Изобретение относится к порошковой металлургии, а именно к способу изготовления спеченных пористых материалов и деталей триботехнического и конструкционного назначения втулок скольжения, подпятников, уплотнительных колец, фильтров и др. спекаемых на основе алюминия.
Известны способы получения спеченных пористых керамических деталей из алюминиевого порошка с добавками, включающие приготовление смесей, прессование, спекание на воздухе, в газовых средах, засыпках.
Недостатком известных способов является чрезмерная длительность процессов термообработки нагрева, спекания, охлаждения, с большими выдержками во времени. Кроме того, невысокая интенсивность диффузионных процессов спекания не позволяет достигать высокой прочности и износостойкости композиционных материалов на основе алюминия, наполненных более жаропрочными карбидами, оксидами металлов и т.д.
Наиболее близким к изобретению является способ изготовления спеченных пористых деталей из алюминиевых порошков, включающий формование, обычное спекание прессовок на воздухе.
Известны более эффективные способы спекания пористых деталей на основе никеля, титана в режиме горения, однако применяемые для этого добавки не возбуждают воспламенение, горение алюминия. Кроме того, применение в упомянутых аналогах и прототипах метода локального теплового воспламенения нагревом прессовки в одном месте технически усложнены и зажечь прессовки на алюминиевой основе на воздухе не удается.
Отсутствие закалочной операции после спекания деталей в известных способах также отрицательно сказывается на износостойкости.
Цель изобретения упростить способ получения спеченных пористых материалов и деталей на основе алюминия, а также повысить износостойкость и прочность спекаемого материала.
Это решается за счет спекания на воздухе не обычным способом, а в режиме горения.
Сущность изобретения заключается в том, что спекание на воздухе материалов на основе алюминия не обычным способом, а в режиме горения ускоряет процессы нагрева, спекания. Кроме того, время сокращается также за счет совмещения операции пропитки и закалки в масле воедино, когда уже спеченная раскаленная деталь сбрасывается в масляную ванну, что ускоряет охлаждение, а также устраняет дополнительный повторный нагрев и пропитку изделия в горячей масляной ванне.
Ведение операции закалки в масле способно "зафиксировать" более высокотемпературные износостойкие интерметаллиды (продукты горения алюминия с никелем, титаном других инициирующих горение добавок в шихту найдено не было).
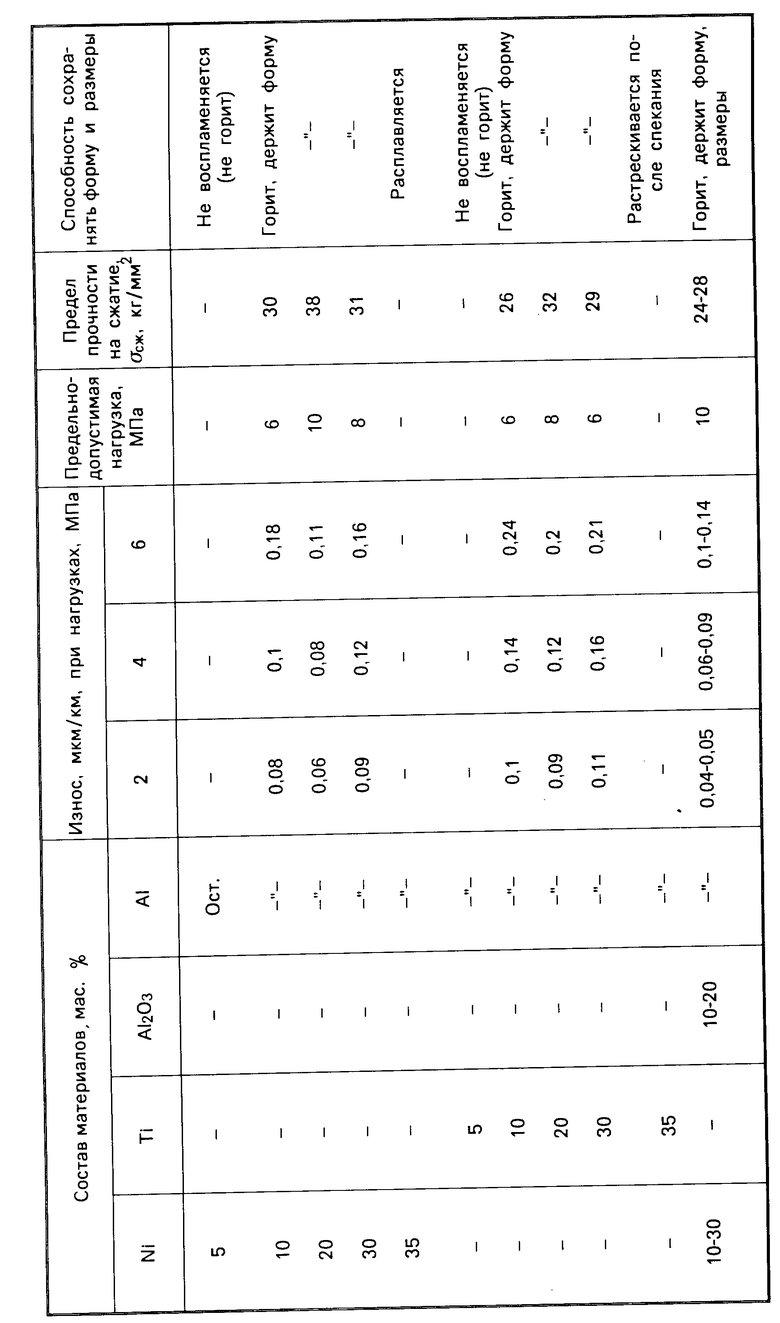
Чтобы спеченные детали держали форму и размеры не расплавлялись от избытка жидкой фазы, не возникали усадочные искривления (мениски, утяжины) для этих целей были изысканы оптимальные количества добавок.
Состав и свойства спеченного материала на основе алюминия приведены в таблице.
П р и м е р ы 1-11. Порошковую смесь указанных в таблице составов смешивают в течение 4 ч в шаровой мельнице. Из готовой шихты прессуют при усилии 2-4 т/см2 цилиндры диаметром 10х15 мм, которые помещают в разогретую до 800-900оС камеру печи с воздушной атмосферой. Процессы нагрева, воспламенения, спекания в режиме горения длятся не более 3-5 мин. После того, как более яркий световой фон "горящей" прессовки сравняется по интенсивности с фоном камеры печи, спеченную раскаленную заготовку сбрасывают в холодную масляную ванну. После 10-30 с прессовка успевает не только остыть, но и пропитать маслом поры материала, что улучшает самосмазываемость, уменьшает износ и др.
Часть спеченных образцов испытываются на сжатие для определения предела прочности, часть испытывается на трение и изнашивание в паре со стальным валом-роликом (СТ 45, HRC 49.51) при скорости скольжения 1 м/с и нагрузках 2-20 МПа, в режиме самосмазывания, когда смазка пары трения осуществляется маслом, выступающим из пор образца-подшипника после пропитки.
Предлагаемый способ может быть использован на любом металлообрабатывающем предприятии, имеющем кузнечно-прессовый и термический участки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2043866C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ МАТЕРИАЛОВ НА ОСНОВЕ ТИТАНА | 1992 |
|
RU2030968C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОРИСТЫХ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2069604C1 |
| СПЕЧЕННЫЙ АНТИФРИКЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 1992 |
|
RU2031173C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ АЛЮМИНИЕВЫХ БРОНЗ | 1992 |
|
RU2032494C1 |
| ИЗНОСОСТОЙКИЙ СПЕЧЕННЫЙ МАТЕРИАЛ НА ОСНОВЕ ТИТАНА | 1993 |
|
RU2044093C1 |
| СПЕЧЕННЫЙ АНТИФРИКЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ХРОМА | 1992 |
|
RU2025529C1 |
| СВЯЗКА НА ОСНОВЕ НИКЕЛЯ ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1992 |
|
RU2048284C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО МАТЕРИАЛА НА ОСНОВЕ ЦИНКА (ВАРИАНТЫ) | 2009 |
|
RU2418085C1 |
| Способ получения антифрикционного композиционного материала на основе чугуна | 1989 |
|
SU1759934A1 |
Изобретение относится к порошковой металлургии, а именно к способу изготовления спеченных пористых материалов на основе алюминия для деталей триботехнического назначения втулок подшипников скольжения, уплотнений, подпятников и др. Поставленная задача реализуется за счет применения более эффективного метода спекания в режиме горения, с применением инициирующих воспламенение добавок в шихту, применения совмещенной закалки, пропитки в масле. 3 з.п. ф-лы, 1 табл.
| Способ изготовления спеченных пористых изделий из алюминиевых порошков | 1982 |
|
SU1047590A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
