ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к порошку на основе железа, предназначенному для производства компонентов методами порошковой металлургии. Настоящее изобретение также относится к способу производства порошка на основе железа и способу изготовления компонента из упомянутого порошка на основе железа и к соответствующим образом полученному компоненту.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
В промышленности использование металлических изделий, производимых путем уплотнения и спекания порошковых композиций на основе железа, становится все более широко распространенным. Требования к качеству этих металлических изделий непрерывно растут, и, как следствие, разрабатываются новые порошковые композиции с улучшенными свойствами. Кроме плотности, одним из самых важных свойств конечных спеченных изделий является изменение размеров, которое, прежде всего, должно быть стабильным. Проблемы с вариациями размеров в конечном изделии часто происходят из-за неоднородностей в уплотняемой порошковой смеси. Такие неоднородности могут также привести к вариациям механических свойств готовых компонентов. Эти проблемы особенно выражены со смесями порошков, включающих в себя порошковые компоненты, отличающиеся по размеру, плотности и форме, из-за чего происходит сегрегация во время манипуляций с порошковой композицией. Эта сегрегация подразумевает, что порошковая композиция будет неоднородной по составу, что, в свою очередь, означает, что выполненные из порошковой композиции детали проявляют различающиеся изменения размеров во время их производства, и конечный продукт будет иметь различающиеся свойства. Дополнительной проблемой является то, что мелкие частицы, особенно с низкой плотностью, такие как графит, вызывают пылеобразование при манипуляциях с порошковой смесью.
Различия в размере частиц также создают проблемы с сыпучестью порошка, то есть со способностью порошка вести себя как свободнотекучий порошок. Нарушенная сыпучесть проявляет себя увеличенным временем заполнения матриц порошком, что означает более низкую производительность и увеличенный риск вариаций плотности и состава уплотненного компонента, что может привести к недопустимым деформациям после спекания.
Были предприняты попытки решения описанных выше проблем путем добавления к порошковой композиции различных связующих веществ и смазок. Назначение связующего – надежно и эффективно связать мелкоразмерные частицы добавок, таких как легирующие компоненты, с поверхностью частиц основного металла и, следовательно, уменьшить проблемы сегрегации и пылеобразования. Назначение смазки – уменьшить внутреннее и внешнее трение во время уплотнения порошковой композиции, а также уменьшить усилие извлечения, то есть силу, требуемую для извлечения окончательно уплотненного изделия из матрицы.
Обычно используемые порошковые композиции для производства компонентов путем уплотнения и спекания содержат железо, медь и углерод, например графит, в виде порошка. В дополнение, также обычно добавляется порошкообразная смазка. Содержание меди обычно составляет 1-5% по массе композиции, содержание графита обычно составляет 0,3-1,2% по массе, а содержание смазки обычно составляет менее 1% по массе.
Легирующий элемент углерод, такой как графит, обычно присутствует в порошке в виде дискретных частиц, которые могут быть связаны с поверхностью более крупного порошка железа или на основе железа с низким содержанием углерода для того, чтобы избежать сегрегации и пылеобразования. Возможный выбор добавления углерода в виде предварительно справляемого элемента в порошке железа или на основе железа, т.е. добавленного в расплав перед распылением, не является альтернативой, поскольку такой порошок железа или на основе железа с высоким содержанием углерода был бы слишком твердым и чрезвычайно трудно уплотняющимся.
Легирующий элемент медь может быть добавлен в элементарной форме в виде порошка и, необязательно, связана с порошком железа или на основе железа посредством связующего. Однако более эффективной альтернативой во избежание, например, сегрегации меди и пылеобразования меди является диффузионное связывание и частичное сплавление частиц меди с поверхностью порошка железа или на основе железа. Этим способом предотвращается неприемлемое увеличение твердости порошка железа или на основе железа, которое иначе имело бы место, если бы медь была полностью предварительно сплавлена с порошком железа или на основе железа.
Диффузионно связанные порошки, где медь диффузионно связана с поверхностью порошка железа или на основе железа, известны уже многие десятилетия. В патенте Великобритании GB1162702, 1965 (Stosuy) раскрыт способ приготовления порошка. В этом способе легирующие элементы диффузионно связываются и частично сплавляются с частицами железного порошка. Нелегированный железный порошок нагревается вместе с легирующими элементами, такими как медь и молибден, в восстановительной атмосфере при температуре ниже точки плавления для того, чтобы вызвать частичное сплавление и агломерацию частиц. Нагревание прекращается ранее полного сплавления, и полученный агломерат размалывается до желаемого размера. В патенте Великобритании GB1595346, 1976 (Gustavsson) также раскрывается диффузионно связанный порошок. Этот порошок готовится из смеси порошка железа и порошка меди или легко восстанавливаемых соединений меди. Эта патентная заявка раскрывает железно-медный порошок с содержанием диффузионно связанной меди в 10 мас.%. Этот основной порошок разбавляется простым железным порошком, и получаемое содержание меди в порошковой композиции составляет от 2% до 3% от массы порошковой композиции.
Примерами других патентных документов, раскрывающих различные медьсодержащие диффузионно связанные порошки железа или на основе железа, являются JP3918236B2 (Kawasaki), JP63-114903A (Toyota), JP8-092604 (Dowa), JP1-290702 (Sumitomo).
Патентный документ Kawasaki описывает производственный способ изготовления диффузионно связанного порошка, где распыленный железный порошок с содержанием кислорода 0,3-0,9% и содержанием углерода менее 0,3% смешивают с крупным порошком металлической меди со средним размером частиц 20-100 мкм.
Патентная заявка Toyota раскрывает сильно сжимающийся металлический порошок, состоящий из предварительно легированного железного порошка с частицами меди, диффузионно связанными с его поверхностями. Предварительно легированный железный порошок состоит из 0,2-1,4% Mo, 0,05-0,25% Mn и менее 0,1% C, причем все проценты от массы предварительно легированного железного порошка. Предварительно легированный железный порошок смешивают с порошком меди или порошком оксида меди, имеющим средневесовой размер частиц самое большее 1/5 средневесового размера частиц предварительно легированного железного порошка, смесь нагревают, посредством чего частицы меди диффузионно связываются с предварительно легированным железным порошком. Содержание меди в получаемом диффузионно связанном порошке составляет 0,5-5 мас.%.
В патентной заявке Dowa описывается производственный способ получения диффузионно связанного медьсодержащего железного порошка, в котором тонкодисперсный порошок оксида меди, имеющий размер частиц самое большее 5 мкм и удельную поверхность по меньшей мере 10 м2/г, смешивают с железосодержащим порошком. Смесь порошка оксида меди и железосодержащего порошка далее подвергают воздействию восстановительной атмосферы при температуре 700-950°C для восстановления и осаждения металлической меди на поверхность железного порошка при содержании 10-50 % от массы получаемого диффузионно связанного порошка.
Документ Sumitomo раскрывает диффузионно легированный железный порошок с хорошей сжимаемостью, подходящий для применения в производстве прессованных и спеченных компонентов с высокой прочностью, высокой вязкостью разрушения и превосходной стабильностью размеров, без необходимости в использовании никеля в качестве легирующего элемента. Диффузионно легированный порошок получают смешиванием распыленного порошка железа с порошком оксида железа, при содержании порошка железа 2-35% по массе, а также порошком меди и, необязательно, порошком молибдена. Эту смесь подвергают процессу восстановительной термообработки, посредством чего легирующие элементы и восстановленный оксид железа диффузионно связываются с поверхностью распыленного порошка железа. Количество меди в получаемом диффузионно связанном порошке составляет 0,5-4 мас.%.
Хотя было предпринято множество попыток найти экономически эффективный диффузионно связанный медьсодержащий железный порошок для производства прессованных и спеченных компонентов, все еще существует потребность в улучшении такого порошка в плане стоимости и характеристик.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение раскрывает новый диффузионно связанный порошок, состоящий из железного порошка, имеющего 1-5%, предпочтительно 1,5-4%, а наиболее предпочтительно 1,5-3,5% по массе частиц меди, диффузионно связанных с поверхностями частиц железного порошка. Настоящее изобретение также раскрывает способ производства этого диффузионно связанного порошка, а также способ изготовления компонента из этого нового диффузионно связанного порошка и произведенный компонент.
ПОДРОБНОЕ ОПИСАНИЕ
Железный порошок
Железный порошок, используемый для производства диффузионно связанного порошка, представляет собой распыленный железный порошок, и в одном предпочтительном варианте осуществления имеет содержание кислорода 0,3-1,2%, предпочтительно 0,5-1,1% по массе, и содержание углерода 0,1-0,5% по массе. В одном варианте осуществления содержание кислорода составляет 0,5-1,1% по массе, а содержание углерода составляет свыше 0,3% по массе и вплоть до 0,5% по массе. При распылении расплава железа водой более экономично иметь более высокие содержания кислорода и углерода, отчего этот вариант осуществления и является предпочтительным с точки зрения экономики производства.
В одном альтернативном варианте осуществления содержание кислорода составляет самое большее 0,15% по массе, а содержание углерода – самое большее 0,02% по массе.
При использовании железного порошка с определенным содержанием кислорода неожиданно было найдено, что адгезия частиц меди к железному порошку после процесса диффузионного связывания и восстановительной термообработки значительно улучшается.
Максимальный размер частиц железного порошка обычно составляет 250 мкм, и по меньшей мере 75% по массе меньше 150 мкм. Самое большее 30% по массе меньше 45 мкм. Размер частиц измеряется в соответствии со стандартом ISO4497 1983.
Суммарное содержание других неизбежных примесей, таких как Mn, P, S, Ni и Cr, составляет самое большее 1,5% по массе.
Медьсодержащий порошок
Медьсодержащий порошок, используемый для производства диффузионно связанного порошка, представляет собой оксид меди(I) (Cu2O) или оксид меди(II) (CuO), а предпочтительно используется оксид меди(I). Медьсодержащий порошок имеет максимальный размер частиц, X90, в 22 мкм, здесь определяемый как значение, при котором по меньшей мере 90% частиц меньше этого максимального размера частиц, и средневесовой размер частиц, X50, самое большее 15 мкм, предпочтительно самое большее 11 мкм, определяемый лазерной дифрактометрией в соответствии со стандартом ISO 13320:2003.
Диффузионно связанный порошок
Железный порошок смешивается с медьсодержащим порошком в таких соотношениях, чтобы получить нужное конечное содержание меди в диффузионно связанном порошке. После тщательного смешивания порошков смесь подвергается процессу восстановительного отжига в содержащей водород восстановительной атмосфере при атмосферном давлении и при длительности и температуре, достаточных для того, чтобы восстановить медьсодержащий порошок до металлической меди и одновременно позволить меди частично продиффундировать в железный порошок. Как правило, температура выдержки составляет 800-980°C в течение периода от 20 минут до 2 часов. Полученный материал после процесса восстановительного отжига имеет форму слабосвязанного спека, который после стадии охлаждения подвергается дроблению или мягкому помолу с последующей классификацией, дающей конечный порошок. Максимальный размер частиц полученного диффузионно связанного порошка составляет 250 мкм, и по меньшей мере 75% по массе меньше 150 мкм. Самое большее 30% по массе меньше 45 мкм. Размер частиц измеряется в соответствии со стандартом ISO4497 1983.
Содержание кислорода в этом новом порошке составляет самое большее 0,16% по массе, а количество других неизбежных примесей составляет самое большее 1% по массе.
Кажущаяся плотность нового порошка, AD, измеряемая в соответствии со стандартом ISO 3923:2008, составляет по меньшей мере 2,70 г/см3 для того, чтобы получить достаточно высокую плотность до спекания и, следовательно, плотность в спеченном состоянии при производстве компонентов.
Диффузионно связанный порошок характеризуется наличием степени связывания меди с порошком на основе железа с SSF-фактором самое большее 2, измеряемым с помощью способа SSF. Также неожиданно было показано, что в том случае, когда содержание кислорода в железном порошке, используемом для производства нового порошка, составляет 0,3-1,2% по массе, SSF-фактор составляет самое большее 1,7.
Способ SSF здесь определяется как способ определения степени связывания меди с порошком железа или на основе железа (железным порошком) путем разделения диффузионно связанного порошка на две фракции, одна из которых имеет размер частиц ниже 45 мкм, а другая имеет размер частиц 45 мкм и выше. Это разделение может быть выполнено с помощью стандартного сита 45 мкм (325 меш). Можно последовать процедуре в соответствии со стандартом ISO 4497:1986, с той оговоркой, что используется только одно сито 45 мкм. Отношение между содержанием меди в более тонкой фракции, которая проходит через сито 45 мкм, и содержанием меди в более грубой фракции, которая не проходит через сито 45 мкм, дает значение степени связывания или SSF-фактора.
SSF-фактор = массовый % Cu в более тонкой фракции (-45 мкм) / массовый % Cu в более грубой фракции (45 мкм и выше).
Содержание меди во фракциях определяется с помощью стандартных химических методов с точностью по меньшей мере два знака.
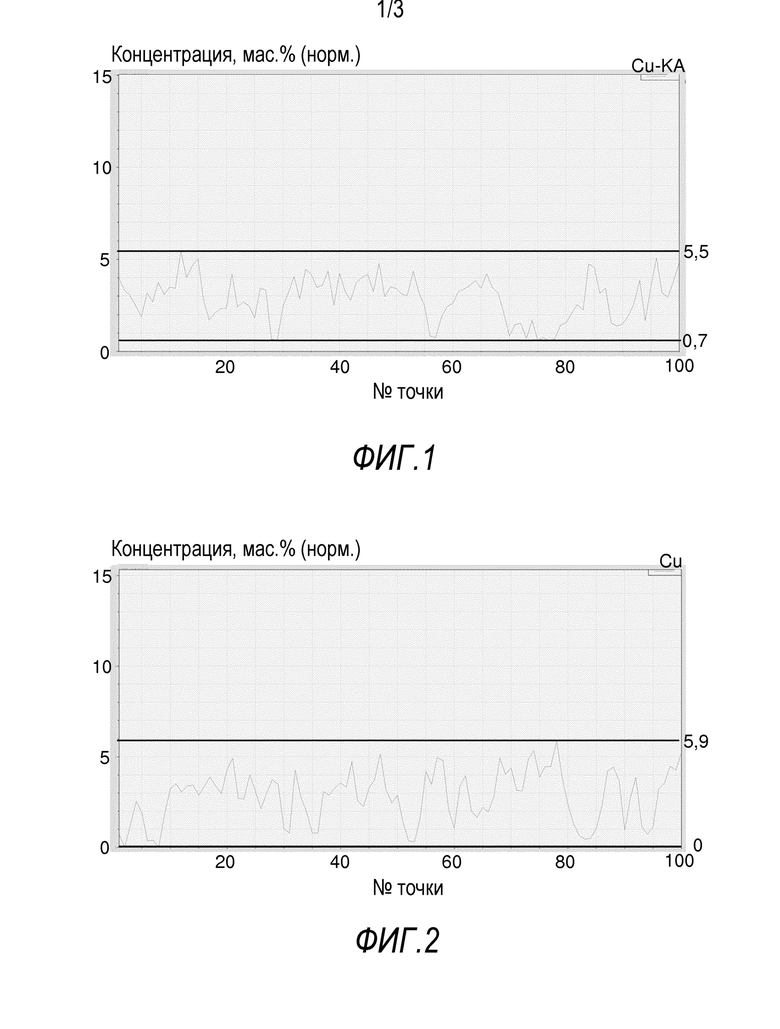
Другой отличительной характеристикой нового порошка является то, что он позволяет производить спеченный компонент, характеризующийся наличием минимума вариации номинального содержания меди в пределах каждого индивидуального компонента, а также между компонентами. Это может быть выражено следующим образом: максимальное содержание меди в сечении спеченного компонента, полученного при заданных условиях производства, должно быть самое большее на 100% выше, чем номинальное содержание меди.
Образцы для измерения вариации содержания меди, максимального и минимального содержания меди, размеров пор и площади пор готовят следующим образом:
Медьсодержащий диффузионно связанный порошок в соответствии с настоящим изобретением смешивают с 0,5% графита с размером частиц, X90, самое большее 15 мкм, измеренным лазерной дифракцией в соответствии со стандартом ISO 13320:1999, и 0,9% смазки, описанной в патентной публикации WO2010-062250. Полученную смесь переносят в матрицу пресса для производства образцов для определения прочности при растяжении (TS-стержней) в соответствии со стандартом ISO 2740:2009 и подвергают прессованию под давлением 600 МПа. Прессованный образец после этого извлекают из матрицы пресса и подвергают процессу спекания при 1120°C в течение периода времени 30 минут в атмосфере 90% азота/10% водорода при атмосферном давлении.
Максимальное содержание меди измеряется в сечении спеченного компонента, то есть в поперечном сечении, перпендикулярном самому длинному измерению спеченного TS-стержня, посредством линейного сканирования в сканирующем электронном микроскопе (SEM), снабженном системой для энергодисперсионной спектроскопии (EDS). Увеличение является 130-кратным, рабочее расстояние составляет 10 мм, и время сканирования составляет 1 минуту.
Максимальное содержание меди, измеренное вышеупомянутым способом, в любой точке вдоль этой линии самое большее на 100% выше, чем номинальное содержание меди. Также было неожиданно показано, что когда содержание кислорода в железном порошке, используемом для производства нового порошка, составляет 0,3-1,2% по массе, измеренное вышеупомянутым способом максимальное содержание меди в любой точке вдоль линии самое большее на 80% выше, чем номинальное содержание меди, и никакие измерения не показывают 0% меди.
Альтернативно или в дополнение к вышеупомянутой вариации содержания меди, отличительной характеристикой нового порошка является то, что он позволяет производить спеченный компонент, характеризующийся наличием максимального размера наибольшей поры. Это может быть выражено следующим образом: максимальная площадь поры в сечении спеченного компонента, полученного при описанных ранее заданных условиях производства, составляет самое большее 4000 мкм2.
Анализ размеров пор осуществляют на оптическом микроскопе (LOM) при 100-кратном увеличении с помощью цифровой видеокамеры и компьютерного программного обеспечения. Общая измеренная площадь составляет 26,7 мм2. Программное обеспечение работает в черно-белом режиме и обнаруживает поры с использованием опции «обнаружение черной области в измеренной области», где черная область равна порам.
Используются следующие определения:
Наибольшая длина поры: наибольшая длина из всех пор в полях обзора.
Площадь наибольшей поры: площадь наибольшей поры из измеренных в полях обзора.
Производство спеченного компонента
Перед прессованием диффузионно связанный порошок смешивают с различными добавками, такими как смазки, графит и улучшающие обрабатываемость добавки.
Таким образом, порошковая композиция на основе железа в соответствии с изобретением содержит или состоит из 10-99,8 мас.% диффузионно связанного порошка в соответствии с изобретением, необязательно, графита вплоть до 1,5 мас.% и, когда графит присутствует, содержание составляет 0,3-1,5 мас.%, предпочтительно 0,15-1,2 мас.%, 0,2-1,0 мас.% смазки и вплоть до 1,0 мас.% улучшающих обрабатываемость добавок, а остальное – железный порошок.
В одном варианте осуществления порошковая композиция на основе железа в соответствии с изобретением содержит или состоит из 50-99,8 мас.% диффузионно связанного порошка в соответствии с изобретением, необязательно, графита вплоть до 1,5 мас.% и, когда графит присутствует, содержание составляет 0,3-1,5 мас.%, предпочтительно 0,15-1,2 мас.%, 0,2-1,0 мас.% смазки, вплоть до 1,0 мас.% улучшающих обрабатываемость добавок, а остальное – железный порошок.
После добавления и перемешивания добавок полученную смесь подвергают процессу прессования при давлении прессования по меньшей мере 400 МПа, извлеченный впоследствии сырой компонент спекают в нейтральной или восстановительной атмосфере при температуре примерно 1050-1300°C в течение периода времени 10-75 минут. За стадией спекания может следовать стадия упрочнения, такого как поверхностное упрочнение, сквозное упрочнение, индукционное упрочнение, или процесс упрочнения, включающий в себя газовую закалку или закалку в масле.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 показывает вариацию содержания меди для образца ac.
Фиг. 2 показывает вариацию содержания меди для образца bc.
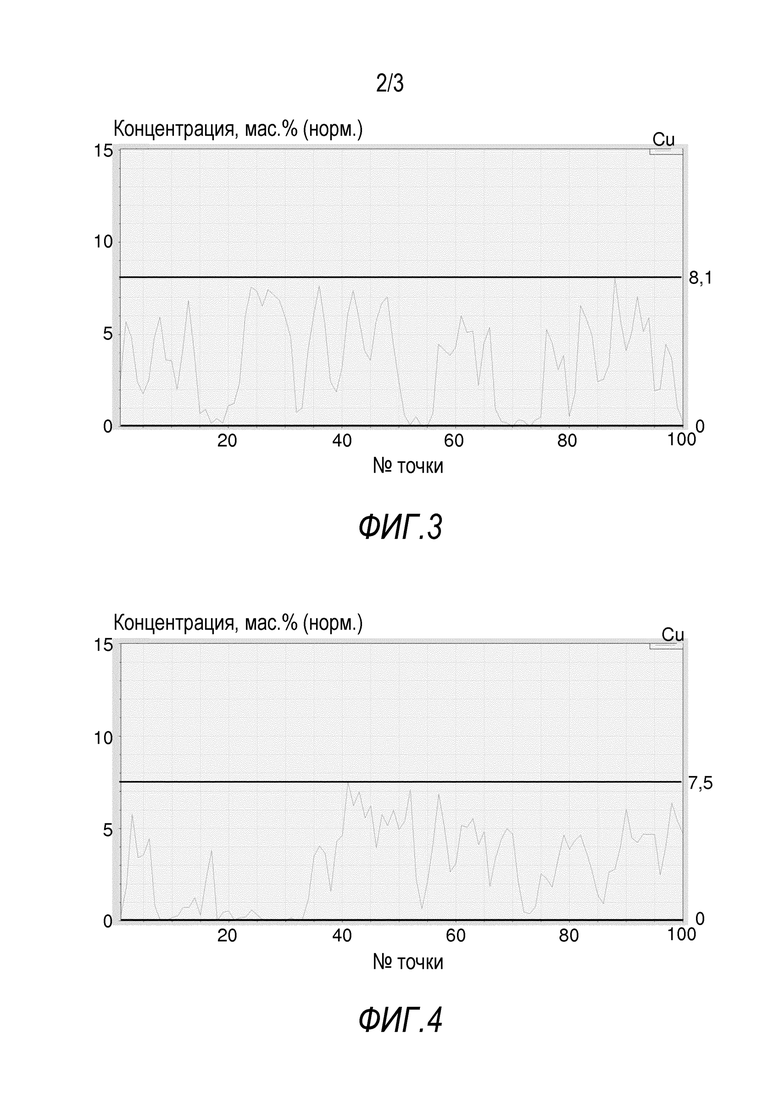
Фиг. 3 показывает вариацию содержания меди для образца bd.
Фиг. 4 показывает вариацию содержания меди для образца be.
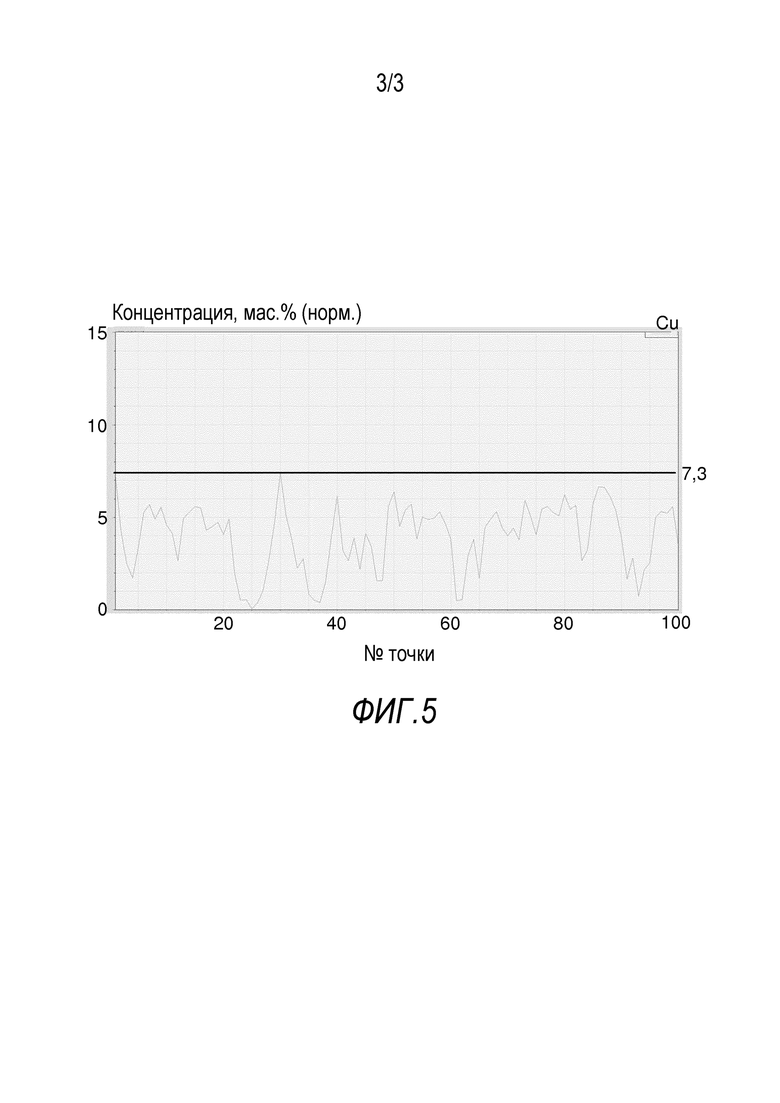
Фиг. 5 показывает вариацию содержания меди для образца ad.
ПРИМЕРЫ
Пример 1
Различные диффузионно связанные порошки производили путем смешивания железных порошков в соответствии с таблицей 1 с медьсодержащими порошками в соответствии с таблицей 2 в количестве, достаточном для того, чтобы получить содержание меди 3% в получаемом впоследствии диффузионно связанном порошке. Полученные смеси подвергали процессу восстановительного отжига при температуре 900°C в восстановительной атмосфере в течение периода времени 60 минут. После процесса восстановительного отжига полученный свободно спеченный кек мягко раздавливали порошок с максимальным размером частиц 250 мкм.
Следующие таблицы демонстрируют использованные исходные материалы.
Таблица 1 - Железный порошок
Таблица 2 - Медьсодержащий порошок
Полученные диффузионно связанные порошки были обозначены как ac, bc, bd, be, ad и ae в соответствии с типом использованных исходных материалов.
Определение SSF-факторов для диффузионно связанных порошков в соответствии с изобретением выполняли согласно способу, описанному в подробном описании. Получены результаты, показанные в нижеследующей таблице 3.
Таблица 3 - SSF-фактор
Образцы для измерения максимального размера пор, максимальной площади поры и вариации меди приготовили согласно процедуре, описанной в подробном описании.
Максимальное содержание меди измеряли с помощью FEG-SEM типа Hitachi SU6600. Использовалась система EDS производства компании Bruker AXS. После помещения образца в вакуумную камеру и регулировки рабочего расстояния до 10 мм, электронный луч настраивался на использование самого низкого возможного увеличения – 130-кратного. Прямая линия сканирования выбиралась с минимально возможным количеством пор (глубокие поры могут захватывать важные фотоны). Время сканирования было установлено равным 1 мин.
Результаты представлены на фигурах 1-6 и в таблице 4.
Анализ размеров пор осуществляли на оптическом микроскопе (LOM) при 100-кратном увеличении с помощью цифровой видеокамеры и компьютерного программного обеспечения Leica QWin. Использовался тот модуль в программном обеспечении, который называется «Измерение наибольшей поры». Общая измеренная площадь, соответствующая 24 полям измерения, составляла 26,7 мм2.
Все образцы были измерены с горизонтальной ориентацией в прессе и боковым шагом в поперечном сечении.
Программное обеспечение работало в черно-белом режиме и обнаруживало поры с использованием опции «обнаружение черной области в измеренной области», где черная область равна порам.
Следующая таблица 4 показывает результаты измерений.
Таблица 4
Из таблицы 4 можно сделать вывод, что компоненты, выполненные из диффузионно связанных порошков в соответствии с изобретением, показывают меньшие площади наибольшей поры и меньшую вариацию содержания меди по сравнению со сравнительными примерами. Также можно сделать вывод, что, при использовании железного порошка с более высоким содержанием кислорода для производства диффузионно связанного порошка в соответствии с изобретением, вариация содержания меди мала по сравнению со случаем использования железного порошка, имеющего низкое содержание кислорода (ac-bc).
Пример 2
Четыре различные порошковые композиции на основе железа приготовили путем смешивания четырех различных медьсодержащих порошков при добавлении, соответствующем 2 мас.% меди в металлической порошковой композиции, с распыленным железным порошком ASC100.29, доступным от компании Höganäs AB, Швеция, 0,5% синтетического графита F10, доступного от компании Imerys Graphite & Carbon, и 0,9% смазки, описанной в патентной публикации WO2010-062250.
Использовались следующие медьсодержащие порошки:
- Диффузионно связанный порошок ac в соответствии с Примером 1.
- Distaloy®ACu, доступный от компании Höganäs AB, Швеция. Distaloy®ACu представляет собой железный порошок с 10% меди, диффузионно связанной на поверхностях железного порошка.
- Cu-200 – порошок элементарной Cu, описанный в таблице 2.
- Cu-100 – порошок элементарной Cu, описанный в таблице 2.
Следующая таблица 5 показывает использованные медьсодержащие порошки и содержание ингредиентов в металлических порошковых композициях.
Таблица 5
Эти порошковые композиции на основе железа прессовали в стержневые образцы при 700 МПа в соответствии со стандартом ISO3928. После прессования извлеченные сырые стержневые образцы спекали в атмосфере 90/10 N2/H2 при температуре 1120°C в течение 30 минут и охлаждали до температуры окружающей среды. После этого стержневые образцы подвергали сквозному упрочнению при 860°C в течение 30 минут в атмосфере с углеродным потенциалом 0,5%, с последующей закалкой в масле.
Термообработанные стержневые образцы испытывали на предел усталости при R=-1 с предельным числом циклов 2×106 в соответствии со стандартом 56 MPIF. Предел выносливости определен при 50%-ой вероятности безотказной работы.
Следующая таблица 6 показывает результаты испытания на усталость.
Таблица 6
Таблица 6 показывает, что образец, выполненный из порошковой смеси на основе железа, содержащей диффузионно легированный порошок в соответствии с изобретением, обладает увеличенным пределом усталости по сравнению с образцами, выполненными из порошковых смесей на основе железа, содержащих порошки элементарной меди или известные медьсодержащие диффузионно связанные порошки.
Группа изобретений относится к порошковой металлургии. Порошок на основе железа состоит из частиц восстановленного оксида меди, диффузионно связанных с поверхностью распыленного железного порошка, причем содержание меди составляет 1-5%. Максимальный размер частиц порошка на основе железа составляет 250 мкм, по меньшей мере 75% меньше 150 мкм и самое большее 30% меньше 45 мкм, кажущаяся плотность составляет по меньшей мере 2,70 г/см3, содержание кислорода составляет самое большее 0,16 мас.%, а содержание других неизбежных примесей составляет самое большее 1 мас.%. Порошок на основе железа имеет значение SSF-фактора самое большее 2,0, предпочтительно самое большее 1,7, причем SSF-фактор определяется как отношение между содержанием Cu в массовых % в той фракции порошка на основе железа, которая проходит сквозь сито 45 мкм, и содержанием Cu в массовых % в той фракции порошка на основе железа, которая не проходит сквозь сито 45 мкм. Диффузионно связанный порошок является подходящим для производства компонентов, имеющих высокую плотность в спеченном состоянии и минимальную вариацию содержания меди. 6 н. и 2 з.п. ф-лы, 5 ил., 6 табл., 2 пр.
1. Порошок на основе железа, состоящий из частиц восстановленного оксида меди, диффузионно связанных с поверхностью распыленного железного порошка, причем содержание меди составляет 1-5%, предпочтительно 1,5-4%, а наиболее предпочтительно 1,5-3,5% от массы порошка на основе железа, отличающийся тем, что максимальный размер частиц порошка на основе железа составляет 250 мкм, по меньшей мере 75% меньше 150 мкм и самое большее 30% меньше 45 мкм, как измерено в соответствии со стандартом ISO4497 1983, кажущаяся плотность составляет по меньшей мере 2,70 г/см3, и содержание кислорода составляет самое большее 0,16 мас.%, а содержание других неизбежных примесей составляет самое большее 1 мас.%, и порошок на основе железа имеет значение SSF-фактора самое большее 2,0, предпочтительно самое большее 1,7, причем SSF-фактор определяется как отношение между содержанием Cu в массовых % в той фракции порошка на основе железа, которая проходит сквозь сито 45 мкм, и содержанием Cu в массовых % в той фракции порошка на основе железа, которая не проходит сквозь сито 45 мкм.
2. Порошковая композиция на основе железа, содержащая или состоящая из 10-99,8 мас.% порошка на основе железа по п. 1, необязательно, графита вплоть до 1,5 мас.%, как например 0,3-1,5 мас.%, предпочтительно 0,15-1,2 мас.%, 0,2-1,0 мас.% смазки и вплоть до 1,0 мас.% улучшающих обрабатываемость добавок, а остальное - железный порошок.
3. Порошковая композиция на основе железа, содержащая или состоящая из 50-99,8 мас.% порошка на основе железа по п. 1, необязательно, графита вплоть до 1,5 мас.%, как например 0,3-1,5 мас.%, предпочтительно 0,15-1,2 мас.%, 0,2-1,0 мас.% смазки и вплоть до 1,0 мас.% улучшающих обрабатываемость добавок, а остальное - железный порошок.
4. Способ производства порошка на основе железа, включающий следующие стадии:
- обеспечение железного порошка с содержанием кислорода 0,3-1,2% по массе, содержанием углерода 0,1-0,5 мас.%, максимальным размером частиц самое большее 250 мкм и самое большее 30 мас.% меньше 45 мкм, как измерено в соответствии со стандартом ISO4497 1983, и обеспечение порошка оксида меди(I) или оксида меди(II) с измеренными в соответствии со стандартом ISO 13320:2003 максимальным размером частиц, X90, самое большее 22 мкм и средневесовым размером частиц, X50, самое большее 15 мкм, предпочтительно самое большее 11 мкм,
- смешивание упомянутого железного порошка и упомянутого порошка оксида меди(I) или оксида меди(II),
- подвергание упомянутой смеси процессу восстановительного отжига в восстановительной атмосфере при 800-980°C в течение периода от 20 минут до 2 часов,
- и дробление полученного спека и классификация до желаемого размера частиц.
5. Способ изготовления спеченного компонента, включающий стадии:
- обеспечение порошковой композиции на основе железа по п. 2 или 3,
- подвергание порошковой композиции на основе железа процессу прессования при давлении прессования по меньшей мере 400 МПа и извлечение полученного сырого компонента,
- спекание упомянутого сырого компонента в нейтральной или восстановительной атмосфере при температуре примерно 1050-1300°C в течение периода времени от 10 до 75 минут,
- необязательно, упрочнение спеченного компонента в процессе упрочнения, таком как поверхностное упрочнение, сквозное упрочнение, индукционное упрочнение, или процессе упрочнения, включающем в себя газовую закалку или закалку в масле.
6. Спеченный компонент, изготовленный способом по п. 5.
7. Спеченный компонент по п. 6, отличающийся тем, что максимальное содержание меди в сечении самое большее на 100% выше, чем номинальное содержание меди, предпочтительно самое большее на 80% выше, чем номинальное содержание меди, причем максимальное содержание меди определяется посредством сканирования линий в сканирующем электронном микроскопе (SEM), оборудованном системой для энергодисперсионной спектроскопии (EDS), в котором увеличение является 130-кратным, рабочее расстояние составляет 10 мм, а время сканирования составляет 1 минуту по длине 5,65 мм.
8. Спеченный компонент по п. 6 или 7, отличающийся тем, что площадь наибольшей поры составляет самое большее 4000 мкм2, причем площадь наибольшей поры определяется в оптическом микроскопе (LOM) при 100-кратном увеличении с помощью цифровой видеокамеры и компьютерного программного обеспечения, а суммарная измеренная площадь составляет 26,7 мм2.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| СПЕЧЕННЫЕ МЕТАЛЛИЧЕСКИЕ ДЕТАЛИ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2345867C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА НА ЖЕЛЕЗНОЙ ОСНОВЕ (ЕГО ВАРИАНТЫ) | 2006 |
|
RU2327547C1 |
| Шихта для получения композиционного спеченного материала | 1990 |
|
SU1828421A3 |

