(54) ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗ.ПИВКИ СТАЛИ
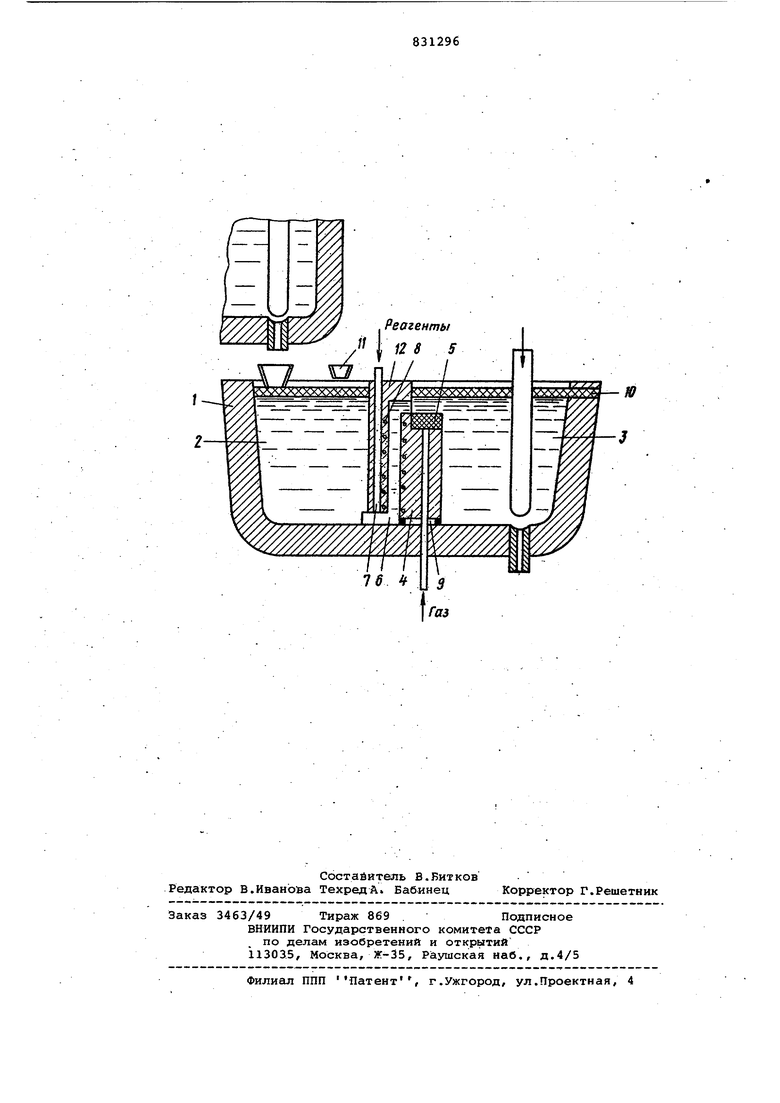
через канал, зафутброванный в разделительной стенке. В процессе перетекания металла под воздействием ферростатического давления из приемной секции в разливочную секцию в металлопроводящем канале осуществляются реакции раскисления и десульфурации. Образующиеся продукты реакций вмес,те с потоком металла через верхний горизонтальный участок металлопроводящего канала поступают на пористый огнеупорный блок, где осуществляют рафинирование металла легкоплавким синтетическим ишаком от газов и неметаллических включений путем продувки аргоном через пористый блок.
Верхняя часть перегородки выполнена в виде уступа, вертикальная плоскость которого совпадает с выходным отверстием металлопроводящего канала, а диаметр металлопроводящего канала в 2-4 раза больше диаметра сталеразливочного стакана. Такое соотношение диаметров обеспечивает стабильное поступление металла в разливочную секцию и исключает возможность закозления канала. Проведенные опыты показывают, что при вводе порошкообразных материалов в струе аргона в металлопроводящий канал его пропускная способность снижается в 2-3 раза при скорости ввода реагентов 15-20 кг/мин. Например,при диаметре разлийочного стакана 30 мм диаметр металлопроводящего канала должен составлять 60-90 мм. При этом диаметр металлопроводящего канала составляет 0,2-0,4 высоты уступа. Это соотношение определяется из конструктивных и технологических соображений. Наиболее эффективно обработка протекает при толщине слоя металла на блоке 30-50 мм, диаметре металлопроводящего канала 60-90 мм и толщине огнеупорной кладки над горизонтальным участком металлопроводящего канала 65 мм. Высота уступа, следовательно, составляет 160-200 мм ПоДачу легкоплавких цшакообразующих материалов производят через воронку в крышке промежуточного ковша. Избыточный шлак самотеком сходит через канал в стенке ковша. Для уменьшения температурных потерь при перетекании металла из приемной в. разливочную секцию предусмотрен индукционный
йлектроподогрев стали. Для удаления оставшегося металла в приемной секции прожигают кислородом огнеупорный материал заглущенного канала, соедиН5пощего нижний горизонтальный участок металлопроводящего канала с -разливочной секцией промежуточного ковша. Промывка канала кислородом со стороны разливочной секции обеспечивает полное перетекание металла из приемной секции в разливочную.
Предлагаемый ковш наиболее перспективен для разливки сталей, к. которым предъявляют повышенные требования по содержании неметаллических включений, серы и газов (рельсовая,
трубная и т.д.). Увеличение степени взаимодействия жидкого металла с введеиньоли непосредственно в. него реагентами повышает эффективность десульфурации и чистоту стали по неметаллическим включениям, снижает расход раскислителей.
Формула изобретения
1.Промежуточный ковш для разливки стали, выполненный в виде футерованной емкости, содержащей приемную и разливочную секции, разделенные перегородкой, в верхней части
0 которой вдотгь всей ее длины установлен пористый огнеупорный блок, соединенный с системой подачи инертного газа, отличающ.ийся тем, что, с целью повышения качества получаемых заготовок, в перегородке выполнены вертикальный металлопроводящий- канал, нижняя часть которого соединена с приемной секцией , а верхняя часть - с разливочной секцией,
0 и вертикальный канал для ввода реагентов, причем высота перегородки равна вцсоте ковша, а металлопроводящий канал снабжен электронагревателем..
2.Ковш по п.1,отличающий с я тем, что , с целью возможности удаления- остатка металла из приемной секции, в нижней части лхерегородки выполнен сливной канал.
Источники информации принятые во внимание при экспертизе/
1. Авторское свидетельство СССР по заявке № 2407584/02, кл. В 22 D 11/10, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки стали через секционный промежуточный ковш | 1990 |
|
SU1717279A1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2185261C1 |
| Промежуточный ковш для непрерывной разливки стали | 2016 |
|
RU2644095C2 |
| КОНСТРУКЦИЯ ДВУХРУЧЬЕВОГО КОВША С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2010 |
|
RU2454295C2 |
| ОГНЕУПОРНЫЙ СТАКАН | 2001 |
|
RU2188099C1 |
| Промежуточный ковш для разливки металлов | 1978 |
|
SU880618A1 |
| Желоб для обработки жидкого металла | 1980 |
|
SU956576A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2022691C1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| Промежуточный ковш для разливки металлов | 1980 |
|
SU925534A1 |