Изобретение относится к машиностроению, а именно к обработке материалов резанием и может быть использовано на всех машиностроительных предприятиях для эффективной обработки заготовок абразивными кругами.
Изобретение направлено на расширение технологических возможностей эластичных шлифовальных кругов, а именно обеспечение возможности их эффективного использования при обработке плоских поверхностей.
Известны сборные абразивные инструменты, в том числе торцовые, абразивонесущие элементы которых установлены в корпусе и связаны с ним через упругие элементы, выполненные в виде пружин, упругих колец, упругих трапецеидальных вставок, упругих дисков, стальных упругих держателей коробчатой формы.
Наличие упругих элементов в конструкциях рассмотренных инструментов позволяет демпфировать колебания, возникающие в технологической системе при обработке поверхностей, имеющих погрешности формы, волнистость и другие макронеровности. Это способствует повышению стойкости шлифовальных инструментов, улучшению качества обработанных поверхностей.
Известно, что взаимодействие абразивного зерна (АЗ) с обрабатываемой поверхностью носит ударный характер, причем скорость в момент удара может достигать 100 м/с и более. При жестком закреплении АЗ это приводит к их разрушению, ужесточению силового и температурного режимов обработки, а следовательно, снижению стойкости круга и качественных характеристик обработанных поверхностей. В рассмотренных выше конструкциях сборных шлифовальных инструментов абразивонесущие элементы имеют жестко закрепленные АЗ, что не позволяет демпфировать ударные нагрузки, возникающие при их взаимодействии с обрабатываемой поверхностью.
Известны конструкции эластичных абразивных инструментов, АЗ которых закреплены в упругой связке, а также специальные круги, выполненные в виде камеры со сжатым воздухом, на периферии которых тем или иным способом закреплена абразивная лента (Щеголев В.А, Уланова В.М. Эластичные абразивные и алмазные инструменты (теория, конструкция, применение). М. Машиностроение, 1988, с. 184). Такие инструменты позволяют демпфировать колебания в технологической системе, связанные как с наличием макронеровностей на обрабатываемой поверхности, так и с ударным взаимодействием АЗ и обрабатываемой поверхности
Однако обработка эластичными инструментами характеризуется следующими недостатками:
копируются погрешности формы шлифуемой заготовки, что при высоких требованиях к точности формы деталей обуславливает необходимость их предварительной обработки "жестким" инструментом;
степень копирования погрешностей зависит от жесткости инструмента, определяющей как кинематику (величину площади контакта), так и динамику (уровень вибраций) процесса;
при использовании высокоэластичных инструментов ухудшаются условия теплообмена, что особенно важно при резании с большими врезными подачами (предваpительное шлифование);
затрудняется подвод СОЖ в зону шлифования.
Наиболее близкими по технической сущности к изобретению является выбранная в качестве ближайшего аналога конструкция эластичного шлифовального инструмента, выполненного в виде эластичной камеры, заполненной рабочей средой, на торце которой нанесен абразивный слой.
Однако в известном круге нельзя регулировать жесткость инструмента в зависимости от условий обработки.
Цель изобретения расширение технологических возможностей эластичного абразивного инструмента.
Цель достигается тем, что круг имеет эластичную герметичную камеру, заполненную средой, имеющей большой коэффициент объемного (теплового) расширения, камера армирована кольцом из тонкой стальной ленты и на ее боковую (торцовую) поверхность нанесен абразивный слой.
Нанесение абразивного слоя на боковую поверхность круга позволяет использовать эластичный круг переменной жесткости для эффективной (с большой площадью контакта) обработки плоских поверхностей, т.е. технологические возможности эластичного круга переменной жесткости расширяются.
Абразивный слой на боковой поверхности эластичного круга может быть нанесен каким-либо известным способом: путем наклеивания абразивной шкурки, вулканизации абразивного слоя на каучуковой связке и др.
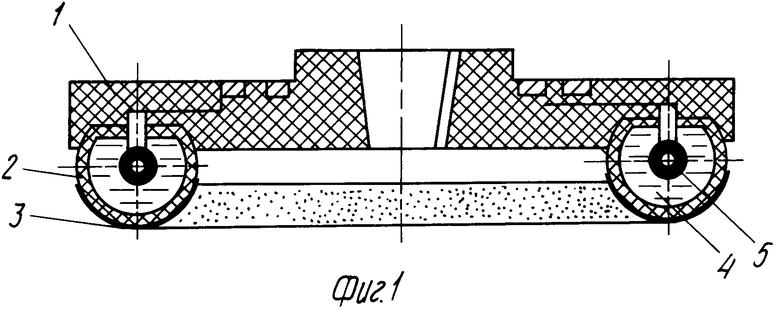
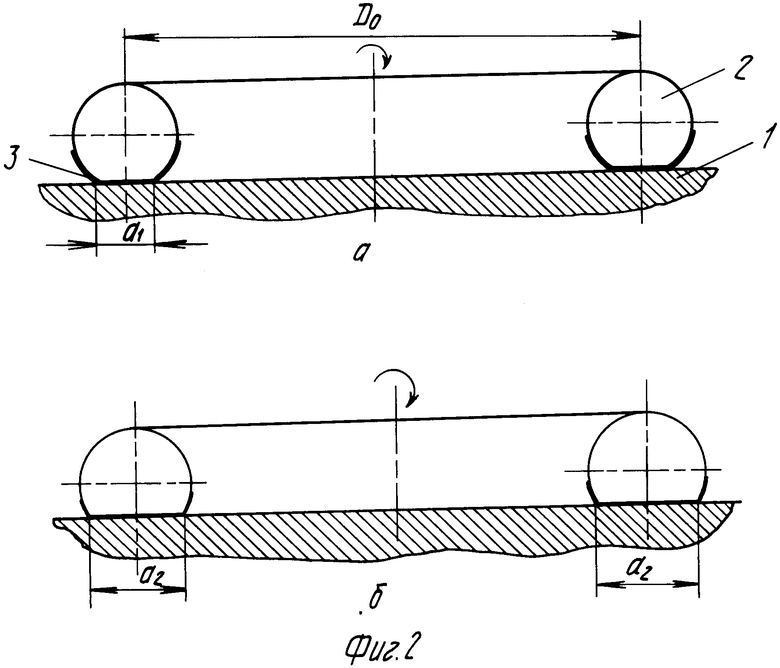
На фиг.1 изображен торцовый эластичный шлифовальный круг; на фиг.2 схема шлифования предлагаемым кругом.
Круг состоит из корпуса 1, на котором закреплена (например, приклеена) эластичная герметичная камера 2 с нанесенным на боковую поверхность абразивным слоем 3. Камера заполнена жидкостью 4, имеющей большой коэффициент объемного расширения. Внутри камеры размещен электрический нагревательный элемент 5, который вместе с камерой закреплен на корпусе 1 круга.
Шлифование осуществляется следующим образом.
С помощью регулирующего устройства устанавливают максимальное давление жидкости в камере Рж1, обеспечивая тем самым наибольшую жесткость круга. Площадь контакта инструмента и заготовки в этом случае минимальна и равна величине S1, определяемой длиной хорды а1, т.е. S1≈πD0a1 (фиг.2а), зависящей от упругих свойств круга и усилия прижима круга к заготовке. Осуществляют предварительное шлифование, удаляя основную часть припуска и обеспечивая требуемую плоскостность обрабатываемой поверхности. Минимальные значения хорды а1 на предварительном этапе шлифования облегчают подвод СОЖ в зону резания, что приводит к снижению высокого температурного режима, характерного для данного способа шлифования.
После съема основного припуска давление в камере уменьшают до значения Рж2, обеспечивая тем самым снижение жесткости инструмента, а следовательно, увеличение площади его контакта с обрабатываемой поверхности до значения S2, определяемого длиной хорды а2, т.е. S2 ≈π D0а2 (фиг.2б). Увеличение площади контакта приводит к соответствующему увеличению числа одновременно режущих зерен, уменьшению толщины срезанной стружки, уменьшению нагрузки на отдельные зерна, в результате чего улучшаются микрогеометрические характеристики обработанных поверхностей.
Цикл шлифования может быть построен и из трех и более этапов, например, предварительное, чистое, окончательное шлифование.
Таким образом применение предложенного эластичного круга по сравнению с прототипом позволяет эффективно обрабатывать не только цилиндрические, но и плоские поверхности.
Изобретение представляет значительный интерес для народного хозяйства, так как позволяет эффективно (с высокой производительностью) обрабатывать высококачественные плоские поверхности, путем обработки их торцовым эластичным кругом.
Предлагаемое решение не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛАСТИЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2151049C1 |
| Комбинированный шлифовальный инструмент | 1989 |
|
SU1696290A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2275295C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113340C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2153976C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1993 |
|
RU2042497C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1996 |
|
RU2153968C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2002 |
|
RU2217295C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2212326C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147983C1 |
Использование: на всех машиностроительных предприятиях для эффективной обработки заготовок абразивными кругами. Сущность изобретения: круг выполнен в виде упругой камеры. Внутри камеры размещен электрический нагреватель. Камера заполнена рабочей жидкостью, обладающая свойством объемного расширения при нагревании. 2 ил.
ТОРЦЕВОЙ ЭЛАСТИЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ, выполненный в виде упругой камеры, заполненной рабочей средой, на торце которой размещен абразивный слой, отличающийся тем, что круг снабжен электрическим нагревательным элементом, размещенным в камере, а в качестве рабочей среды выбрана жидкость, обладающая свойством объемного расширения при нагревании.
| Способ шлифования поверхностей деталей | 1972 |
|
SU534351A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
