ел
о
CD
lu СО
Изобретение относится к обработке металлов давлением, а именно к волочильному производству, и может быть использовано при производстве клиновидных профилей из различных металлов и сплавов.
Целью изобретения является повышение производительности за счет предотвращения обрывности проволоки в начальной стадии волочения.
На фиг. 1 представлена схема задачи заготовки в очаг деформации в начальный момент времени; на фиг. 2 - схема осуществления предлагаемого способа; на фиг. 3 - схема перемещения заготовки в очаге деформации.
Способ осуществляют следующим образом.
Заготовку 1 задают через вводную арматуру 2 параллельно оси волочения со стороны наибольшего раствора боковых роликов 3, образующих калибр, в очаг деформации. Путем приложения усилия Т к заднему (расположенному перед роликами) концу заготовки перемещают вводную арматуру 2, например, пневмоцилиндром 4 из положения а-а в положение б-б и фиксируют это положение. Одновременно к переднему концу заготовки прикладывают тянущее усилие F, захватывая клещами 5 волочильного барабана 6 передний конец заготовки. При этом передний 7 (после очага деформации) и задний 8 (до очага деформации) концы заготовки не являются абсолютно жесткими, что и обеспечивает осуществление способа.
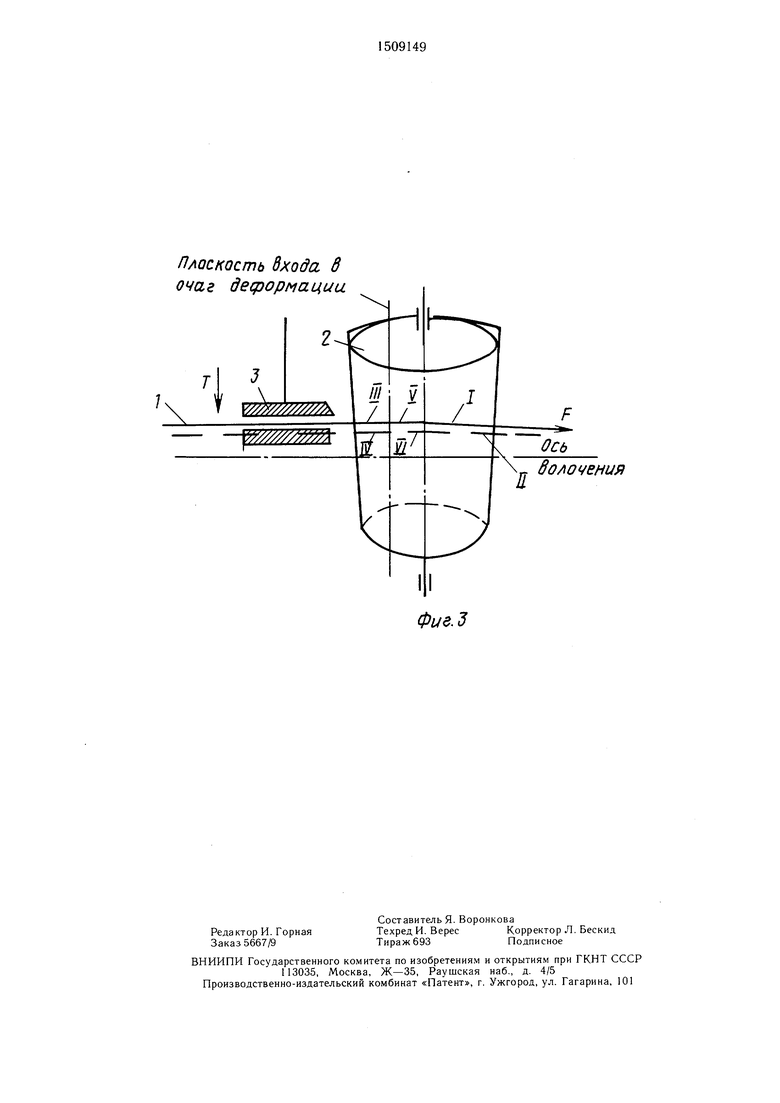
Так, передний конец 7 под действием переднего усилия F, действующего под малым углом к оси волочения из положения I стремится занять положение II, а задний конец 8 под действием усилия Т исполнительного механизма (например, гидроцилиндра, пружины) - из положния III в положение IV. Центральный участок 9 заготовки, находящийся в калибре между валками при этом плавно перемещается под действием двух сил
0
5
0
5
F и Т из положения У в положение VI. При этом необходимо учитывать вращение роликов, что значительно упрощает скольжение заготовки в калибре волоки.
Таким образом, создаются благоприятные условия для затягивания заготовки в ролики. Для этого не требуется прикладывать значительного усилия Т, главную роль играет тянущее усилие F, т. е. заготовка не заталкивается в калибр усилием Т, а плавно затягивается усилием F, а вводная арматура служит своеобразной опорой, плавно выбирающей посредством исполнительного механизма прогиб, обеспечиваемый гибкостью заднего конца 8 заготовки. При этом сечение ее изменяется от исходного до сечения готового профиля, за счет чего и достигаются снижение усилия волочения в начальный момент процесса и уменьшение обрывности.
Предлагаемый способ по сравнению с известным позволяет в 5-10 раз умень- щить обрывность проволоки в начальной стадии процесса волочения, за счет чего производительность волочильного стана увеличивается на 5-12%, коэффициент выхода годного возрастает на 3-8%.
Формула изобретения
Способ волочения клиновидных профилей, включающий задачу заготовки в роликовую волоку с трапецеидальным калибром, образованным двумя боковыми роликами, и последующее волочение через эту волоку с приложением тянущего усилия к переднему концу заготовки, отличающийся тем, что, с целью повыщения производительности путем предотвращения обрывности проволоки в начальной стадии волочения, заготовку задают в волоку параллельно оси волочения со стороны наибольшего раствора роликов до совмещения с осью волочения и с приложением усилия к участку заготовки, расположенному перед волокой, обеспечивающего удержание заготовки на оси волочения.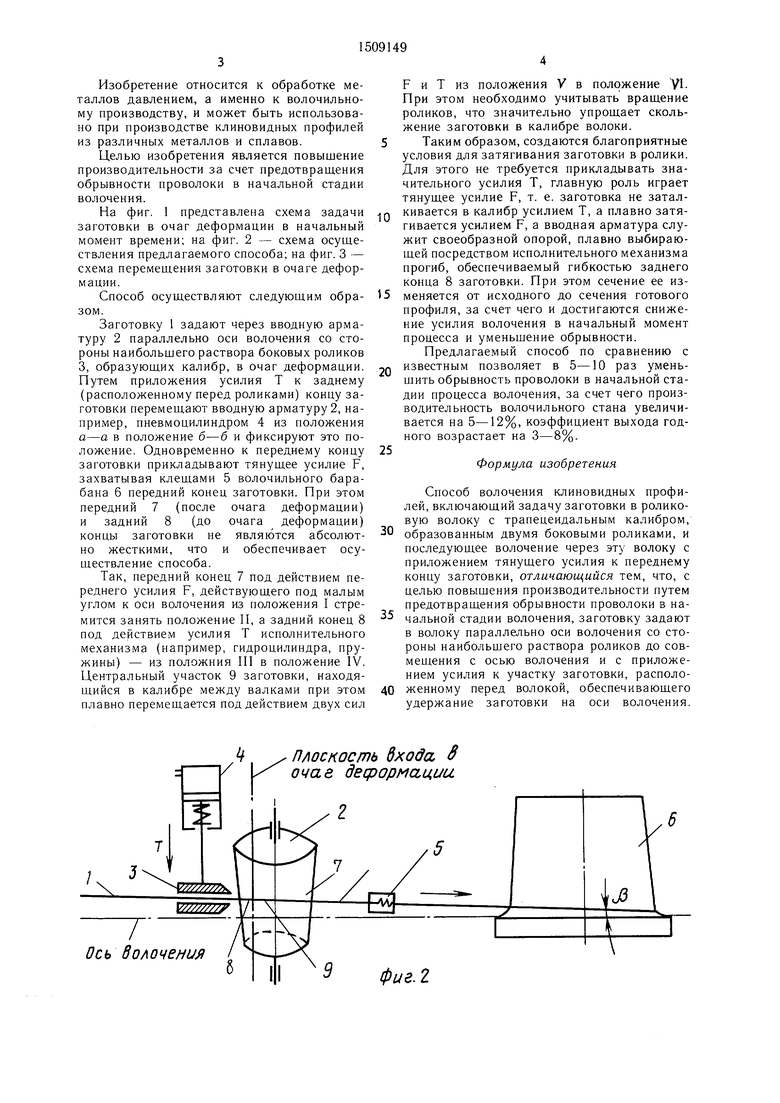
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 1996 |
|
RU2112615C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| Способ прокатки клиновидных профилей | 1979 |
|
SU995921A1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| СПОСОБ ВОЛОЧЕНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2310533C1 |
| Устройство для волочения круглых профилей с кручением | 1979 |
|
SU863047A2 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
Изобретение относится к обработке металлов давлением, а именно к волочильному производству и может быть использовано при производстве клиновидных профилей из различных металлов и сплавов. Целью изобретения является повышение производительности за счет предотвращения обрывности проволоки в начальной стадии волочения. Заготовку 1 подают через вводную арматуру 2 параллельно оси волочения со стороны наибольшего раствора боковых роликов 3 в очаг деформации. Одновременно к переднему концу заготовки прикладывают тянущее усилие. Подача заготовки в очаг деформации происходит плавно и с небольшими усилиями. Это предотвращает обрыв проволоки в начальной стадии волочения. 3 ил.
Плоскость бхоба 8 / U очаг десрормации
Ось Волочения
iJ3
Г
фиг.г
Плоскость Входа 6 очаг деформации
боАОчения
Фие-д
| Вращающийся роликовый калибр для волочения коллекторной и шинной меди | 1951 |
|
SU94446A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Роликовая волока для производства прямоугольных и трапецеидальных профилей | 1980 |
|
SU910270A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
