Изобретение относится к области порошковой металлургии, а именно к способам получения изделий на основе железного порошка, и может быть использовано при изготовлении изделий общего машиностроительного и приборостроительного назначения.
Известен способ получения изделий из железных порошков с легирующими добавками (ТУ-83-30-85 "Заготовки из порошковой конструкционной стали". Ижевск, ЦНИИТМ). Способ включает приготовление шихты, прессование и спекание изделия при температуре 1270-1280оС в течение 3 ч. Шихту получают путем смешивания железного порошка с порошками углекислого никеля (NiCO3), оксида молибдена (МоО3) и графита (С), проводят восстановительный отжиг смеси в диссоциированном аммиаке (75% Н2 + 25% N2) при 730оС, в течение 3 ч, размалывают смесь, отсевают крупную фракцию, добавляют стеарат цинка, перемешивают шихту.
Данный способ позволяет получать изделия с плотностью 7,0 г/см3 из легированных никель-молибденовых порошковых сталей, содержащих, мас. углерод 0,1-0,6; никель 1-2; молибден 0,2-0,3, со следующими механическими свойствами: предел прочности при растяжении 218-338 МПа, ударная вязкость 15-25 Дж/см2, твердость 70-100 НВ.
Недостаток указанного способа неоднородность распределения легирующих элементов, в частности никеля, что приводит к получению негомогенной структуры с так называемыми "белыми пятнами" аустенитными участками различного размера с повышенными содержаниями никеля, и соответственно, обеднению никелем основы материала ферритоперлита, что ухудшает стабильность механических свойств изделия. Неоднородность распределения никеля связана с тем, что никель в порошковую сталь вводится в виде углекислого никеля NiCo3, процесс восстановления которого до никеля идет медленно, в две стадии. Сначала углекислый никель в шихте восстанавливается до оксида никеля: NiCO3 _→ NiO, затем происходит восстановление оксида никеля до металлического никеля: NiO _→ Ni, и только после этого происходит взаимная диффузия никеля в железо и железа в никель и формирование структуры порошковой стали легированного ферритоперлита. Углекислый никель при отжиге разлагается с образованием углекислого газа (NiCO3 _→ NiO + СO2↑ ), который является окислителем и препятствует процессам восстановления до никеля. Следующий недостаток способа применение высоких температур спекания 1270-1280оС для ускорения диффузионных процессов. Это ведет к дополнительному расходу электроэнергии, снижению срока эксплуатации печей спекания. Известен способ получения изделий из диффузионно-легированных порошков "Ultrapac" фирмы "Mannesmann Demag Pulvermetall", FRG (Siegers. I. Neue Tendenzen bei der Herstellung gr erer Form Komplirierter sinterteil // Neue Hütte, 30 Jahrgang, Helf 11, November 1985, Seiten 413-416). Способ включает приготовление шихты, прессование и спекание изделия в эндогазе при температуре 1120оС. Порошок "Ultrapac" получают на базе распыленного или восстановленного чистого железного порошка, к которому добавляют оксиды меди СuO и оксиды молибдена МоО3, смешивают и смесь отжигают в восстановительной атмосфере при 850оС. Затем производят размол смеси, отсев крупной фракции, классификацию. К полученной восстановительной смеси добавляют порошок металлического никеля, вновь производят смешивание и получают диффузионно-легированный порошок "Ultrapac" с содержанием, мас. Ni 1,75-4; Cu 1,5; Mo 0,5. Этот порошок используют для изготовления изделий, для чего к данному порошку добавляют требуемое количество графита и 1 мас. стеарата цинка. Данный способ позволяет получать изделия при плотности 7,0 г/см3 со следующими механическими свойствами: прочность на растяжение 450 МПа при 1,75 мас. Ni и 0,4 мас. С.
erer Form Komplirierter sinterteil // Neue Hütte, 30 Jahrgang, Helf 11, November 1985, Seiten 413-416). Способ включает приготовление шихты, прессование и спекание изделия в эндогазе при температуре 1120оС. Порошок "Ultrapac" получают на базе распыленного или восстановленного чистого железного порошка, к которому добавляют оксиды меди СuO и оксиды молибдена МоО3, смешивают и смесь отжигают в восстановительной атмосфере при 850оС. Затем производят размол смеси, отсев крупной фракции, классификацию. К полученной восстановительной смеси добавляют порошок металлического никеля, вновь производят смешивание и получают диффузионно-легированный порошок "Ultrapac" с содержанием, мас. Ni 1,75-4; Cu 1,5; Mo 0,5. Этот порошок используют для изготовления изделий, для чего к данному порошку добавляют требуемое количество графита и 1 мас. стеарата цинка. Данный способ позволяет получать изделия при плотности 7,0 г/см3 со следующими механическими свойствами: прочность на растяжение 450 МПа при 1,75 мас. Ni и 0,4 мас. С.
Недостаток способа неравномерное распределение никеля в материале изделия, так как никель вводится в шихту в виде металлического порошка никеля, крупность фракции которого на порядок выше, чем фракций оксидов меди и молибдена, что ведет к образованию в структуре большого количества "белых пятен" аустенитных участков с повышенным содержанием никеля, что ухудшает механические свойства изделия.
Известен способ получения высокопрочных изделий из частично-легированных железных порошков (Акименко В.Б. Гуляев И.А. Колашникова О.Ю. и др. Производство частично-легированных железных порошков Сталь, 1991, N 1, с. 76-79; Гретченко В.Е. Чумаков А.Ф. Рославцев Н.А. Свойства железных и низколегированных порошков производства Сулинского металлургического завода // Порошковая металлургия, 1992, N 2, с. 101-106 прототип), разработанный совместно ЦНИИЧерметом и Сулинским металлургическим заводом (СМЗ). Способ включает приготовление шихты, прессование и спекание изделия при 1220оС. В известном способе шихту получают путем смешивания низколегированного железного порошка с требуемым количеством углерода и стеарата цинка.
Низколегированный железный порошок марки ПЖН2Д2М и ПЖН4Д2М, соответственно с 2 и 4% Ni, 1,5% Cu и 0,5% Мо получают следующим образом: смешивают распыленный железный порошок с порошками оксида меди и молибдена, проводят диффузионно-восстановительный отжиг смеси при 800-850оС, производят дробление и измельчение спека, классифицируют и смешивают с порошком металлического никеля. Механические свойства материала изделий из частично-легированных железных порошков, содержащих 0,45% С, с плотностью 7,0 г/см3 после спекания при температуре 1220оС следующие: предел прочности при растяжении 400 и 500 Н/мм2, ударная вязкость 15 и 20 Дж/см2 соответственно на базе порошков с 2 и 4% Ni.
Недостатки прототипа:
неоднородность химического состава и структуры, так как никель вводится в шихту в виде металлического порошка никеля, крупность фракции которого на порядок выше, чем фракций оксидов меди и молибдена, что ведет к образованию в структуре значительного количества "белых пятен" аустенитных участков твердых растворов никеля в железе с содержанием никеля до 20-30% в то время как основа материала обеднена никелем, что ухудшает механические свойства изделия;
введение меди в шихты на первом этапе, так как медь расплавляется, образует жидкую фазу и препятствует доступу никеля к частице железа при спекании, что замедляет взаимную диффузию никеля и железа, что приводит к получению негомогенной структуры;
проведение высокотемпературного отжига шихты при 800-850оС, в результате чего образуется спек шихты в монолит, требующий последующего дробления, размола, измельчения, классификации, при этом происходит значительный отсев крупной фракции, содержащей легирующие компоненты (Ni, Mo, Cu), что экономически невыгодно;
необходимость проводить спекание при повышенных температурах (1220оС) для ускорения диффузионных процессов, что ведет к дополнительному расходу электроэнергии.
Цель изобретения повышение стабильности механических свойств изделий.
Цель достигается тем, что в способе получения спеченных изделий из диффузионно-легированных железных порошков, включающем приготовление шихты, прессование и спекание, приготовление шихты осуществляют в два этапа: сначала получают диффузионно-легированный никелем и молибденом железный порошок, проводят восстановительный отжиг смеси при 720оС, а затем к полученной восстановленной смеси добавляют порошок меди, спекание изделий ведут при температуре 1160оС. В качестве никельсодержащей добавки применяют оксид никеля.
Отличия изобретения от прототипа:
введение оксида никеля вместо металлического порошка никеля приводит к равномерному распределению никельсодержащих частиц смеси, так как объем добавок порошка оксида никеля в несколько раз превышает объем добавок металлического никеля, что связано с меньшей плотностью оксида никеля и меньшим содержанием в нем никеля. Равномерность распределения никеля в смеси также достигается за счет большей дисперсности частиц оксида никеля (так как фракция оксида никеля составляет 3-5 мкм, а фракция частиц металлического никеля 20-30 мкм) и хорошей адсорбируемости частиц оксидов никеля на частицах железа за счет сложной, сильноразвитой формы частиц оксидов никеля и его большой поверхностной энергии. За счет равномерного распределения никеля достигается гомогенность структуры и соответственно повышается стабильность механических свойств изделий;
введение меди в шихту после восстановительного отжига способствует взаимной диффузии никеля и железа, а также позволяет проводить спекание при пониженной температуре (1160оС) за счет образования жидкой фазы при спекании в присутствии меди (температура плавления меди 1083оС), что активизирует диффузионные процессы, ведет к образованию однородной структуры и повышению механических свойств изделия;
проведение низкотемпературного отжига смеси при температуре 720оС в течение 3 ч исключает образование спека шихты в монолит, что исключает проведение последующего дробления, размола, измельчения, классификации и потери легирующих компонентов (Ni, Mo, Cu);
проведение спекания изделий при температуре 1160оС позволяет снизить расход электроэнергии, повысить срок эксплуатации печей спекания.
Таким образом, при данной совокупности отличительных признаков можно сделать вывод, что заявляемое техническое решение соответствует критерию "новизна".
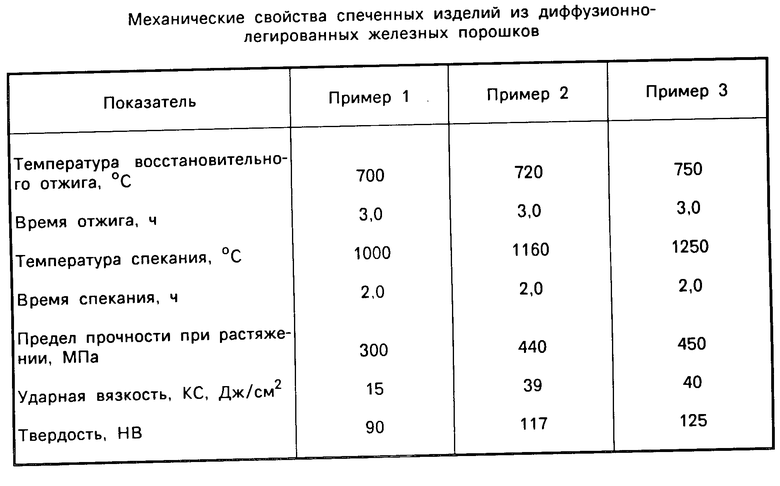
П р и м е р 1. Для получения образцов и изделий из порошковой стали марки ПК30Н2Д1, 5М, шихту готовят путем смешивания железного порошка ПЖВ и легирующих добавок оксида никеля 2,54% оксида молибдена 0,4% Компоненты смешивают в вакуумном смесителе в течение трех часов. Затем полученную легированную шихту подвергают восстановительному отжигу в электропечи в стальных лодочках с высотой слоя не более 15-20 мм в атмосфере диссоциированного аммиака при температуре 700оС в течение 3 ч. Затем проводят дошихтовку, добавляя к восстановленной смеси, мас. карандашный графит 0,26; стеарат цинка 0,8; порошок меди 1,5, перемешивают в смесителе в течение 2 ч. Из шлихты холодным прессованием на прессе КА-8/28 получают прессовки образцов и изделий. Прессовки спекают в проходной печи в графитовых лодочках при температуре 1000оС в течение 2 ч в горячей зоне. Механические свойства полученных изделий приведены в таблице.
П р и м е р 2. Для получения образцов и изделий из порошковой стали марки ПК30Н2Д1,5М шихту получают путем смешивания железного порошка ПЖВ и легирующих добавок оксида никеля 2,54 мас. окисла молибдена 0,4 мас. Компоненты смешивают в вакуумном смесителе в течение 3 ч. Затем полученную легированную шихту подвергают восстановительному отжигу в электропечи в стальных лодочках с высотой слоя не более 15-20 мм в атмосфере диссоциированного аммиака при температуре 720оС в течение 3 ч. Затем проводят дошихтовку, добавляя к восстановленной смеси, мас. карандашный графит 0,26; стеарат цинка 0,8; порошок меди 1,5, перемешивают в смесителе в течение 2 ч. Из шихты холодным прессованием на прессе КА-8/28 получают прессовки образцов и изделий. Прессовки спекают в проходной печи в графитовых лодочках при температуре 1160оС в течение 2 ч в горячей зоне. Механические свойства изделий приведены в таблице.
П р и м е р 3. Для получения образцов и изделий из порошковой стали марки ПК30Н2Д1,5М шихту получают путем смешивания железного порошка ПЖВ и легирующих добавок оксида никеля 2,54 мас. оксида молибдена 0,4 мас. Компоненты смешивают в вакуумном смесителе в течение 3 ч. Затем полученную легированную шихту подвергают восстановительному отжигу в электропечи в стальных лодочках с высотой слоя не более 15-20 мм в атмосфере диссоциированного аммиака при температуре 750оС в течение 3 ч. После восстановления производят размол шихты в конусном смесителе с шарами. Затем проводят дошихтовку, добавляя к восстановленной смеси, мас. карандашный графит 0,26; стеарат цинка 0,8; порошок меди 1,5, перемешивают в смесителе в течение 2 ч. Из шихты холодным прессованием на прессе КА-8/28 получают прессовки образцов и изделий. Прессовки спекают в проходной печи в графитовых лодочках при температуре 1250оС в течение 2 ч в горячей зоне. Механические свойства изделий приведены в таблице.
Из таблицы видно, что механические свойства изделий при температуре восстановительного отжига 750оС и температуре спекания 1250оС выше, чем при температуре отжига 720оС и температуре спекания 1160оС. Проведение спекания при 1250оС является нетехнологичным, так как требуемый уровень свойств достигается при температуре 1160оС. При температуре восстановительного отжига 750оС происходит спек шихты в монолит, требующий последующего дробления, размола, измельчения, классификации, при этом происходит значительный отсев крупной фракции, содержащей легирующие компоненты, это экономически невыгодно. При температуре восстановительного отжига 700оС и температуре спекания 1000оС не достигается требуемого уровня механических свойств. Оптимальное время отжига, при котором хорошо идут процессы восстановления, 3 ч.
Введение меди после восстановительного отжига позволяет снизить температуру спекания до 1160оС за счет образования жидкой фазы при спекании в присутствии меди (температура плавления меди 1083оС), что активизирует диффузионные процессы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА НА ЖЕЛЕЗНОЙ ОСНОВЕ (ЕГО ВАРИАНТЫ) | 2006 |
|
RU2327548C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА НА ЖЕЛЕЗНОЙ ОСНОВЕ (ЕГО ВАРИАНТЫ) | 2006 |
|
RU2327547C1 |
| ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА И ЕГО СОСТАВ | 2008 |
|
RU2490352C2 |
| ПРЕДВАРИТЕЛЬНО ЛЕГИРОВАННЫЙ ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА, ПОРОШКОВАЯ СМЕСЬ НА ОСНОВЕ ЖЕЛЕЗА, СОДЕРЖАЩАЯ ПРЕДВАРИТЕЛЬНО ЛЕГИРОВАННЫЙ ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА, И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ И СПЕЧЕННЫХ ДЕТАЛЕЙ ИЗ ПОРОШКОВОЙ СМЕСИ НА ОСНОВЕ ЖЕЛЕЗА | 2015 |
|
RU2699882C2 |
| Способ получения порошковой смеси, готовой для прессования металлургических деталей | 2018 |
|
RU2690127C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОРОШКОВЫХ ИЗДЕЛИЙ ИЛИ МАТЕРИАЛОВ | 2008 |
|
RU2432227C2 |
| ПРЕДВАРИТЕЛЬНО ЛЕГИРОВАННЫЙ ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА, СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ И ИЗДЕЛИЕ | 2003 |
|
RU2313420C2 |
| НИЗКОЛЕГИРОВАННЫЙ СТАЛЬНОЙ ПОРОШОК | 2008 |
|
RU2490353C2 |
| ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА | 2017 |
|
RU2734850C2 |
| Способ получения комплексно-легированной порошковой смеси, готовой для формования | 2018 |
|
RU2692002C1 |
Изобретение относится к области порошковой металлургии. Способ получения спеченных изделий из диффузионно-легированных железных порошков включает приготовление шихты, прессование и спекание. Шихты готовят в два этапа: сначала получают диффузионно-легированный никелем и молибденом железный порошок, проводят восстановительный отжиг смеси при 720°С в течение 3 ч, а затем к полученной восстановительной смеси добавляют порошок меди. Спекание изделий ведут при 1160°С. В качестве никельсодержащей добавки используют оксид никеля. 1 з.п. ф-лы, 1 табл.
| Гретченко В.Е., Чумаков А.Ф., Рославцев Н.А | |||
| Свойства железных и низколегированных порошков производства Сулинского металлургического завода Порошковая металлургия, 1992, N 2, с.101-106. |
