Изобретение относится к обработке металлов резанием, а именно к инструменту для абразивной обработки материалов, склонных к образованию микротрещин и прижогов под действием теплового поля.
Известен эластичный шлифовальный круг, содержащий ступицу, упругую камеру с размещенным на периферии абразивонесущим слоем и электрический нагревательный элемент, расположенный внутри камеры, заполненной рабочей средой из этиленгликоля, электродвигатель постоянного тока, корпус которого жестко закреплен на ступице шлифовального круга, вывод с него соединен с нагревательным элементов, а ротор - с механизмом торможения, установленным на кожухе шлифовального круга (см. а.с. РФ №2151049, B 24 D 13/02, 2000).
Недостатком данного устройства является высокая трудоемкость изготовления шлифовального круга и то, что в случае износа абразивного слоя камеры невозможно использовать какие-либо элементы конструкции повторно.
Известно также устройство для комбинированного шлифования, содержащее сборный прерывистый абразивный круг, включающий корпус, крупнозернистые абразивные элементы и мелкозернистые абразивные элементы, связанные с механизмом их радиального перемещения, выполненным в виде эластичного баллона, заполненного этиленгликолем, эластичную ленту, закрепленную на периферийной поверхности корпуса и электрический нагревательный элемент, размещенный в баллоне (см. а.с. РФ №2153976, B 24 D 17/00, 5/14, 2000).
Недостатком является сложность изготовления устройства, невозможность использования повторно элементов устройства из-за оригинальности подвода напряжения на нагревательный элемент, а главное протяженный цикл шлифования, зависящий от времени остывания этиленгликоля.
Наиболее близким устройством того же назначения к заявляемому изобретению по совокупности признаков является абразивный инструмент, выполненный в виде корпуса, в пазах которого размещены узлы крепления бесконечного абразивонесущего элемента с упругой подложкой, обладающие возможностью радиального перемещения абразивонесущего элемента и выполненные в виде эксцентрично размещенных относительно оси устройства втулок (см. а.с. СССР №1604592, B 24 D 9/04, 1990), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании устройства, принятого за прототип, можно отнести то, что эластичность круга обуславливает возможность использования его только на операциях окончательного шлифования после обработки поверхности «жестким» абразивным инструментом, так как данным кругом нельзя исправить погрешности формы поверхности, сформированные на предыдущих операциях технологического процесса изготовления детали.
Сущность изобретения заключается в следующем. Цикл шлифования обычно разделяется на два этапа - предварительный и окончательный. При этом приходится либо переустанавливать заготовку на другой станок, либо менять абразивный инструмент, что ведет к потере точности обработки. Расширенные технологические возможности предлагаемого абразивного инструмента позволяют устранить эти недостатки.
Технический результат - повышение качества обработанных поверхностей заготовок за счет расширения технологических возможностей абразивного инструмента путем реализации предварительного и окончательного шлифования одним инструментом с одного установа заготовки.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном абразивном инструменте содержится корпус, бесконечный абразивонесущий элемент с упругой подложкой и узлы радиального перемещения и крепления абразивонесущего элемента, выполненные в виде эксцентрично размещенных в пазах корпуса втулок.
Особенность конструкции заключается в том, что упругая подложка абразивонесущего элемента выполнена в виде эластичного баллона, заполненного ферромагнитной жидкостью и армированного упругодеформируемым в радиальном направлении кольцом, при этом на кожухе абразивного инструмента установлен электромагнит для увеличения жесткости эластичного баллона с ферромагнитной жидкостью.
На чертежах представлено:
- на фиг.1 - вид абразивного инструмента;
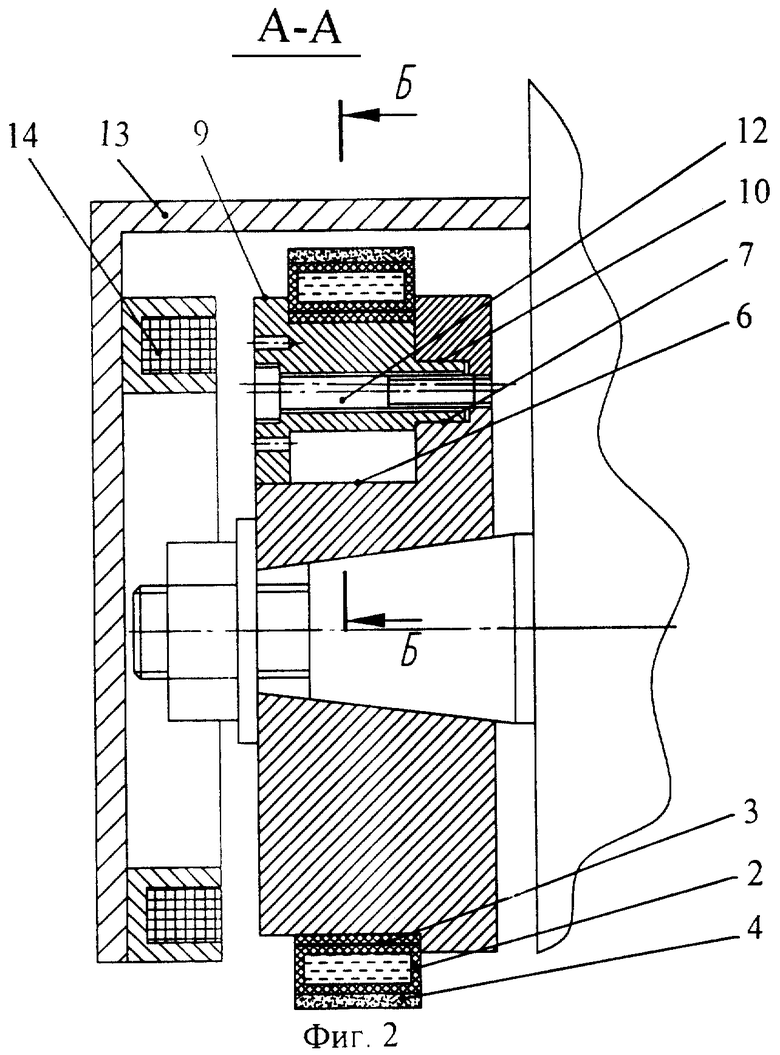
- на фиг.2 - разрез А-А по фиг.1;
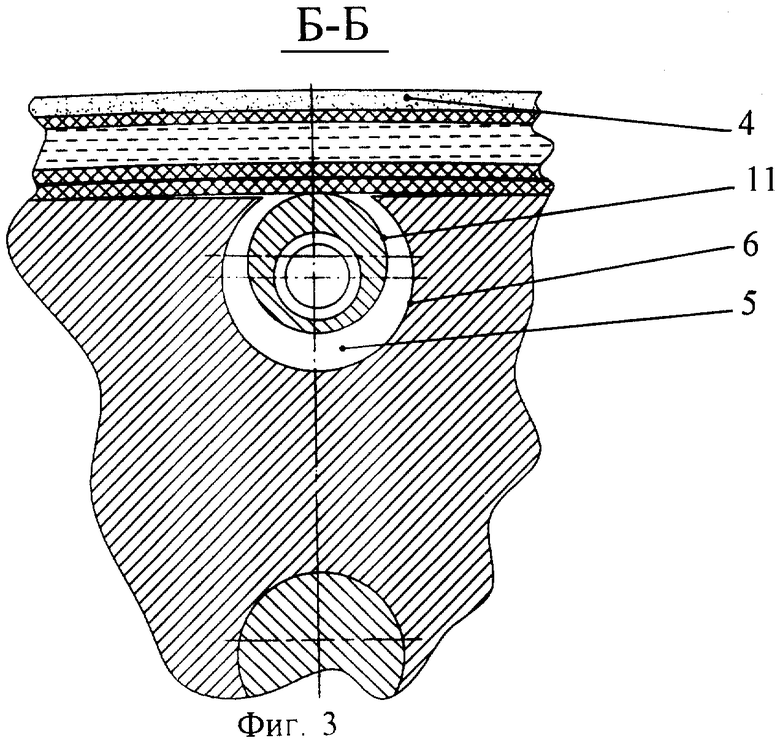
- на фиг.3 - разрез Б-Б по фиг.2.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
Абразивный инструмент состоит из корпуса 1, подложки абразивонесущего элемента в виде эластичного баллона 2, заполненного ферромагнитной жидкостью и армированного упругодеформируемым в радиальном направлении кольцом 3, и собственно абразивного слоя 4. В ступенчатых отверстиях 5 корпуса 1, содержащих цилиндрические поверхности 6 и 7, расположены узлы радиального перемещения абразивонесущего элемента, выполненные в виде втулок 8, состоящих из соосных цилиндрических поверхностей 9 и 10, и расположенной между ними эксцентрично цилиндрической поверхности 11. Абразивонесущий элемент 2 закреплен на корпусе 1 через втулки 8 посредством болтов 12. На кожухе 13 абразивного инструмента установлен электромагнит 14. Отверстия 15 на торцовых поверхностях втулок 8 служат для проворота втулок в необходимое положение с помощью специального ключа.
Абразивный инструмент работает следующим образом. Эластичный баллон 2 устанавливается на цилиндрическую поверхность корпуса 1, закрепленного на шпинделе шлифовального станка. Затем в ступенчатые отверстия 5 корпуса 1 устанавливаются втулки 8 и болты 12 с предварительной затяжкой. Затем с помощью ключа, введенного в отверстия 15, поочередно осуществляется поворот втулок вокруг своих осей, при котором эксцентрическая цилиндрическая поверхность 11 начинает оказывать давление на внутреннюю поверхность эластичного баллона 2, упруго деформируя в радиальном направлении кольцо 3.
После установки требуемого диаметрального размера рабочей поверхности абразивного инструмента, который контролируется индикатором часового типа, производится окончательная затяжка болтов 12 с фиксацией втулок 8 в требуемом положении. В результате упругого деформирования кольца 3 и эластичного баллона 2 рабочая поверхность инструмента из сплошной цилиндрической превращается в волнистую прерывистую.
Затем включают станок и инструменту придают вращение. На электромагнит 14 подают напряжение, в результате чего ферромагнитные частицы в жидкости, ориентируясь по линиям магнитного поля, увеличивают жесткость эластичного баллона 2, несущего абразивный слой. В таком состоянии производят предварительное шлифование, обеспечивая размерную точность заготовки. Затем, не выключая станок, снимают напряжение с электромагнита и производят окончательное шлифование, обеспечивая, уже «мягким» эластичным баллоном, заданную шероховатость поверхности заготовки.
В процессе шлифования происходит ухудшение режущих свойств рабочей поверхности абразивного инструмента в результате ее износа и засаливания продуктами шлифования. Для продолжения работы ослабляют болты 12, проворачивают втулки 8, что приводит к снятию давления на кольцо 3 эластичного баллона, и под узлы радиального перемещения подводят неработавшие участки рабочей поверхности. В процессе дальнейшей работы ранее работавшие участки рабочей поверхности под действием СОЖ и центробежной силы очищаются и таким образом увеличивается стойкость инструмента за счет периодического ввода в действие неработавших участков рабочей поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный инструмент | 1988 |
|
SU1604592A1 |
| ЭЛАСТИЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2151049C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2153976C2 |
| ТОРЦЕВОЙ ЭЛАСТИЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1992 |
|
RU2042498C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2212326C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2002 |
|
RU2217295C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2268136C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1996 |
|
RU2153968C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении абразивного инструмента для обработки материалов, склонных к образованию микротрещин и прижогов под действием теплового поля. Инструмент содержит корпус и бесконечный абразивонесущий элемент с упругой подложкой. Узлы радиального перемещения и крепления последнего выполнены в виде эксцентрично размещенных в пазах корпуса втулок. Упругая подложка абразивонесущего элемента - в виде эластичного баллона, заполненного ферромагнитной жидкостью и армированного упругодеформируемым в радиальном направлении кольцом. На кожухе абразивного инструмента установлен электромагнит для увеличения жесткости эластичного баллона с ферромагнитной жидкостью. Такая конструкция позволяет осуществить предварительное и окончательное шлифование заготовки одним инструментом с одного установа, что повышает качество обработки. 3 ил.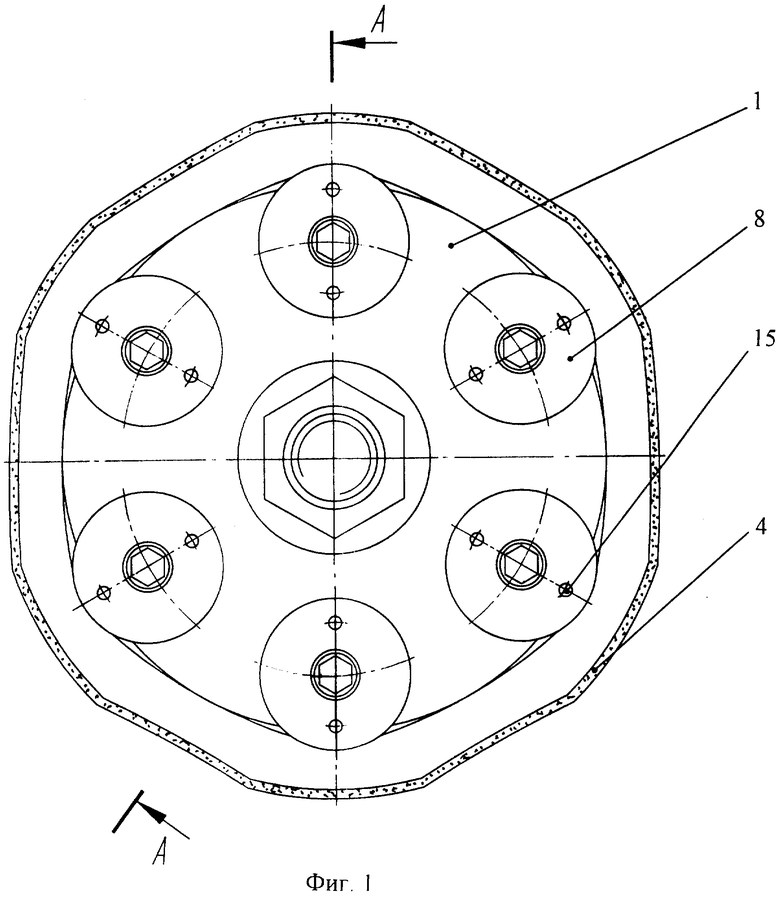
Абразивный инструмент, содержащий корпус, бесконечный абразивонесущий элемент с упругой подложкой и узлы радиального перемещения и крепления абразивонесущего элемента, выполненные в виде эксцентрично размещенных в пазах корпуса втулок, отличающийся тем, что упругая подложка абразивонесущего элемента выполнена в виде эластичного баллона, заполненного ферромагнитной жидкостью и армированного упругодеформируемым в радиальном направлении кольцом, при этом на кожухе абразивного инструмента установлен электромагнит для увеличения жесткости эластичного баллона с ферромагнитной жидкостью.
| Абразивный инструмент | 1988 |
|
SU1604592A1 |
| ЭЛАСТИЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2151049C1 |
| Способ шлифования | 1979 |
|
SU903090A1 |
| US 1988361 А, 15.01.1935. | |||

