Изобретение относится к области обработки металлов давлением и может быть использовано для волочения монометаллической и биметаллической проволоки из цветных и черных металлов.
Известен способ волочения, включающий отклонение участка заготовки перед волокой от оси приложения тянущего усиления с образованием петли, протягивание заготовки через волоку с одновременным вращением петли относительно оси приложения тянущего усилия. Известный способ как наиболее близкое к предложенному техническое решение принят в качестве прототипа.
Известно устройство для волочения, содержащее установленные по оси приложения тянущего усилия входную направляющую втулку, рабочую волоку, и размещенный между ними с возжоностью вращения поводок с направляющим отверстием, радиально смещенным относительно оси канала волоки. Известное устройство как наиболее близкое к предложенному техническое решение принято в качестве прототипа.
Цель изобретения повышение производительности и стойкости волок.
Эта цель достигается тем, что в способе волочения, при котором отклоняют перед волокой участок заготовки от оси приложения тянущего усилия с образованием петли, протягивают заготовку через волоку с одновременным вращением петли относительно оси приложения тянущего усилия. Участку заготовки в виде петли сообщают дополнительное вращение вокруг ее оси. Устанавливают угол отклонения восходящей ветви петли от оси приложения тянущего усилия равным 23-60о, а угол наклона нисходящей ветви петли к оси приложения тянущего усилия равным 0,25-0,5 угла рабочего конуса волоки.
Способ реализуется в устройстве, которое содержит входную направляющую втулку, рабочую волоку и вращающийся поводок с направляющим отверстием, которое радиально смещено от оси вращения поводка и втулки. Поводок снабжен приводом вращения.
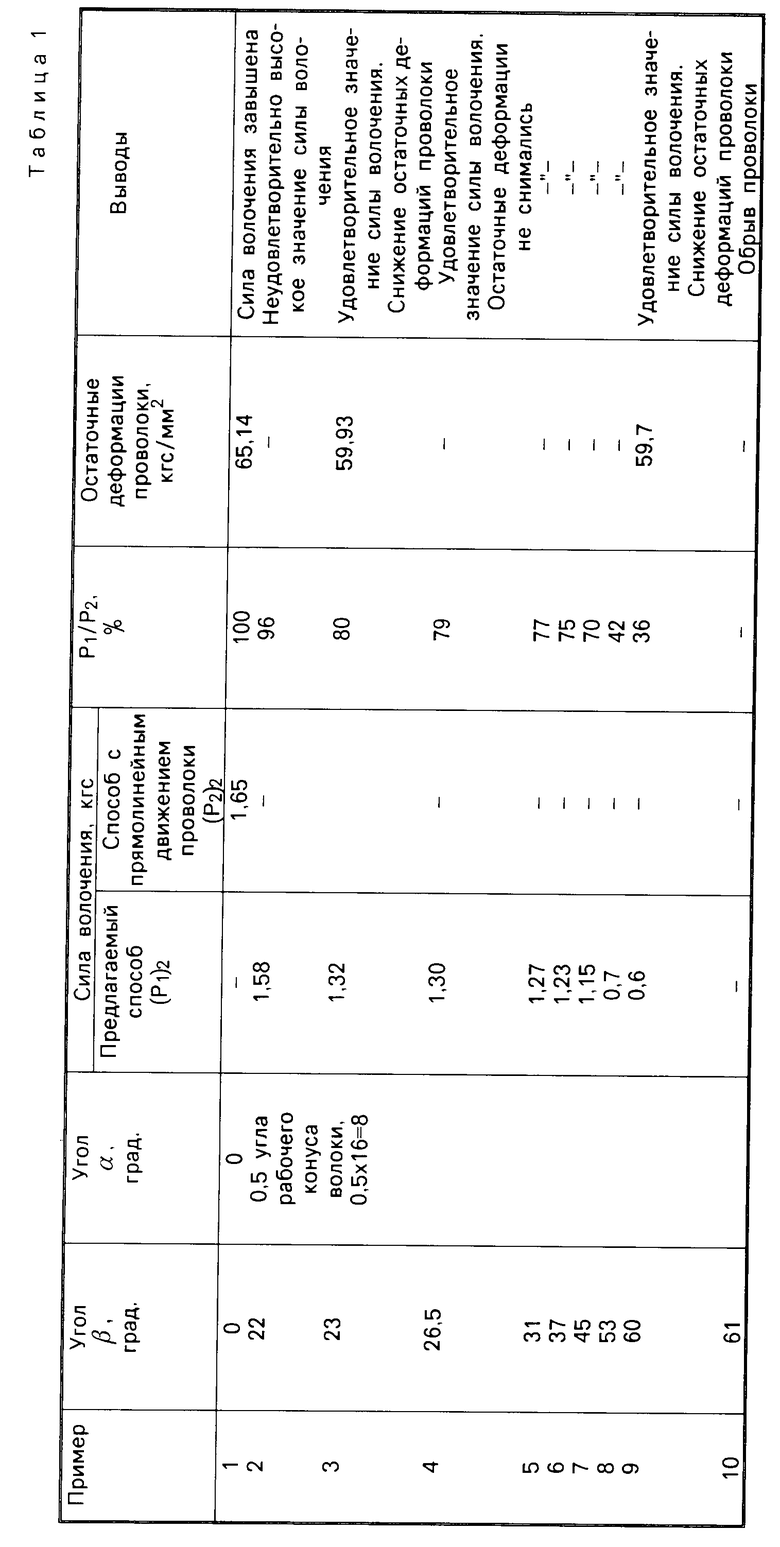
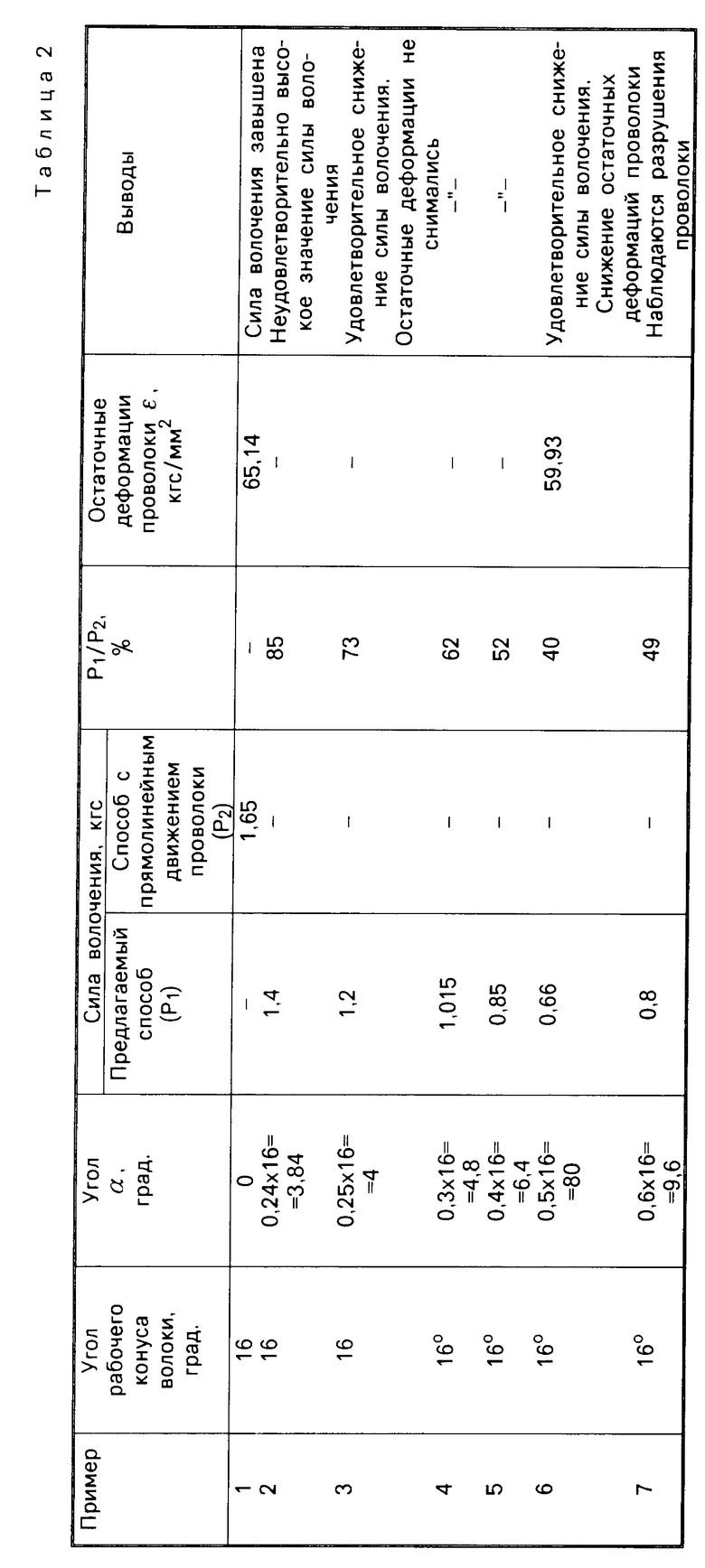
При принудительном вращении поводка, который имеет направляющее отверстие, радиально смещенное относительно оси вращения при соблюдении угла отклонения восходящей ветви петли, которая образует на участке заготовки перед волокой, угол 23-60о, и наклона нисходящей ветви пели с углом, равным 0,25-0,5 угла рабочего конуса волоки относительно оси приложения тянущего усилия, наблюдается тенденция резкого снижения силы волочения до 36-80% от усилия волочения при волочении без петли. При несоблюдении величин этих углов или происходит обрыв проволоки или значение силы волочения чрезмерно завышено.
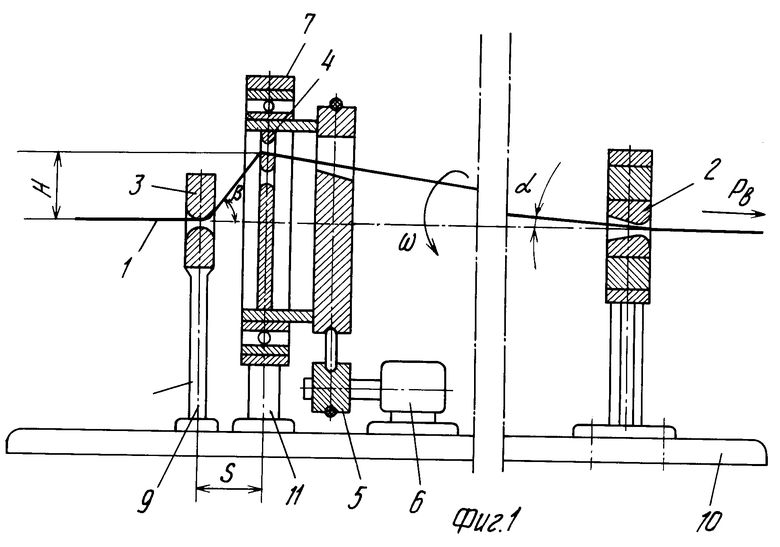
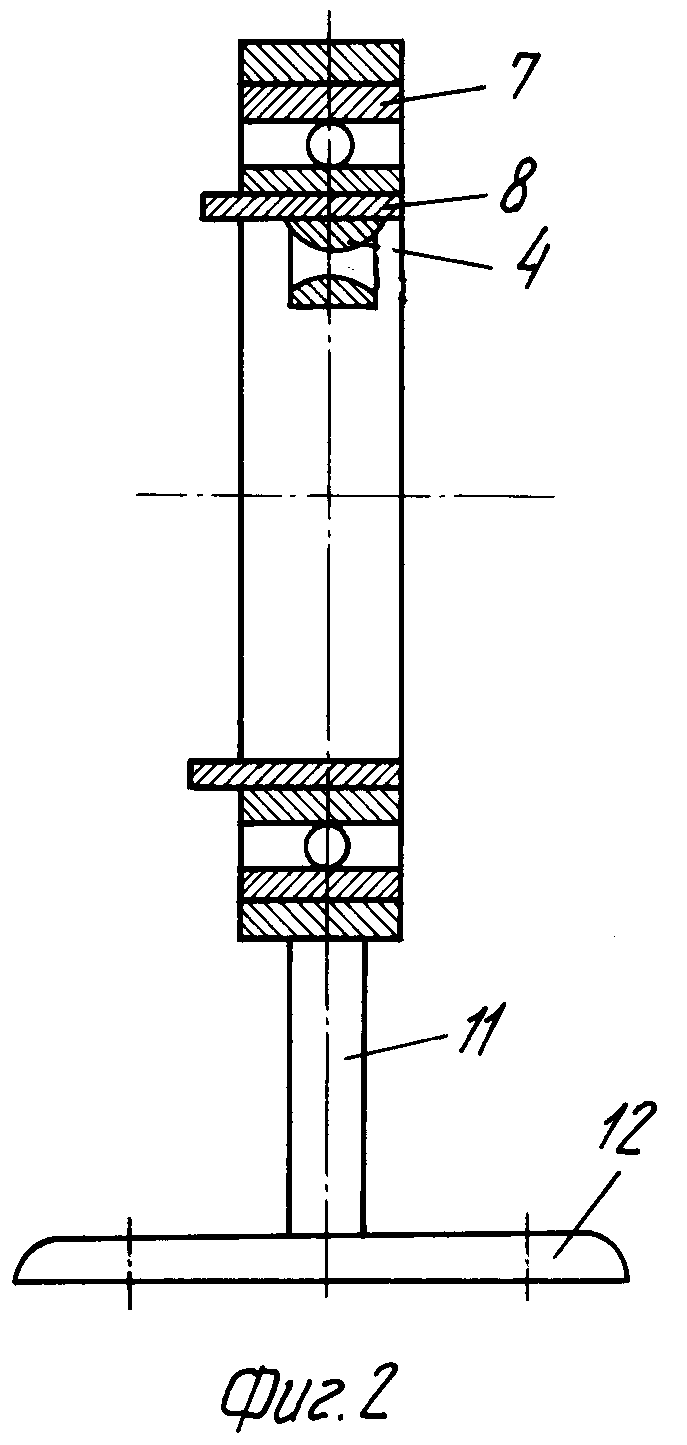
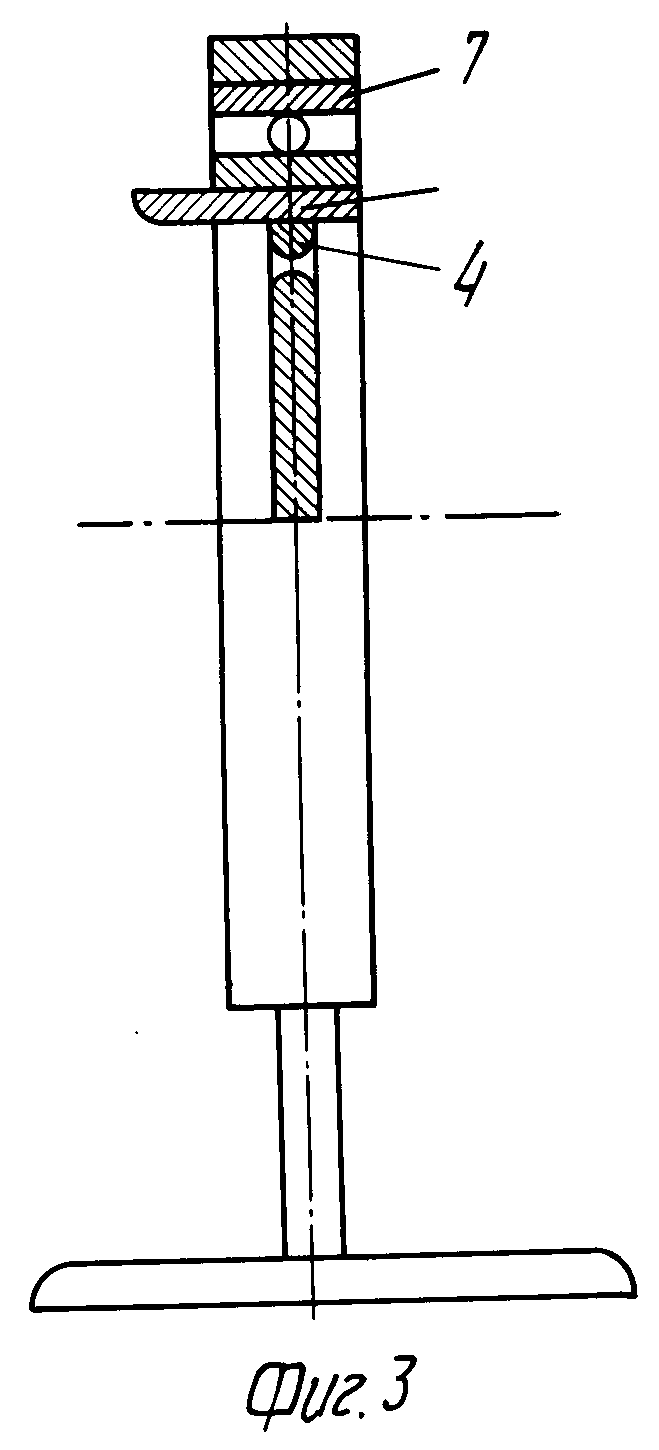
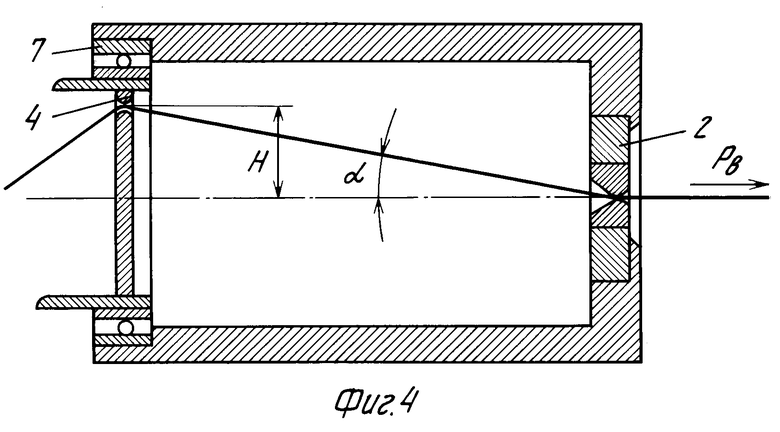
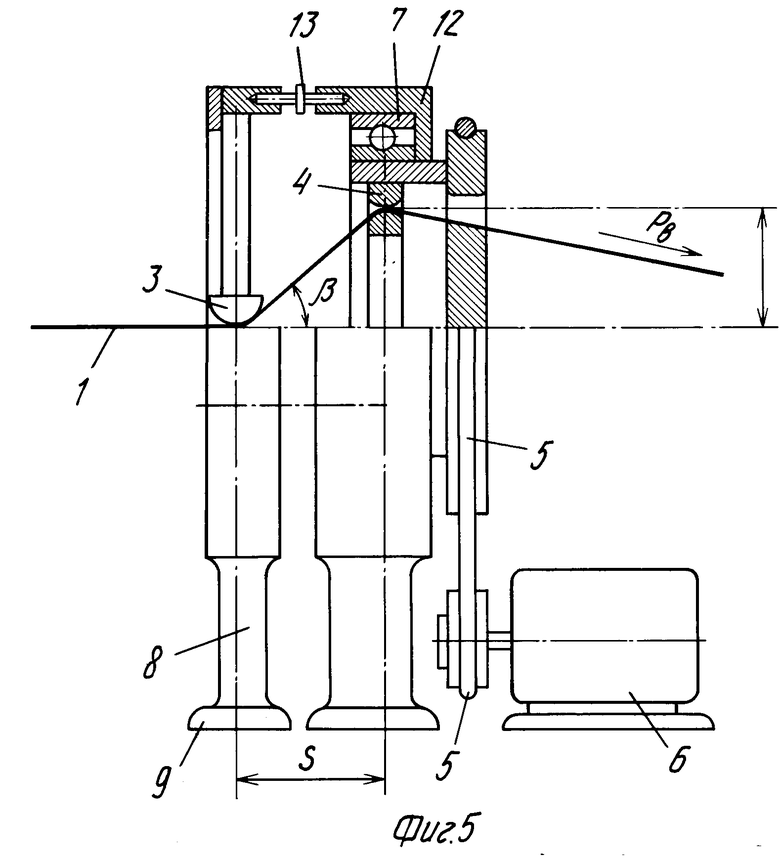
На фиг.1 изображено устройство для реализации способа волочения; на фиг. 2 узел установки поводка с направляющим отверстием; на фиг.3 то же, другое исполнение; на фиг. 4 входная направляющая втулка и поводок с направляющим отверстием; на фиг.5 то же, другое исполнение.
П р и м е р осуществления способа волочения. Используют металлическую проволоку с исходным диаметром 0,3 мм. Волочение осуществляют в монолитной волоке из синтетического алмаза марки СВ с углом рабочего конуса 16о. Относительное обжатие 11-22% Для волоки используют смазку ИГП-4 (обр. 750).
Проволоку 1 заправляют в волоку 2. На расстоянии от волоки 2 проволоку 1 отклоняют от оси приложения тянущего усилия, изгибая ее и образуя петлю. Первый раз проволоку 1 изгибают, отклоняя ее от оси волочения или приложения тянущего усилия. В точке максимального удаления от оси проволоку 1 изгибают в противоположном направлении, наклоняя к оси. В таком положении поддерживают проволоку в течение всего процесса волочения. Отклоненную часть проволоки 1 (петлю) принудительно вращают вокруг оси. При этом устанавливают угол отклонения петли от оси равным 23-60о, а угол наклона петли к оси равным 0,25-0,5 угла рабочего конуса волоки. Конкретные примеры приведены в табл.1 и 2.
П р и м е р осуществления устройства. Устройство (фиг.1) для волочения содержит средство для подачи изделия 1 в волоку 2. Средство представляет собой входную направляющую втулку 3 и поводок 4, который представляет собой деталь в виде диска, втулки, трубки и т.п. Поводок снабжен механизмом вращения в виде привода 5, например, ременного, зубчатого и т.п. с двигателем 6, запрессован в подшипнике качения 7 непосредственно или через дополнительную втулку. В поводке выполнено направляющее отверстие, которое радиально смещено относительно оси вращения на величину Н.
При исполнении поводка (фиг.2) в виде трубки направляющим отверстием является отверстие трубки, а трубка прикреплена к кольцу подшипника 7, например, сваркой непосредственно или через втулку 8, которая запрессована неподвижно во внутреннем кольце подшипника. При исполнении поводка 4 (фиг.3) в виде диска, втулки, кольца и т.п. направляющее отверстие выполнено в теле диска (втулки, кольца) эксцентрично своей оси симметрии. На чертежах ось симметрии совпадает с осью вращения и с осью приложения тянущего усилия. Втулка 3 и поводок 4 снабжены элементами для установки их в линию волочения. Элемент для установки в линию волочения втулки 3 стойка 9 с фланцем для крепления к станине 10. Элемент для поводка 4 стойка 11 с фланцем для крепления к станине 10. Поводок соединен со стойкой через подшипник 7. Стойки имеют высоту, при которой направляющее отверстие радиально смещено относительно втулки при условии, когда фланцы установлены на одном уровне.
Втулка (фиг.5) и поводок могут быть скреплены в общий модуль, например, одной втулкой или двумя втулками 12 между которыми установлен узел 13 для изменения расстояния между ними и, как следствие, углов α и β между проволокой и осью. Узел для изменения расстояния между втулкой и поводком выполнен, например, в виде резьбового соединения (шпильки) с фиксатором (шплинтом).
Работает устройство следующим образом.
Втулку 3 (фиг.1) устанавливают в линию волочения перед входом в волоку 2, последовательно по ходу волочения устанавливают поводок 4. Втулку и поводок крепят к станине 10 или к волоке 2 (фиг.4). Проволоку (фиг.1) последовательно заправляют через втулку, направляющее отверстие, волоку 2. Установка готова к процессу волочения. При этом проволока перед входом в волоку находится в отклоненном от оси волочения состоянии, изогнутая во втулке, в направляющем отверстии на входе в волоку 2. Начинают волочение. Включают двигатель 6 механизма вращения. К переднему концу проволоки прикладывают силу волочения. Поводок вращается, увлекая за собой проволоку 1. При вращении вместе с поводком проволока скользит по стенкам направляющего отверстия, что вызывает ее закручивание относительно своей оси за счет возникающих при скольжении сил трения. Когда проволока закручивается настолько, что схема напряженного состояния в очаге деформации становится неблагоприятной, она проскальзывает, прокрутившись в направляющем отверстии вокруг своей оси, при этом угол закручивания проволоки уменьшается до величины, при которой проволока проходит в очаге деформации с наименьшим усилием. Таким образом, проволока сама поддерживает максимально благоприятный угол закручивания собственной оси. В производственных условиях всегда существуют дефекты овальности рабочего канала, разнотолщинность проволоки и т.п. Подобные дефекты вызывают в очаге деформации пиковые нагрузки, кратковременные увеличения силы волочения. Такие изменения напряженного состояния в очаге деформации воспринимаются проволокой, которая закручивается на больший угол или наоборот раскручивается, проскользнув в направляющем отверстии, т.е. она сама находит наиболее благоприятное положение и проходит через очаг деформации при условии наименьшего сопротивления. Такие колебания проволоки при наличии вращения отклоненной части проволоки и при общепринятых скоростях волочения принимают характер низкочастотных колебаний, которые налагаются на проволоку 1, снижая усилие волочения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1971 |
|
SU425687A1 |
| Способ гидростатического волочения тонкой проволоки | 1986 |
|
SU1397115A1 |
| Способ волочения металлических изделий и устройство для его осуществления | 1984 |
|
SU1243860A1 |
| Устройство для изготовления порошковой проволоки | 1988 |
|
SU1604499A1 |
| Способ волочения клиновидных профилей | 1987 |
|
SU1509149A1 |
| Устройство для размотки проволоки | 1977 |
|
SU715169A1 |
| Способ многократного волочения стальной проволоки | 1983 |
|
SU1533800A1 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 2004 |
|
RU2275980C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ПОЛУФАБРИКАТОВ ВОЛОЧЕНИЕМ С КРУЧЕНИЕМ | 2011 |
|
RU2467816C2 |
Использование: для волочения монометаллической и биметаллической проволоки из цветных и черных металлов. Сущность способа: перед входом в очаг деформации заготовку отклоняют от оси волочения, образуя петлю. К петле прилагают вращение вокруг оси приложения тянущего усилия. К петле прилагают дополнительное вращение вокруг оси заготовки. Устройство для реализации способа содержит входную направляющую втулку, имеющий привод вращения поводок с направляющим отверстием для изделия, которое радиально смещено от оси вращения, и волоку. 2 с.п. ф-лы, 5 ил. 2 табл.
| Авторское свидетельство СССР N 1806878. |
