Изобретение относится к технологии машиностроения, к обработке металлов резанием, может быть использовано при глубинном периферийном шлифовании материалов, предрасположенных к дефектообразованию в виде прижогов и микротрещин, и предназначено для осуществления шлифования деталей с регулированием теплового потока, направленного в деталь.
Известно устройство для комбинированного шлифования, включающее сборный абразивный круг, выполненный в виде жестко закрепленных на корпусе элементов с крупнозернистым абразивным слоем и элементов с мелкозернистым абразивным слоем, связанных с механизмом их радиального перемещения [1].
Недостатками известного устройства являются ударные воздействия абразивных элементов на обрабатываемую поверхность заготовки, которые не обеспечивают плавности процесса, уменьшают виброустойчивость, обусловленную наличием впадин, снижают прочность инструмента, качество и производительность обработки.
Известно устройство для комбинированного шлифования, включающее в себя сборный абразивный круг, выполненный в виде жестко закрепленных на корпусе элементов с крупнозернистым абразивным слоем и элементов с мелкозернистым абразивным слоем, связанных с механизмом их радиального перемещения, последний установлен между корпусом и абразивонесущими элементами и выполнен в виде эластичного баллона с источником регулируемого давления, при этом устройство снабжено упругими прокладками, расположенными между баллоном и элементами с крупнозернистым абразивным слоем [2].
Недостатками известного устройства являются ударные воздействия прерывистых абразивных элементов на обрабатываемую поверхность заготовки, которые не обеспечивают плавности процесса, уменьшают виброустойчивость, обусловленную наличием впадин, снижают прочность инструмента, качество и производительность обработки.
Задачей изобретения является упрощение конструкции и повышение качества и производительности абразивной обработки за счет периодического, последовательного воздействия на обрабатываемую поверхность неподвижной части инструмента с абразивным крупнозернистым аксиально-смещенным режущим слоем, работающим в режиме осциллирующего шлифования, а затем воздействием кольцеобразного рабочего подвижного мелкозернистого абразивного органа, при этом сохранив достоинства непрерывного процесса и преимущества прерывистого шлифования.
Поставленная задача решается предлагаемым сборным шлифовальным кругом для комбинированной обработки, который содержит неподвижный диск и подвижный режущий орган, связанный с механизмом его радиального перемещения, причем неподвижный диск и подвижный режущий орган выполнены соответственно с крупнозернистым и мелкозернистым периферийными абразивными слоями, при этом упомянутые абразивные слои выполнены аксиально-смещенными с одинаковыми углами наклона и с обеспечением осцилляции в одной фазе.
Кроме того, сборный шлифовальный круг снабжен двумя распорными кольцами, а подвижный режущий орган расположен на ступице неподвижного диска и выполнен кольцеобразным и пружинным с перекрывающими друг друга концами, стянутыми пружинами растяжения для уменьшения его диаметра, при этом внутренняя поверхность подвижного режущего органа образована двумя усеченными конусами с общим основанием, лежащим в его плоскости симметрии, и сопряжена с двумя распорными кольцами.
При этом сборный шлифовальный круг снабжен торцовой крышкой, а механизм радиального перемещения подвижного режущего органа установлен внутри него на ступице неподвижного диска между последним и торцовой крышкой и выполнен в виде эластичного торообразного баллона с источником регулируемого давления, при этом упомянутые распорные кольца расположены с торцов баллона и подпружинены пружинами сжатия.
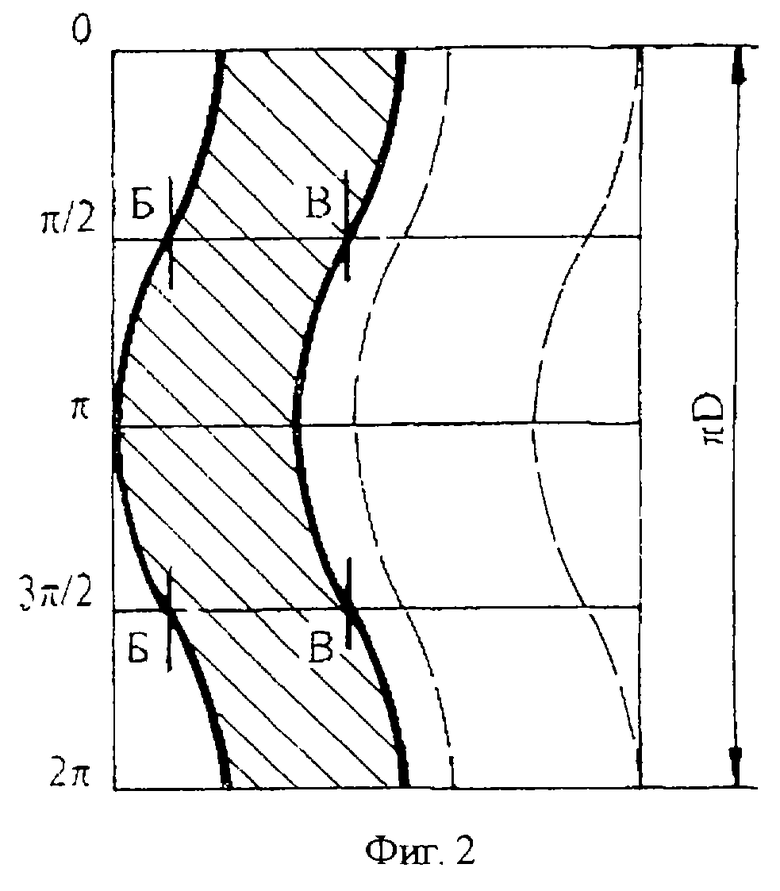
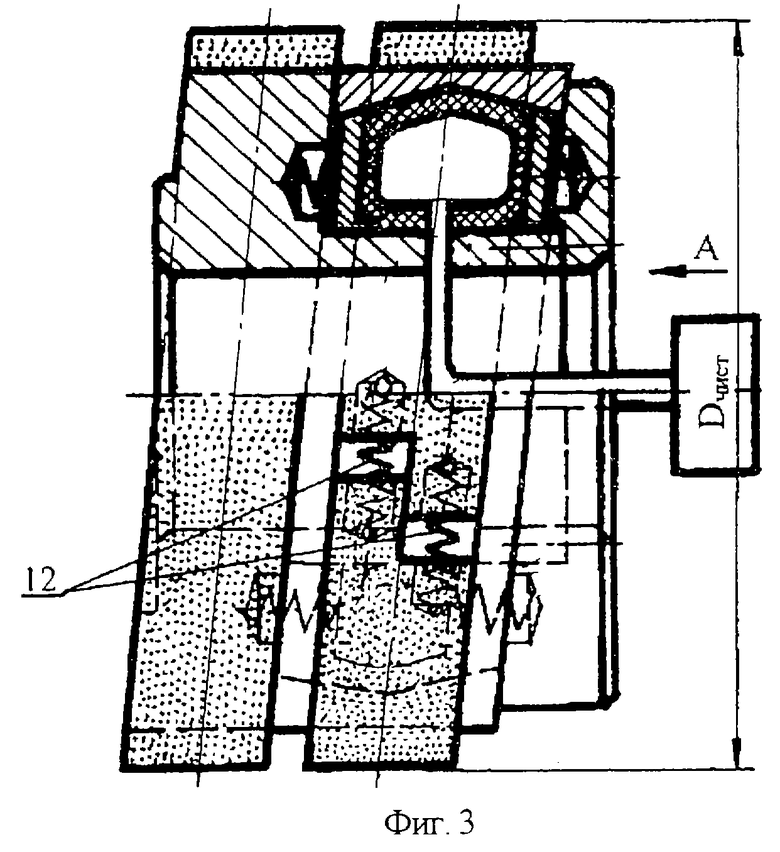
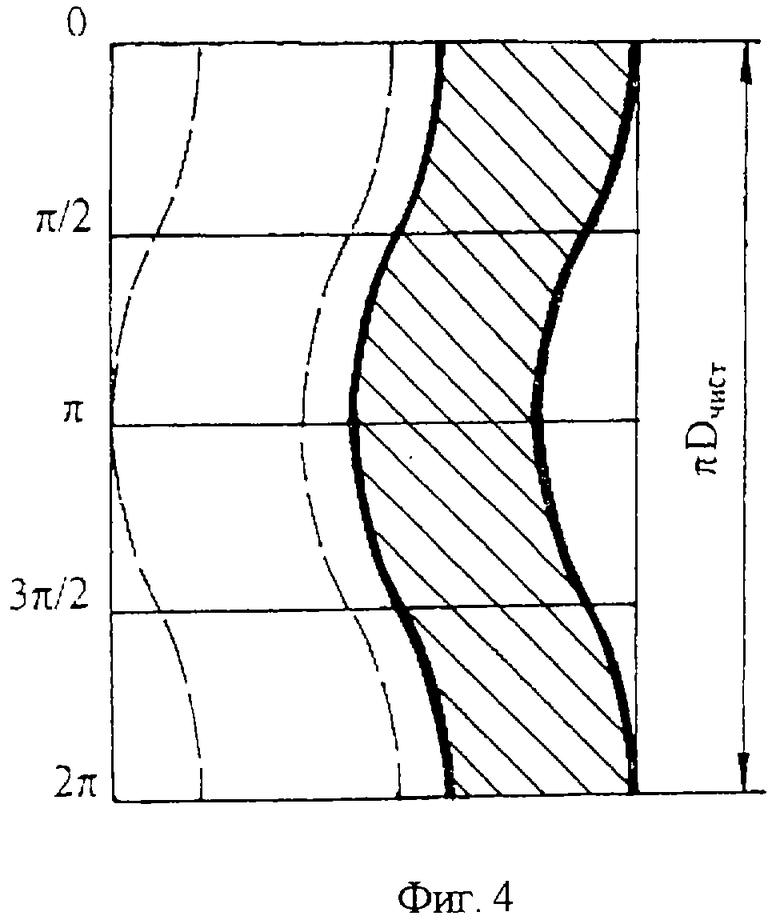
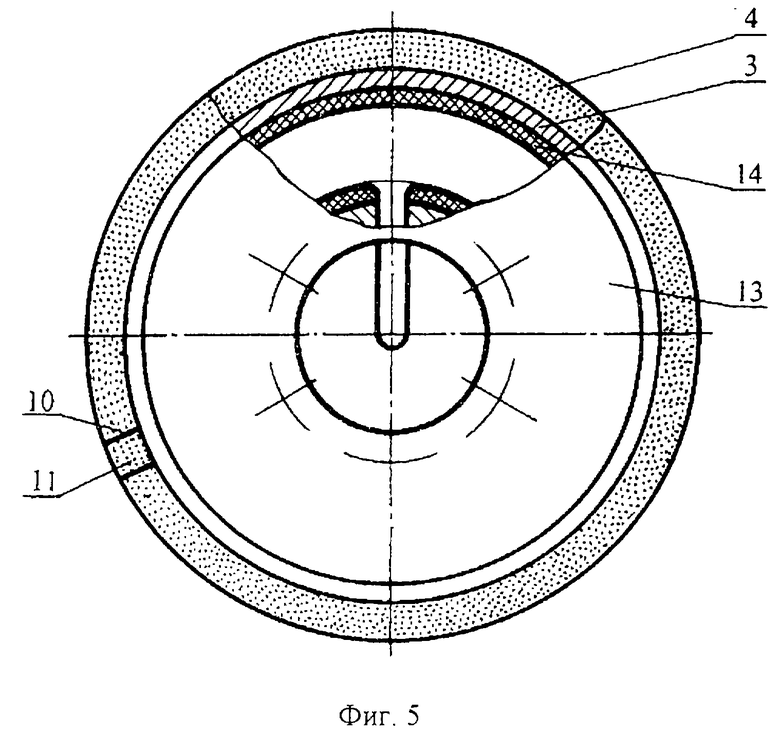
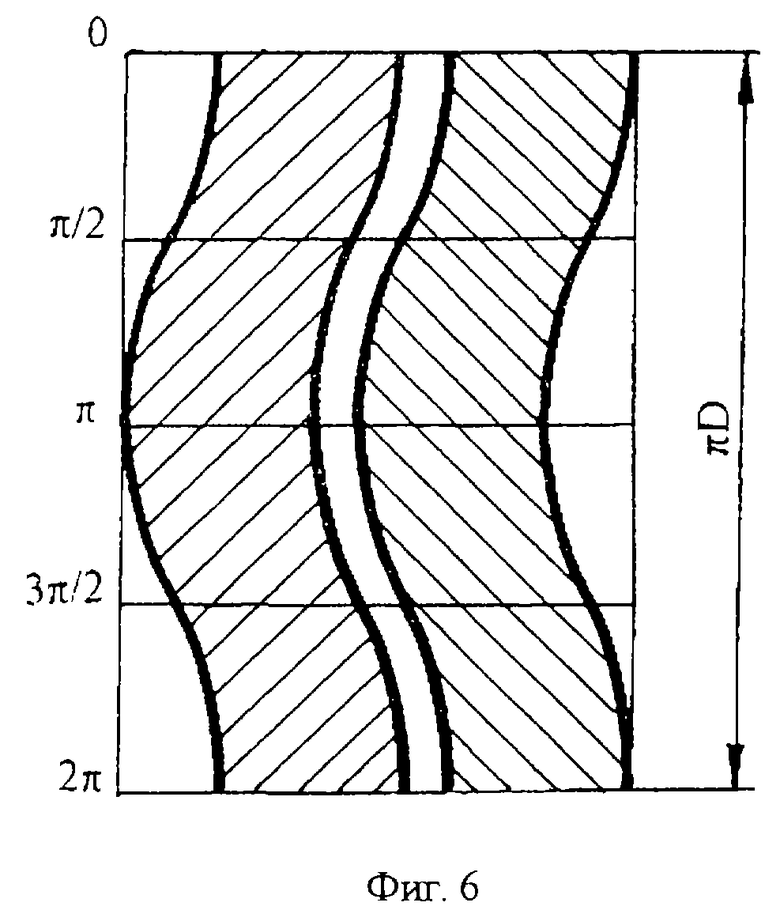
На фиг.1 показан сборный шлифовальный круг, работающий в режиме чернового шлифования, частичный продольный разрез; на фиг.2 - развертка следа неподвижной крупнозернистой абразивной части круга на обрабатываемой поверхности заготовки, работающего в режиме чернового шлифования; на фиг.3 - сборный шлифовальный круг, работающий в режиме чистового шлифования, частичный продольный разрез; на фиг.4 - развертка следа подвижной мелкозернистой абразивной части круга на обрабатываемой поверхности заготовки, работающего в режиме чистового шлифования; на фиг.5 - вид по А на фиг.3; на фиг.6 - развертка следов абразивных частей круга на обрабатываемой поверхности заготовки, работающего в режиме возможного варианта шлифования одновременно черновой крупнозернистой и чистовой мелкозернистой абразивными частями.
Сборный шлифовальный круг (фиг.1, 3, 5) выполнен в виде неподвижного диска 1 с периферийным абразивным слоем 2 и подвижного режущего органа 3, связанного с механизмом его радиального перемещения.
Черновое шлифование осуществляют периферийным абразивным слоем 2 неподвижного диска 1, который выполнен крупнозернистым и аксиально-смещенным, при этом угол наклона аксиально-смещенного режущего слой к плоскости перпендикулярной к оси вращения равен α.
Черновое шлифование аксиально-смещенным режущим абразивным слоем 2 позволяет ужесточить режимы резания, не опасаясь прижогов и микротрещин, возникающих по причине высокой температуры в зоне резания при традиционном шлифовании.
Таким образом, повышение производительности черновой обработки производится за счет осцилляции зоны резания неподвижного диска 1.
На фиг. 2 сплошной линией показана развертка следа абразивной части 2 неподвижного диска 1 на обрабатываемой поверхности заготовки, работающего в режиме чернового шлифования, а пунктирной линией - не участвовавший в работе подвижный режущий элемент.
Чистовое шлифование осуществляют мелкозернистым с аксиальным смещением периферийным абразивным слоем 4 подвижного режущего органа 3 путем его радиального перемещения (фиг. 3). Угол наклона аксиально-смещенного режущего слоя к плоскости, перпендикулярной к оси вращения подвижного органа 3, также равен α.
Подвижный режущий орган 3 расположен на ступице 5 неподвижного диска 1 и выполнен кольцеобразным и пружинным, внутренняя поверхность которого образована двумя усеченными конусами 6 и 7 с общим основанием, находящимся в плоскости симметрии 8.
Внутренняя поверхность кольцеобразного режущего органа 3 сопрягается с двумя распорными кольцами 9, при этом концы 10 и 11 кольцеобразного органа 3 перекрывают друг друга и стягиваются пружинами 12 растяжения, стремящимися уменьшить в диаметре кольцеобразный подвижный рабочий орган 3.
Радиальное перемещение режущего подвижного органа 3 осуществляется механизмом, установленным на ступице 5 между неподвижным диском 1 и торцовой крышкой 13 внутри подвижного кольцеобразного режущего органа 3 и выполненным в виде эластичного торообразного баллона 14 с источником регулируемого давления 15, при этом механизм снабжен двумя распорными кольцами 9, расположенными с торцов баллона 14, и распорными пружинами 16.
На фиг. 4 показана развертка следа подвижной мелкозернистой абразивной части круга на обрабатываемой поверхности заготовки, работающего в режиме чистового шлифования (фиг.3).
Как видно, при чистовом переходе повышается качество и производительность обработки за счет ввода новой режущей мелкозернистой абразивной поверхности, которая имеет аксиальное смещение и позволяет увеличить режимы резания и гарантировать бесприжоговую обработку.
Переход с режима чистового шлифования на режим черновой обработки осуществляется на ходу уменьшением давления в эластичном баллоне 14, перемещением распорных колец 9 к плоскости симметрии 8 подвижного органа 3 под действием пружин 16 сжатия и уменьшения в диаметре кольцеобразного рабочего органа 3 за счет действия пружин 12 растяжения, закрепленных на концах 10 и 11 рабочего органа 3.
Сборный шлифовальный круг для комбинированной обработки работает следующим образом.
Черновая обработка производится неподвижным диском 1 с аксиально-смещенным режущим слоем 2. В это время абразивный слой элемента 3 не касается обрабатываемой поверхности - давление воздуха в эластичном баллоне 14 отсутствует (фиг.1-2).
После снятия основного чернового припуска крупнозернистым абразивным элементом 2 диска 1 повышают давление в эластичном баллоне 14.
За счет повышения давления эластичный баллон 14 воздействует на распорные кольца 9, которые, преодолевая сопротивление пружин 16, перемещаются в продольном направлении, приближаясь одно к диску 1, другое - к торцовой крышке 13. При этом кольца 9, сопрягаясь с двойной конической внутренней поверхностью упругого кольцеобразного рабочего органа 3, радиально перемещают последний.
Рабочий орган 3, увеличиваясь и достигая диаметра Dчист, большего, чем диаметр D абразивного слоя 2 неподвижного диска 1, производит чистовую обработку только мелкозернистым абразивным слоем (фиг.3, 4).
Возможен второй вариант (фиг.6) - при глубинной однопроходной обработке одновременно крупнозернистый абразивный слой 2 снимает черновой припуск, а мелкозернистый абразивный слой, идущий вслед за крупнозернистым абразивным слоем, обрабатывает окончательно.
Осцилляция крупнозернистого и мелкозернистого абразивных слоев выполнена в одной фазе, так как эти слои параллельны и установлены под единым углом α к плоскости, перпендикулярной оси вращения.
Величиной перемещения режущей поверхности подвижного рабочего органа 3 и его жесткостью можно управлять в широких пределах изменением давления в эластичном баллоне 14.
Известно [3], чтобы снизить теплонапряженность процесса шлифования, используют прерывистые круги, имеющие на периферийной режущей поверхности впадины и выступы, как, например, в аналоге и прототипе [1, 2].
В предлагаемом круге для комбинированного шлифования также происходит прерывание процесса резания, например, при черновой обработке благодаря аксиально-смещенному режущему слою неподвижного диска 1 для ряда поперечных сечений обрабатываемой заготовки, например сечения Б-Б; В-В и др. (см. фиг. 2).
Это прерывание обеспечивается благодаря осцилляции режущего слоя неподвижного диска 1 и аксиально-смещенному абразивному режущему слою подвижного органа 3.
Таким образом, температура в зоне шлифования сборного круга для конкретного поперечного сечения заготовки понижается, так как обработка производится с определенными интервалами, и за время разрыва процесса происходит охлаждение поверхности детали.
Это справедливо как для чернового, так и чистового переходов предлагаемого сборного круга для комбинированного шлифования.
Под тепловым насыщением понимают такое состояние поверхности, когда ее температура достигает максимума и сохраняется определенное время. При этом состоянии возможно образование дефектов, ухудшающих эксплуатационные свойства деталей.
За счет интервалов, полученных благодаря аксиально-смещенному режущему слою неподвижного диска и подвижного режущего органа, разрыва процесса удается заметно снизить температуру в зоне резания и избежать появления дефектов шлифования.
Поэтому предлагаемый сборный круг для комбинированного шлифования позволяет ужесточить режимы резания с гарантией бесприжоговой обработки, улучшить качество и повысить производительность.
Предлагаемый сборный круг, составленный из неподвижного крупнозернистого абразивного диска с аксиально-смещенным режущим слоем и мелкозернистого подвижного рабочего органа, позволяет совместить достоинства прерывистого шлифования с обычным традиционным - сплошными кругами.
При этом увеличивается прочность инструмента, так как отсутствуют выступы и впадины абразивного режущего слоя, виброустойчивость процесса и площадь резания, захватываемая составным кругом с осциллирующими подвижной и неподвижной частями, качество и производительность.
Кроме того, снижается расход абразива на единицу съема металла, так как увеличивается ширина шлифования, захватываемая комбинированным шлифовальным кругом, благодаря наклону абразивных режущих слоев к продольной оси вращения.
Шпинделю со сборным шлифовальным кругом сообщают вращательное движение, заготовке - движения подачи вдоль и поперек обрабатываемой поверхности при обработке плоскостей или заготовку вращают и передают относительное движение подачи вдоль обрабатываемой поверхности и врезание на каждый одинарный или двойной ход стола при круглом шлифовании. Наличие угла наклона абразивных режущих слоев подвижного рабочего органа и неподвижного диска и зазора между ними обеспечивают открытый доступ СОЖ в зону резания.
Предлагаемый сборный круг обеспечивает снижение величины шероховатости обрабатываемой поверхности на 1-2 класса и расширение технологических возможностей за счет осцилляции и прерывистой в продольном направлении режущей рабочей поверхности круга. При этом улучшаются условия резания, самозатачиваемости и подачи СОЖ, позволяющие повысить качество и производительность обработки.
Пример. Проводили обработку отверстия втулки на внутришлифовальном станке мод. 3К228В. Материал обрабатываемой заготовки - сталь 45 ГОСТ 1050-88, НВ 260, диаметр обрабатываемого отверстия - 130 мм, длина - 65 мм, режущий инструмент - крупнозернистый абразивный неподвижный диск - 24А 25П С2 5 Б3 А и мелкозернистый абразивный подвижный режущий орган - 63С 40 СМ2 9 Б3 А. Режимы обработки: скорость заготовки - 40,8 м/мин (100 мин-1), скорость вращения инструмента - 31,4 м/с, частота вращения инструмента - 6000 мин-1, минутная продольная подача - 5390 мм/мин, поперечная подача круга - 0,012 мм/дв. ход.
Количество абразивных рабочих органов в сборном шлифовальном круге - 2, форма абразивных рабочих органов - аксиально-смещенная цилиндрическая D=100 мм, угол наклона аксиально-смещенного режущего слоя к плоскости, перпендикулярной оси вращения круга, α = 3°42′.
Охлаждающая жидкость - эмульсия. Обработку осуществляли за 14 проходов черновой обработки и 6 проходов чистовой обработки.
Абразивная обработка предлагаемым сборным кругом для комбинированного шлифования позволила в 2,8 раза увеличить подачу на двойной ход, при котором получена качественная обработанная поверхность:
после чернового перехода шероховатость - Ra=0,8...0,63 мкм;
после чистового перехода шероховатость - Ra=0,2...0,16 мкм без дефектов, прижогов и микротрещин.
Затраченное на обработку время - То=0,52 мин по сравнению с То=1,42 мин - при обработке обычными кругами, позволяет судить о том, что предлагаемый сборный круг повышает производительность в 2,5-3 раза благодаря преимуществам прерывистого шлифования при непрерывном процессе и быстрому переходу с чернового на чистовой режим обработки.
Использование осцилляции черновой и чистовой зон резания и прерывание последней в продольном направлении позволяет ужесточить режимы резания, снизить теплонапряженность шлифования, повысить виброустойчивость и динамическую уравновешенность.
Предлагаемый сборный круг позволяет производить переход с чернового на чистовой режим обработки на ходу, без остановки процесса, что сокращает вспомогательное время и увеличивает производительность.
Предлагаемый сборный круг для комбинированного шлифования может найти применение на любых металлообрабатывающих предприятиях, занимающихся шлифованием труднообрабатываемых материалов, и позволяет последовательно на ходу вводить в работу неподвижный крупнозернистый диск и подвижный мелкозернистый режущий орган, из которых составлен сборный круг, повысить производительность обработки за счет оптимизации теплонапряженности процесса при обработке различных материалов и качество процесса за счет осцилляции зон резания, а также сократить вспомогательное время.
Источники информации, принятые во внимание
1. Авторское свидетельство СССР 1328177, кл. В 24 D 17/00, 1985.
2. Авторское свидетельство СССР 1703429, кл. В 24 D 5/06, В 24 D 17/00. Устройство для комбинированного шлифования. К.Б. Окенов и О.В. Чернов. Заявка 4461209/08, заявл. 03.05.88, опубл. 07.01.92. Бюл. 1 - прототип.
3. Якимов А. В. Оптимизация процессов шлифования. М.: Машиностроение, 1975. С.45-58.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2212326C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ ИНСТРУМЕНТОМ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2002 |
|
RU2211131C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| СБОРНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2218267C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2219039C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2217289C2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
Изобретение относится к обработке металлов резанием и может быть использовано при глубинном периферийном финишном шлифовании материалов, предрасположенных к дефектообразованию, с регулированием теплового потока, направленного в деталь. Сборный абразивный круг содержит неподвижный диск с крупнозернистым периферийным абразивным слоем и режущий орган с мелкозернистым периферийным абразивным слоем. Упомянутые слои выполнены аксиально-смещенными с одинаковыми углами наклона и с осцилляцией их в одной фазе. Режущий орган выполнен кольцеобразным и пружинным с перекрывающими друг друга концами, стянутыми пружиной растяжения, и связан с механизмом радиального перемещения в виде торового баллона. Такая конструкция позволяет производить переход с чернового на чистовой режимы обработки на ходу, что повышает производительность обработки, а наличие осцилляции зон резания снижает теплонапряженность шлифования и улучшает качество процесса. 2 з.п.ф-лы, 6 ил.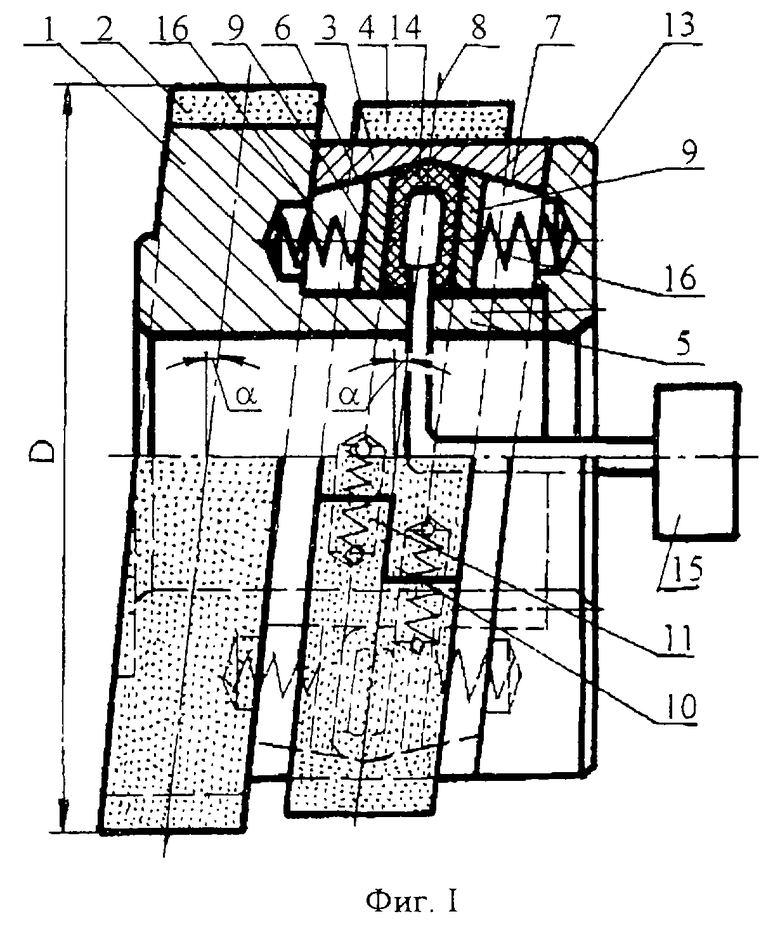
| Устройство для комбинированного шлифования | 1988 |
|
SU1703429A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1996 |
|
RU2153968C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147983C1 |
| GB 1445313, 11.08.1976. | |||

