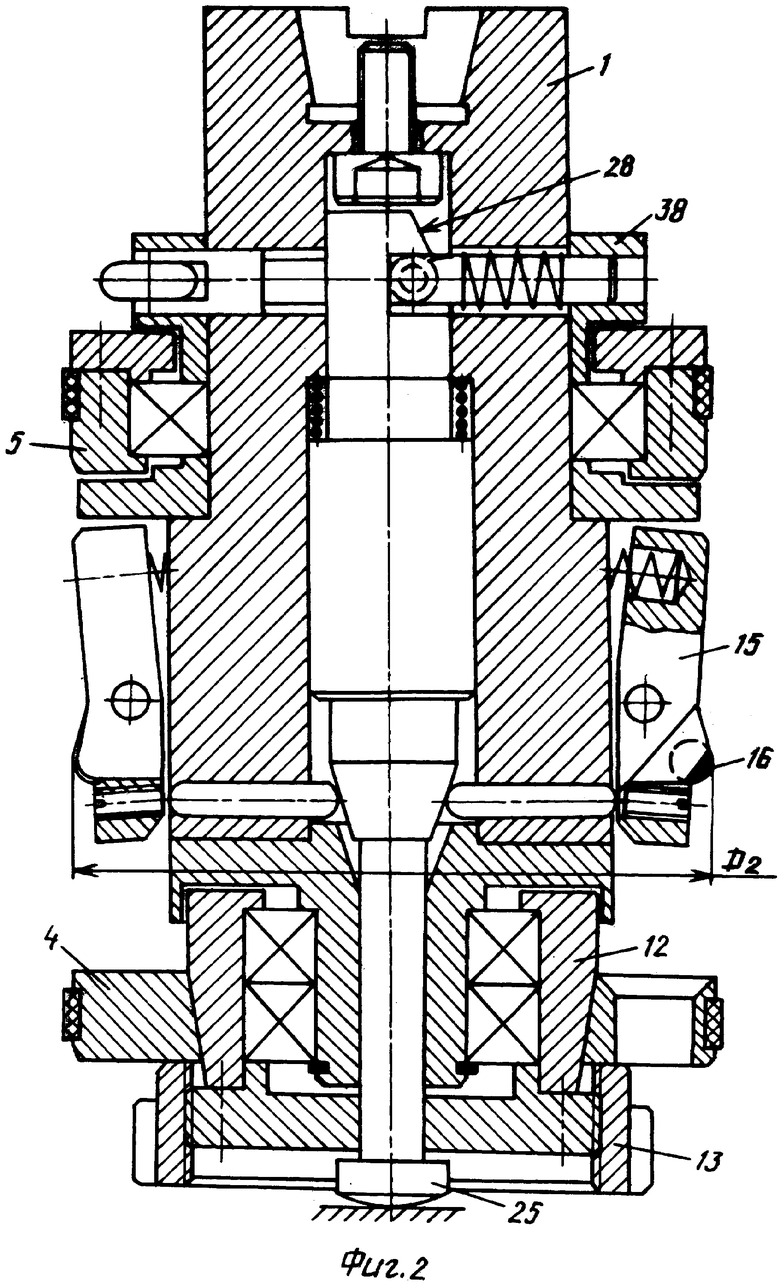
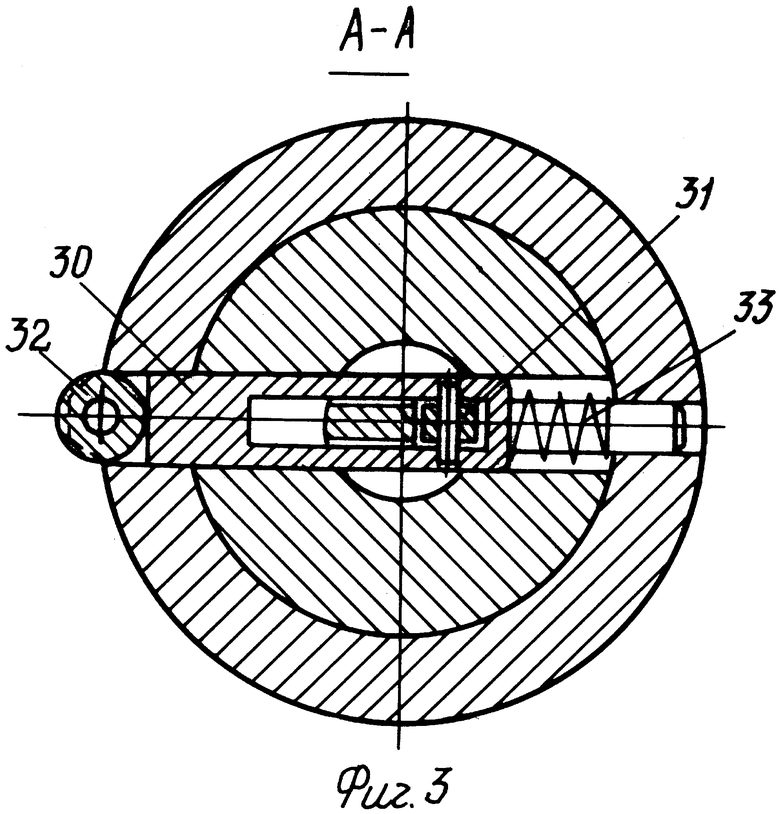
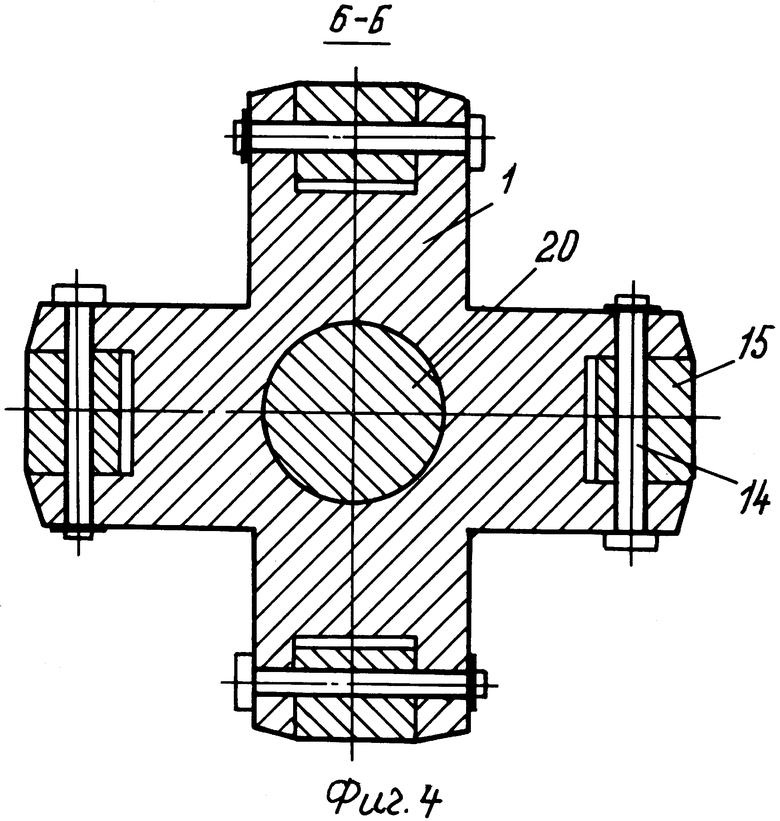
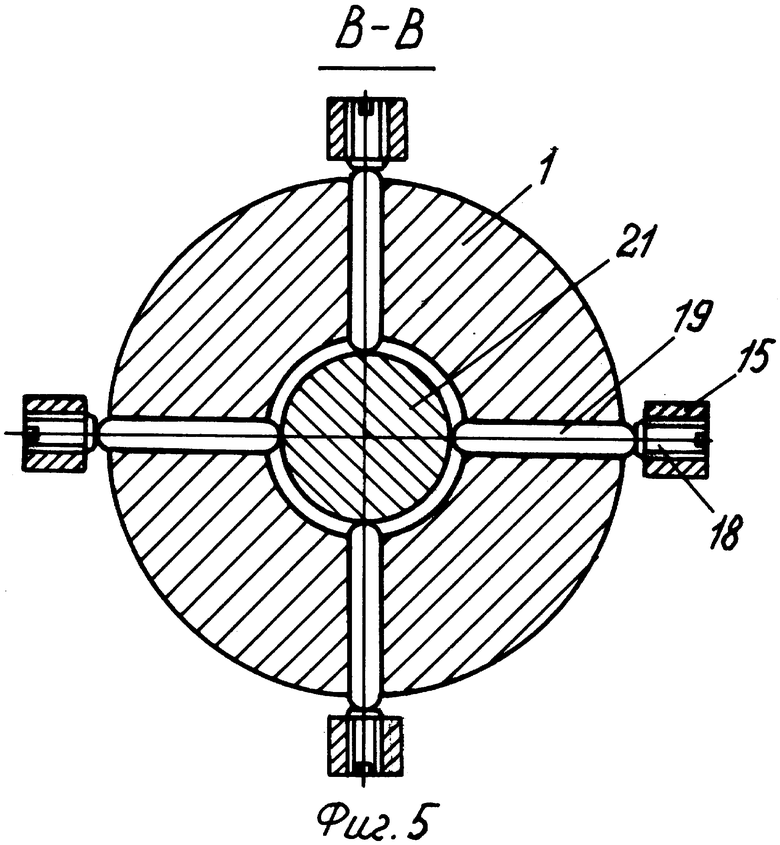
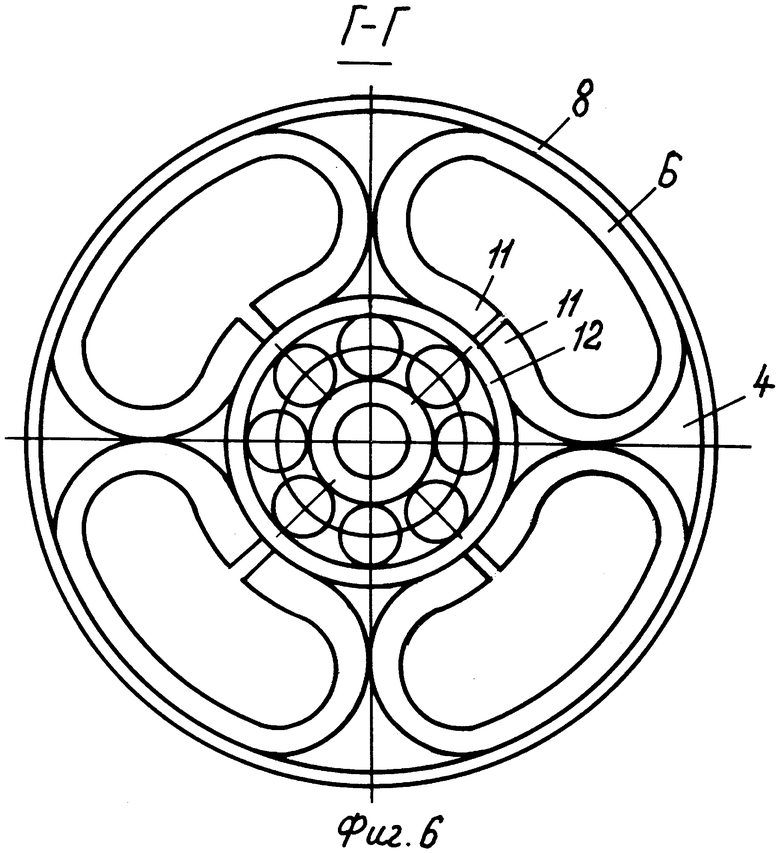
Сущность изобретения поясняется графически, где на фиг.1 изображен общий вид расточной головки в рабочем положении, разрез; на фиг.2 - общий вид расточной головки в нерабочем положении, разрез; на фиг.3 - разрез А-А, фиг.1; на фиг.4 - разрез Б-Б, фиг.1; на фиг.5 - разрез В-В, фиг.1; на фиг.6 - разрез Г-Г, фиг.1.
Расточная головка состоит из корпуса 1, в подшипниках 2 и 3 которого установлены две направляющие: передняя 4 и задняя 5 соответственно. В свою очередь каждая из направляющих 4 и 5 содержит жесткую часть 6 и 7 и упругую часть 8 и 9 соответственно. Жесткая часть 6 и 7 в виде диска, диаметром, выполненным или настроенным на нижнее отклонение диаметров (от предыдущей обработки D1 и обрабатываемого D) отверстия 10 растачиваемой детали типа гильзы цилиндров. Упругая часть 8 и 9 выполнена в виде манжеты из упругого материала с необходимой жесткостью и износостойкостью, например из полиуретана, и настроена на работу как по нижнему, так и верхнему отклонению диаметров D1 и D отверстия 10. Передняя направляющая 4 выполнена регулируемой за счет своей эластичной конструкции и позволяющей настраиваться на различные диаметры Di=D1 (фиг.1, 6) в определенном узком диапазоне при перемещении ее ступицы 11 по корпусу 12 с помощью гайки 13. Задняя направляющая 5 может быть выполнена нерегулируемой при стабильном (не корректируемом) диаметре D. Между направляющими 4 и 5 в корпусе 1 на шарнире 14 установлена, по меньшей мере, одна резцовая вставка 15 с режущим элементом 16. Резцовая вставка 15 представляет собой коромысло, одно плечо которого взаимодействует с пружиной 17, а другое, в то время, поджимается регулировочным винтом 18, установленным на ней, к толкателю 19. Регулировочный винт 18 служит для настройки режущих элементов 16 на обрабатываемый диаметр D. Толкатель 19 взаимодействует также с плунжером 20 механизма быстрого отвода режущего элемента 16 от обрабатываемого отверстия 10. Плунжер 20 своим корпусом 21 подпружинен в рабочем положении пружиной 22 для надежного центрирования к конусу 23 крышки 24. На одном конце плунжера 20 смонтирована вращающая опора 25, которая имеет возможность взаимодействовать с неподвижным упором 26 после осевого перемещения головки на расстояние L. На другом конце плунжера 20 имеется стопор 27 с клиновой поверхностью 28 и опорной поверхностью 29. На фиксаторе 30, служащим для фиксации плунжера 20 в осевом направлении и от поворота, установлены два ролика 31 и 32. Ролик 31 взаимодействует с поверхностью 28 с помощью пружины 33 в рабочем положении плунжера 20 и с поверхностью 29 с помощью пружины 22 в нерабочем его положении, т.е. при отводе режущих элементов 16 от обработанного отверстия 10 на расстояние Δ=(D-D2)/2. Ролик 32 взаимодействует с конусным отверстием 34, выполненным на неподвижном фланце 35, установленном концентрично пиноли 36 шпинделя станка. Корпус 1 крепится на пиноли 36 с помощью оправки 37. Фиксатор 30, кроме перечисленных функций, может выполнять роль ограничителя осевого перемещения кольца 38, а следовательно, и подшипника 3.
Работает расточная головка следующим образом. Вначале расточная головка должна быть установлена в исходное положение - когда ролик 32 касается конуса 34, а ролик 31 клиновой поверхности 28. Режущий элемент 16 настраивается винтом 18 на обрабатываемый диаметр D. Затем включается вращение и подача шпинделя, а следовательно, и расточной головки. Передняя направляющая 4 входит в отверстие 10 и режущий элемент 16 касается обрабатываемой детали, начинается расточка отверстия с диаметра D1 на D. Когда консоль пиноли 36 увеличивается, в отверстие 10 входит задняя направляющая 5. После выхода режущего элемента 16 из зоны резания и прохождения опорой 25 расстояния L она упирается в упор 26. Далее головка перемещается еще на расстояние (a), стопор 27 поднимается и ролик 31 оказывается на опорной поверхности 29. Плунжер 20 с конусом 21 фиксируется в поднятом положении (фиг.2). Толкатели 19 в это время касаются конуса 21, а пружина 17 поворачивает резцовую вставку 15 вокруг шарнира 14 и отводит режущие элементы от обработанной поверхности на диаметр D2<D. Затем подается команда на подъем пиноли и расточная головка поднимается до касания ролика 32 конуса 34. Происходит расфиксация плунжера 20 и возврат режущих элементов 16 в рабочее положение, т.е. установка их на размер D, и цикл по обработке повторяется.
Данная расточная головка позволяет вести безвибрационную обработку с высокими скоростями резания с использованием сверхтвердых материалов, тем самым повышая производительность и качество обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА | 1993 |
|
RU2042477C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2236328C1 |
| РАСТОЧНАЯ ОПРАВКА | 2010 |
|
RU2440216C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2007 |
|
RU2349426C2 |
| Устройство для прошивки профильных отверстий на токарном станке | 2018 |
|
RU2706989C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2009 |
|
RU2399462C1 |
| ТОКАРНЫЙ РЕЗЕЦ | 2023 |
|
RU2803707C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2000 |
|
RU2175591C1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ МОДУЛЕЙ | 1991 |
|
RU2014196C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МОДУЛЕЙ | 2004 |
|
RU2268107C1 |
Изобретение относится к области металлообработки, чистовой обработке отверстий, преимущественно гильз для блока цилиндров двигателя внутреннего сгорания. Головка включает корпус, в котором установлена по меньшей мере одна резцовая вставка с режущим элементом и механизм быстрого отвода режущего элемента после расточки отверстия в обрабатываемой детали. Для упрощения конструкции, повышения виброустойчивости, производительности и качества обрабатываемых отверстий она содержит две направляющие: переднюю и заднюю, между которыми установлена резцовая вставка. Передняя направляющая предназначена для взаимодействия с отверстием обрабатываемой детали от предыдущей обработки, а задняя - с поверхностью обрабатываемого отверстия. Каждая направляющая имеет жесткую и упругую части, причем жесткая и упругая части имеют возможность взаимодействовать с отверстием, выполненным по нижнему значению допуска на отверстие, а упругая часть - с отверстием, выполненным по верхнему значению упомянутого допуска. 4 з.п. ф-лы, 6 ил.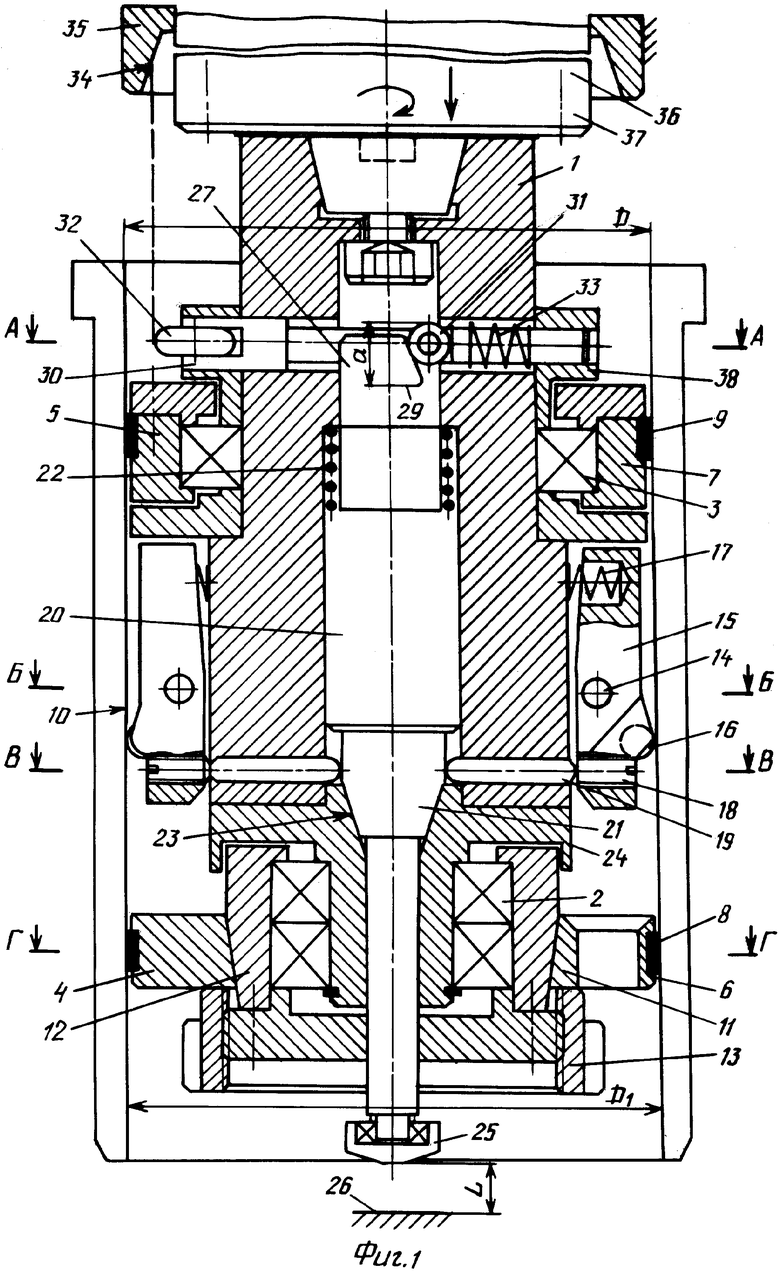
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2236328C1 |
| Устройство для отвода резца от обработанной поверхности | 1975 |
|
SU539693A1 |
| Инструмент для обработки глубоких отверстий | 1975 |
|
SU576168A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1994 |
|
RU2104827C1 |
| US 4343576 A, 10.08.1982. | |||

