Область техники
Настоящее изобретение относится к предварительно легированному порошку на основе железа. В частности, изобретение относится к предварительно легированному порошку на основе железа, включающему в себя небольшие количества легирующих элементов, который позволяет экономически эффективно изготавливать спеченные детали для расширения рынка продукции порошковой металлургии.
Уровень техники
В промышленности использование металлических изделий, изготовленных путем прессования и спекания металлических порошковых составов, находит все более широкое распространение. Производится множество различных продуктов различных форм и толщины при непрерывном повышении требований к качеству и одновременном стремлении к снижению издержек. Это особенно справедливо для изготавливаемых методами порошковой металлургии деталей, поступающих на автомобильный рынок, который является важным рынком для порошковой металлургии и для которого главной движущей силой является стоимость. Другим важным фактором является возможность утилизации (повторного использования) отходов автомобильной промышленности с учетом влияния на окружающую среду. Известные легирующие системы, нашедшие широкое применение в этой области техники, часто включали в себя такие легирующие элементы, как Ni и Cu. Однако никель является сильным аллергеном и считается также оказывающим другие вредные воздействия на здоровье. Проблема с медью заключается в том, что во время утилизации отходов (лома), применяемой при производстве стали, происходит накопление меди. Однако для многих сортов стали медь непригодна, и поэтому требуется лом без меди или с минимальным содержанием меди. Порошки на основе железа с низким содержанием легирующих элементов без никеля и меди известны в настоящее время, например, из патентов США № 4266974, 5605559, 5666634 и 6348080.
Цель изобретения, описанного в патенте США № 4266974, заключается в предложении порошка, удовлетворяющего потребность в высокой прессуемости и в предложении спеченного изделия, обладающего хорошей прокаливаемостью и хорошими свойствами при термообработке, такой как науглероживание. Наиболее важной стадией в производстве легированного стального порошка, изготавливаемого согласно этому патенту, является стадия восстановительного отжига (столб. 5, строка 15).
Оба патента США № 5605559 и 5666634 касаются стальных порошков, включающих в себя Cr, Mo и Mn. Легированный стальной порошок согласно патенту США № 5605559 содержит, мас.%: примерно 0,5-2% Cr, не более примерно 0,08% Mn, примерно 0,1-0,6% Mo, примерно 0,05-0,5% V, не более примерно 0,015% S, не более примерно 0,2% О, а остальное приходится на Fe и неизбежные примеси. Патент США № 5666634 показывает, что эффективные содержания должны составлять между 0,5 и 3 мас.% хрома, 0,1 и 2 мас.% молибдена и не более 0,08 мас.% марганца.
Серьезным недостатком при использовании изобретений, раскрытых в этих патентах США № 5605559 и 5666634, является невозможность использования дешевого лома, поскольку этот лом обычно содержит более 0,08 мас.% марганца. В этом контексте патент № 5605559 указывает, что «когда содержание Mn превышает примерно 0,08 мас.%, на поверхности легированных стальных порошков образуется оксид, так что происходит уменьшение прессуемости и увеличение прокаливаемости с выходом за требующийся уровень. ... Содержание Mn предпочтительно составляет не более примерно 0,06 мас.%» (столб. 3, строки 47-53). Это указание повторяется в патенте США № 5666634, в котором указано, что «в ходе производства стали применяется специальная обработка для снижения содержания Mn до уровня, не превышающего 0,08 мас.%» (столб. 3, строки 40-44). Другая проблема заключается в том, что ничего не говорится о восстановительном отжиге и возможности получить низкое содержание кислорода и углерода в распыленных водой железных порошках, включающих в себя чувствительные к окислению элементы, такие как хром, марганец. Единственной информацией, приведенной в этом отношении, представляется пример 1, в котором указано, что должно выполняться заключительное восстановление. Кроме того, в патенте США № 5666634 имеется ссылка на выложенный патент Японии № 4-165002, который касается легированного стального порошка, включающего в себя, в дополнение к Cr, также Mn, Nb и V. Этот легированный порошок также может включать в себя Мо в количествах более 0,5 мас.%. Согласно исследованиям, на которые имеется ссылка в патенте США № 5666634, было обнаружено, что этот легированной в основном Cr стальной порошок невыгоден из-за присутствия карбидов и нитридов, которые служат в качестве мест излома спеченного изделия.
Возможность использования полученных из лома порошков описана в патенте США № 6348080, который предлагает распыленный водой, отожженный порошок на основе железа, содержащий, мас.%: Cr 2,5-3,5; Mo 0,3-0,7; Mn 0,09-0,3; O < 0,2; C < 0,01, а остальное приходится на железо и неизбежные примеси в количестве не более 1%. Этот патент описывает также способ приготовления такого порошка. Кроме того, патент США № 6261514 описывает возможность получения спеченных продуктов, имеющих высокую прочность на разрыв и высокую ударную прочность, в том случае, если имеющие этот состав порошки подвергают теплому прессованию и спекают при температуре свыше 1220оС.
Авторы настоящего изобретения неожиданно обнаружили, что более низкие содержания легирующих элементов, особенно хрома, обеспечивают неожиданные улучшения в отношении возможностей отжига и спекания. Например, может оказаться допустимым более высокое парциальное давление кислорода во время спекания. Максимальное парциальное давление кислорода, которое может допускаться при производстве спеченных изделий из порошка согласно настоящему изобретению, не превышает 3×10-17 атм, в то время как в процессе спекания изделий, получаемых согласно патенту США № 6348080, выданному на имя Арвидссона (Arvidsson), максимально допустимое парциальное давление составляет всего 5×10-18 атм.
Кроме того, при сравнении неспеченных прессовок, приготовленных из этих известных порошков, с неспеченными прессовками, приготовленными из новых порошков согласно настоящему изобретению, было обнаружено, что прессованные порошковые заготовки, приготовленные из новых порошков, отличаются неожиданно высокой прочностью всырую (т.е. прочностью материала в неспеченном состоянии). Это особенно справедливо в случае использования смазывания стенки матрицы. Прочность всырую является одним из наиболее важных физических свойств неспеченных деталей. Важность этого свойства возрастает по мере увеличения размеров изготавливаемых методами порошковой металлургии деталей и усложнения их геометрической формы. Прочность всырую возрастает при увеличении плотности прессовки, при этом на нее оказывают влияние тип и количество смазки, примешанной к порошку. Прочность всырую зависит также от типа используемого порошка. Высокая прочность всырую требуется для того, чтобы предотвратить растрескивание прессовок во время выталкивания из прессующего инструмента и предотвратить получение ими повреждений при манипуляциях и транспортировке между прессом и печью для спекания. Используемые в настоящее время прессовки, обладающие относительно высокой прочностью всырую, преимущественно приготавливают из порошков губчатого железа, в то время при приготовлении прессовок из распыленных порошков столкнулись с трудностями, несмотря на тот факт, что распыленный порошок является более прессуемым и поэтому обеспечивает более высокую плотность до спекания.
Цели изобретения
Первой целью является предложение нового предварительно легированного порошка, включающего в себя небольшие количества легирующих элементов.
Второй целью является предложение предварительно легированного порошка, который может быть спрессован при температуре окружающей среды до высокой прочности всырую при умеренных давлениях прессования.
Третьей целью является предложение нового предварительно легированного порошка, который может быть экономически эффективным образом спрессован и спечен в промышленных масштабах.
Четвертой целью является предложение нового предварительно легированного порошка, который может быть получен из дешевого лома (отходов).
Пятой целью является предложение нового предварительно легированного порошка, пригодного для изготовления спеченных изделий с микроструктурой, по существу состоящей из низкотемпературного бейнита.
Шестой целью является предложение нового предварительно легированного порошка, включающего в себя небольшие количества легирующих элементов, с хорошей прессуемостью, хорошей прокаливаемостью и содержанием кислорода ниже 0,25%.
Раскрытие изобретения
Согласно настоящему изобретению эти цели достигаются за счет использования предварительно легированного, распыленного водой стального порошка, содержащего 1,3-1,7 мас.% Cr, 0,15-0,3 мас.% Мо, 0,09-0,3 мас.% Mn, не более 0,01 мас.% С, не более 0,25 мас.% О, причем остальное приходится на долю Fe и неизбежных примесей.
Согласно более предпочтительному варианту реализации изобретения порошок имеет следующий состав: 1,35-1,65 мас.% Cr, 0,15-0,25 мас.% Мо, 0,09-0,25 мас.% Mn, не более 0,006 мас.% С.
Изобретение относится также к прессованным и спеченным продуктам, полученным из этого порошка, необязательно смешанного с другими легирующими элементами и смазками, связующими, твердофазными материалами, повышающими текучесть агентами, улучшающими механическую обрабатываемость агентами.
Подробное описание изобретения
Приготовление нового порошка
Легированный стальной порошок согласно настоящему изобретению можно легко изготовить, подвергнув литую сталь, полученную с описанным выше составом по легирующим элементам, любому известному способу распыления водой. Желательно, чтобы распыленный водой порошок был приготовлен таким образом, что перед отжигом такой распыленный водой порошок имеет массовое отношение О:С между 1 и 4, предпочтительно - между 1,5 и 3,5, а наиболее предпочтительно - между 2 и 3, и содержание углерода между 0,1 и 0,9 мас.%. Для дальнейшей обработки согласно настоящему изобретению этот распыленный водой порошок может быть отожжен согласно способам, описанным в РСТ/SE97/01292 (включенной сюда путем ссылки).
Другой способ, который может быть использован для приготовления низкоуглеродистых порошков на основе железа с низким содержанием кислорода, включающих в себя небольшие количества легко окисляющихся легирующих элементов, описан в совместно поданной шведской заявке № 9800153-0.
Отличительным признаком, который наблюдался в отношении внешнего вида частиц отожженного порошка, является то, что форма частиц несколько более неправильна по сравнению с формой частиц распыленного водой простого железного порошка.
Содержание Cr
Компонент Cr является подходящим легирующим элементом в стальных порошках, поскольку он обеспечивает получение спеченных продуктов с улучшенной прокаливаемостью, но незначительно увеличенной твердостью феррита. Для получения достаточной прочности после спекания при сохранении хорошей прессуемости подходит диапазон содержания Cr от 1,3 до 1,7. Более высокое содержание хрома ведет к снижению прессуемости и повышает также опасность образования нежелательных карбидов. Более низкое содержание ведет к снижению прокаливаемости.
Содержание Mn
Компонент Mn улучшает прочность стали за счет улучшения прокаливаемости и закалки на твердый раствор. Однако, если содержание Mn превышает 0,3%, твердость феррита возрастет за счет закалки на твердый раствор. Если содержание Mn ниже 0,08%, невозможно использовать дешевый лом, в котором обычно содержание Mn превышает 0,08%, если только не выполнить специальную обработку с целью снижения содержания Mn в процессе производства стали. Таким образом, предпочтительное содержание Mn согласно настоящему изобретению составляет 0,09-0,3%. В сочетании с содержаниями С ниже 0,01% такой диапазон содержания Mn дает наиболее интересные результаты.
Содержание Мо
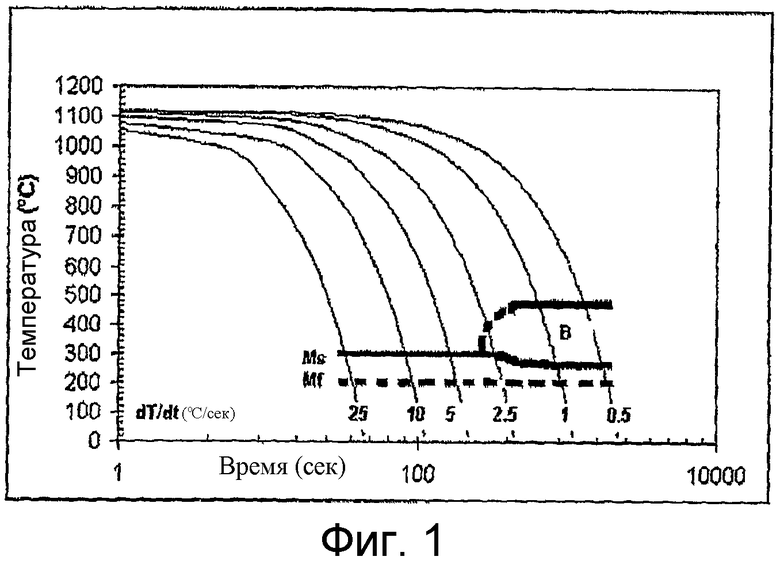
Компонент Мо служит для улучшения прочности стали за счет улучшения прокаливаемости и за счет закалки на твердый раствор и дисперсионного твердения. При данном химическом составе добавление Мо в диапазоне от 0,15 до 0,3% является достаточным для перемещения перлитной петли на диаграмме превращений при непрерывном охлаждении (далее называемой термокинетической диаграммой, от англ. CCT-diagram) вправо, делая возможным формирование бейнитной структуры при обычно используемых скоростях охлаждения.
Содержание С
Причина того, почему содержание С в легированном стальном порошке не превышает 0,01%, заключается в том, что С является тем элементом, который служит для упрочнения ферритной матрицы за счет междоузельной закалки на твердый раствор. Если содержание С превышает 0,01 мас.%, происходит значительное упрочнение порошка, которое ведет к слишком плохой прессуемости порошка, предназначенного для промышленного использования.
Содержание О
Содержание О не должно превышать 0,25 мас.%. Содержание О предпочтительно ограничено уровнем менее примерно 0,2 мас.%, а более предпочтительно - уровнем менее примерно 0,15 мас.%.
Другие элементы
Другими элементами, которые могут быть включены в состав предварительно легированного порошка, являются Ti, B, V и Nb. Ti, V и Nb могут образовывать карбиды, дающие эффект дисперсионного твердения. В оказывает такое же воздействие, как и углерод, т.е. эффект закалки на твердый раствор, и может образовывать бориды с Ti, Nb и V, создавая эффект дисперсионного твердения. Содержания этих элементов предпочтительно составляют, мас.%: 0,01-0,04% Ti, 0,01-0,04% B, 0,05-0,3% V и не более 0,1% Nb.
К такому новому порошку могут быть подмешаны Ni и/или Cu. В альтернативном варианте частицы Cu и/или Ni могут быть прилеплены к частицам нового порошка путем использования связующего агента. Ni и/или Cu могут также быть прикреплены к частицам нового порошка путем диффузионного связывания. Добавление Ni и/или Cu улучшает прокаливаемость. Добавляемые количества этих сплавов ограничиваются уровнем в примерно 0,5-8,0 мас.% Ni и примерно 0,5-4,0 мас.% Cu.
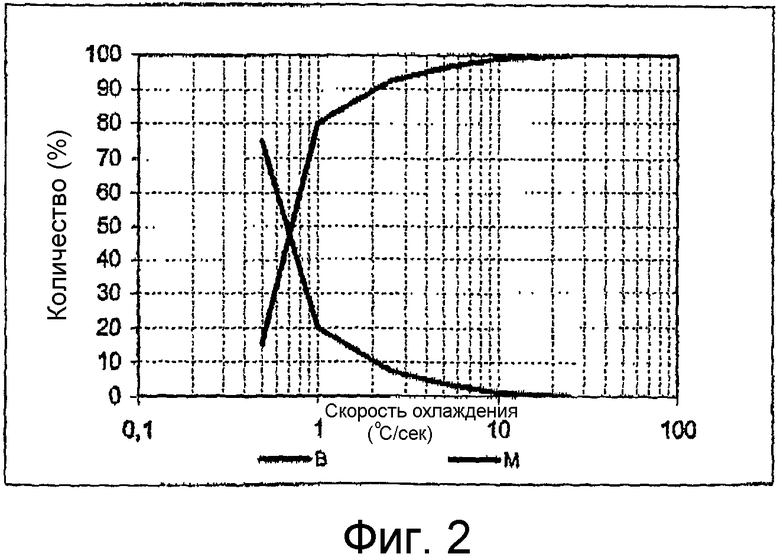
На фиг.1 показана термокинетическая диаграмма, а на фиг.2 показаны количества фаз при различных скоростях охлаждения для материала, приготовленного из нового порошка с добавлением 0,5% углерода и 2% Cu. На этих фигурах продемонстрирована хорошая прокаливаемость.
Кроме того, к новому порошку могут быть также примешаны дополнительные элементы, такие как P, B, Si, Mo и Mn.
Графит
Графит добавляют обычно к порошковым металлургическим смесям для улучшения механических свойств. Графит действует также в качестве восстановителя, уменьшающего содержание оксидов в спеченном изделии с дальнейшим улучшением механических свойств. Содержание С в спеченном продукте определяется количеством графитового порошка, смешанного с легированным стальным порошком согласно изобретению. Обычно графит добавляют в количествах вплоть до 1 мас.%.
Смазка
К подлежащему прессованию порошковому составу может быть также примешана смазка. В настоящее время наиболее интересным применением нового порошка представляется производство спеченных деталей, спрессованных при температуре окружающей среды (т.е. холодным прессованием), но возможно также и теплое прессование.
Представительными примерами смазок, применяемых при температуре окружающей среды (низкотемпературных смазок) являются: KenolubeТМ, этилен-бис-стеарамид (EBS) и стеараты металлов, такие как стеарат цинка, производные жирных кислот, такие как олеиновый амид и глицерилстеарат, и полиэтиленовые воски.
Представительными примерами смазок, используемых при повышенных температурах (высокотемпературные смазки), являются: полиамиды, олигомеры амидов, сложные полиэфиры или стеарат лития. Добавляемое количество смазок обычно составляет вплоть до 1 мас.%.
Другие добавки
Другие добавки, которые по желанию могут быть примешаны к порошку согласно изобретению, включают в себя твердофазный материал, улучшающий механическую обрабатываемость агент и повышающие текучесть агенты.
Прессование и спекание
Прессование может быть выполнено в ходе операции одноосного прессования при температуре окружающей среды или повышенной температуры при давлениях вплоть до 2000 МПа, хотя обычно давление варьируется между 400 и 800 МПа.
После прессования выполняют спекание полученной заготовки при температуре от примерно 1000оС до примерно 1400оС. Спекание в диапазоне температур от 1050 до 1200оС ведет к экономически эффективному производству высококачественных изделий. Дальнейшее повышение температуры спекания выше 1200оС, т.е. высокотемпературное спекание, ведет к дальнейшему улучшению механических свойств. Длительности спекания могут быть сравнительно невелики, т.е. менее 1 часа, например 45 минут. Обычно длительность спекания составляет примерно 30 минут.
В зависимости от, например, состава порошка на основе железа и количества добавленного графита плотность и скорости охлаждения, типичные для печей спекания, т.е. 0,5-2оС/сек, ведут к получению полностью бейнитных структур.
При снижении скорости охлаждения ниже 0,5оС/сек и/или уменьшении количества примешанного графита может быть получена микроструктура, состоящая из смеси феррита, перлита и бейнита в различных количествах. При повышении скорости охлаждения выше 2оС/сек достигают упрочнения, т.е. получают микроструктуру, более чем на 50% состоящую из мартенсита.
Наилучшее сочетание прочности и вязкости достигают в том случае, когда микроструктура спеченного изделия состоит главным образом из нижнего бейнита. Эту структуру получают при выполнении спекания при температуре свыше 1050оС и содержании углерода 0,55-1,0%. Бейнит состоит из неслоистых агрегатов (скоплений) феррита и карбидов. Основные варианты бейнита в стали называют верхним и нижним бейнитом. Различие между верхним и нижним бейнитом основано на том, распределены ли карбиды между отдельными ферритными областями (верхний бейнит) или внутри них (нижний бейнит). Скорость диффузии углерода во время образования нижнего бейнита настолько медленна, что атомы углерода не могут двигаться достаточно быстро для того, чтобы избежать захвата внутри быстро растущих пластинок феррита. В случае простой системы железо-углерод образование верхнего бейнита происходит при температуре свыше 350оС. Ниже этой температуре получают нижний бейнит. При добавлении легирующих элементов эта температура изменяется. Новый порошок делает возможным получение простым и экономически эффективным способом спеченных продуктов, включающих в себя по меньшей мере 50%, предпочтительно - по меньшей мере 70%, а наиболее предпочтительно - по меньшей мере 90% нижнего бейнита.
В таблицах 6-8 показано, что при увеличении содержания углерода в спеченном продукте от примерно 0,2% возрастают прочность на разрыв и предел текучести, а относительное удлинение и ударная прочность демонстрируют минимальное значение при содержании углерода примерно 0,6%. Комбинированного увеличения прочности на разрыв и предела текучести достигают при содержании углерода выше примерно 0,55% при охлаждении со скоростью 0,8оС/сек. Это комбинированное увеличение прочности на разрыв и предела текучести в спеченных продуктах, имеющих содержание углерода примерно 0,55-1%, является уникальным для данного материала, поскольку оно может быть достигнуто с помощью спекания в промышленных масштабах в обычных печах для спекания, таких как печи с сетчатым ленточным конвейером с блоками быстрого охлаждения или без них, толкательные (проходные) печи, роликовые печи или печи с шагающими подом.
Упрочнение после спекания
Упрочнение после спекания является процессом, который может оказаться мощным средством снижения издержек. Новые типы печей для спекания позволяют выполнять спекание деталей из низколегированной стали при нейтральном углеродном потенциале (без обезуглероживания или науглероживания) и потом подвергать их упрочнению в зоне быстрого охлаждения. Термообработки достигают путем высокоскоростной циркуляции охлаждаемого водой защитного газа в зоне быстрого охлаждения печи со скоростями охлаждения вплоть до 7оС/сек, достигаемыми в диапазоне между 900оС и 400оС. В результате этого в получаемых методами порошковой металлургии сталях мартенситная структура составляет по меньшей мере 50%. Для того, чтобы использовать преимущества упрочнения после спекания, наибольшее значение имеет выбор системы легирования.
Далее изобретение иллюстрируется не ограничивающими его рамки примерами.
Пример 1
Этот пример иллюстрирует плотность до спекания и прочность всырую прессованных заготовок при использовании нового порошка в сравнении с заготовками, спрессованными из известного порошка согласно патенту США № 6348080. Образцы для определения прочности всырую и плотности до спекания формовали при трех различных давлениях прессования с применением наружного смазывания (смазывания стенок матрицы) и внутреннего смазывания (стеарат цинка и Advawax) согласно таблицам 1-4.
Известный порошок
В следующей таблице 2 показаны результаты, полученные с порошком согласно настоящему изобретению. Порошок состоял из 1,5 мас.% Cr, 0,2 мас.% Мо и 0,11 мас.% Mn.
Новый порошок
Из сравнения результатов, перечисленных в таблицах 1 и 2, можно увидеть, что при использовании нового порошка получают более высокие плотности до спекания.
В следующих таблицах 3 и 4 показаны соответствующие прочности всырую для известного и нового порошков соответственно. Прочность всырую, полученная, в особенности, при прессовании нового порошка в смазанной матрице, значительно превышает полученную при использовании известного ранее порошка.
Известный порошок
Новый порошок
Пример 2
Этот пример описывает механические свойства образцов, полученных из нового порошка с добавлением 1 мас.% Cu. Пороши, включавшие в себя 0,6% графита, прессовали под давлением 600 МПа. Плотность полученного материала после спекания составила примерно 6,95 г/см3.
Образцы подвергали упрочнению после спекания при скорости охлаждения 2,5оС/сек. Измеряли прочность на разрыв, предел текучести, твердость и относительное удлинение. В таблице 5 показано, что механические свойства образов, приготовленных из нового порошка, включающего в себя только 1 мас.% Cu, настолько же хороши, как и у стандартного материала FL 4608 согласно стандарту USMPIF, включающего в себя 2% Cu.
Пример 3
Данный пример иллюстрирует механические свойства образцов, изготовленных из порошка согласно настоящему изобретению с добавлением графита в количестве 0,2%; 0,4%; 0,6%; 0,8% и 0,85% соответственно.
Образцы подвергали прессованию под давлением 400 МПа, 600 МПа и 800 МПа соответственно. В качестве смазки добавляли 0,8 мас.% этилен-бис-стеарамида. Прессование выполняли в ходе операции одноосного прессования при температуре окружающей среды. Образцы спекали при 1120оС в течение 30 минут в атмосфере из 90% азота и 10% водорода. Охлаждение выполняли со скоростью охлаждения примерно 0,5-1 оС/сек.
Измеряли плотность после спекания (SD), прочность на разрыв (TS), предел текучести (YS), относительное удлинение (А), энергию удара (IE), содержание углерода (С) и содержание кислорода (О) для спеченных образцов, причем полученные данные приведены в таблицах 6-8.
Давление прессования 400 МПа
Давление прессования 600 МПа
Давление прессования 800 МПа
Таблицы 6-8 показывают увеличение прочности на разрыв, ударной прочности и относительного удлинения для образцов с содержанием углерода свыше примерно 0,5%. Это явление связано с образованием низкотемпературного бейнита. Тот факт, что низкотемпературный бейнит может быть образован таким образом, делает новый порошок уникальным.
Изобретение относится к порошковой металлургии, в частности к предварительно легированным порошкам на основе железа. Может использоваться для изготовления деталей в автомобилестроении. Распыленный водой предварительно легированный стальной порошок содержит, мас.%: углерод не более 0,01; хром 1,3-1,7; молибден 0,15-0,3; марганец 0,09-0,3; кислород не более 0,25; железо и неизбежные примеси - остальное. С использованием порошка получают спеченные изделия с микроструктурой низкотемпературного бейнита. Порошок смешивают с графитом и необязательно с одной или несколькими добавками, выбранными из группы, включающей легирующие элементы, смазку, связующее, твердофазный материал, улучшающий механическую обрабатываемость агент и повышающий текучесть агент. Полученную смесь прессуют и спекают неспеченную заготовку. В микроструктуре полученного изделия содержится по меньшей мере 50%, предпочтительно - по меньшей мере 70%, а наиболее предпочтительно - по меньшей мере 90% низкотемпературного бейнита. Использование заявленного порошка позволяет повысить прочность на разрыв, ударную прочность и относительное удлинение изделий. 4 н. и 16 з.п. ф-лы, 2 ил., 8 табл.
титан 0,01-0,04, бор 0,01-0,04, ванадий 0,05-0,3, ниобий не более 0,1.
| US 5666634 А, 09.09.1997 | |||
| Порошковый материал на основе железа для получения спеченных изделий | 1990 |
|
SU1740481A1 |
| ЖЕЛЕЗНЫЙ ПОРОШОК, ПОЛУЧЕННЫЙ РАСПЫЛЕНИЕМ МЕТАЛЛОВ | 1999 |
|
RU2162390C1 |
| US 5628045 A, 06.05.1997 | |||
| Установка для сушки дисперсных материалов | 1978 |
|
SU908257A3 |

