ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к предварительно легированному порошку на основе железа. В частности, настоящее изобретение относится к предварительно легированному порошку на основе железа, который включает в себя небольшие количества легирующих элементов, позволяя осуществлять эффективное и экономичное изготовление спеченных деталей, в частности шестерен.
УРОВЕНЬ ТЕХНИКИ
В промышленности использование металлических изделий, производимых путем уплотнения и спекания металлических порошковых композиций, становится все более широко распространенным. Производится много различных изделий различной формы и толщины. Требования к качеству непрерывно повышаются, и в то же самое время желательно уменьшать затраты. Технология порошковой металлургии (PM) с одноосным прессованием обеспечивает эффективное и экономичное производство деталей, особенно при производстве сложных деталей большими сериями, поскольку детали близкой к конечной формы или практически конечной формы могут быть произведены без необходимости в дорогостоящей механической обработке. Недостатком технологии порошковой металлургии с одноосным прессованием является, однако, то, что спеченные детали имеют определенную степень пористости, которая может отрицательно влиять на механические свойства детали. Следовательно, развитие в порошковой металлургии было направлено на преодоление негативного влияния пористости, в основном в двух различных направлениях развития.
Одно направление ставит своей целью уменьшение количества пор путем уплотнения порошка до более высокой плотности перед спеканием (GD), облегчения спекания до высокой плотности после спекания (SD) и/или выполнение спекания при таких условиях, чтобы прессовка усаживалась до высоких значений SD. Негативное влияние пористости может также быть устранено путем удаления пор в поверхностной области детали, где пористость является наиболее вредной для механических свойств, с помощью различных видов операций по уплотнению поверхности.
Другое направление развития сосредотачивается на легирующих элементах, добавляемых к порошку на основе железа. Легирующие добавки могут быть добавлены как примешиваемые порошки; могут быть полностью предварительно легированы к основному железному порошку; или могут быть связаны с поверхностью основного железного порошка посредством так называемого процесса диффузионного связывания. Углерод обычно примешивается в виде графита для того, чтобы избежать вредного увеличения твердости порошка и уменьшения сжимаемости в случае предварительного легирования. Другими обычно используемыми легирующими элементами являются медь, никель, молибден и хром. Однако стоимость легирующих элементов, особенно никеля, меди и молибдена, делает добавление этих элементов менее привлекательным. Медь будет также накапливаться во время переработки лома, и поэтому такой повторно используемый материал является неподходящим для использования во многих марках стали, где требуется отсутствие или минимальное количество меди. Хром является более привлекательным благодаря его дешевизне и превосходному эффекту прокаливаемости.
US 4266974 раскрывает примеры легированных порошков вне заявленного объема охраны, содержащих только марганец и хром в качестве преднамеренно добавляемых легирующих элементов. Эти примеры содержат 2,92 мас.% хрома в сочетании с 0,24 мас.% марганца, 4,79 мас.% хрома в сочетании с 0,21 мас.% марганца или 0,55 мас.% хрома в сочетании с 0,89 мас.% марганца.
JP59173201 раскрывает способ восстановительного отжига порошка низколегированной стали, содержащего хром, марганец и молибден. Один пример показывает порошок с содержанием хрома 1,14 мас.% и содержанием марганца 1,44 мас.%, которые являются единственными преднамеренно добавляемыми легирующими элементами.
Предварительно легированный стальной порошок на основе хрома, марганца и молибдена раскрыт в US 6348080.
WO03/106079 раскрывает легированный хромом, марганцем и молибденом стальной порошок, имеющий более низкое содержание легирующих элементов по сравнению со стальным порошком, описанным в US 6348080. Этот порошок является подходящим для формирования бейнитных структур при содержании углерода выше примерно 0,4 мас.%.
В течение последних лет в промышленности проявлялся повышенный интерес к производству деталей, таких как шестерни и синхронизирующие муфты для автомобильных применений, с помощью процессов порошковой металлургии, поскольку такие детали производятся большими сериями и обычно имеют размеры и формы, подходящие для этого производственного процесса. Однако было показано, что имеются трудности в получении достаточной прочности и твердости у таких деталей с тем, чтобы они выдерживали жесткие условия эксплуатации, воздействию которых подвергаются такие детали. Для того чтобы преодолеть эти проблемы, было необходимо применять дополнительные технологические стадии, такие как поверхностное уплотнение, чтобы получить достаточную поверхностную твердость и соблюсти размерные допуски. Также были обнаружены проблемы, относящиеся к упрочнению спеченных деталей, поскольку пористость в деталях затрудняет управление глубиной науглероженного слоя, когда применяются обычные процессы газового науглероживания при нормальном давлении с последующей закалкой в масле. Кроме того, обычное поверхностное упрочнение полученных с помощью порошковой металлургии шестерен приводит к проблемам с окислением порошковых материалов, которые содержат чувствительные к окислению легирующие элементы, такие как, например, хром. Таким образом, существует потребность в улучшенных материалах и процессах для производства методами порошковой металлургии деталей, предназначенных для эксплуатации в напряженных условиях.
СУЩНОСТЬ ДАННОГО ИЗОБРЕТЕНИЯ
Альтернативным процессом поверхностного упрочнения, который позволяет лучше контролировать глубину науглероженного слоя получаемых методами порошковой металлургии деталей, а также минимизирует проблемы окисления у легированных хромом материалов, является науглероживание при низком давлении (LPC) с последующей газовой закалкой высокого давления (HPGQ). Печная технология, которая сочетает в себе вакуумное спекание при высокой температуре с термообработкой с помощью процесса LPC-HPGQ, обеспечивает превосходные возможности для экономически эффективного производства методами порошковой металлургии высококачественных деталей, таких как шестерни и синхронизирующие муфты. Эта технология также является очень подходящей для обработки экономичных легированных хромом порошковых стальных материалов. Ключевыми характеристиками такого порошкового материала для, например, шестерней и синхронизирующих муфт являются высокая сжимаемость (позволяющая проводить прессование до высокой плотности детали), высокая чистота (для того, чтобы избежать неблагоприятного влияния включений на механические свойства), а также оптимизированная прокаливаемость для процесса LPC-HPGQ (дающая желаемую микроструктуру в шестерне после закалки в газовой среде). Настоящее изобретение представляет собой новый дешевый экономно легированный порошок на основе железа, который спроектирован так, чтобы он обладал всеми ключевыми характеристиками, описанными выше. Таким образом, несмотря на низкие содержания легирующих элементов в легированном порошке, а также относительно низкую скорость охлаждения HPGQ по сравнению с обычной закалкой в масле, прокаливаемость этого материала является достаточной для того, чтобы обеспечить превосходные свойства получаемых методами порошковой металлургии деталей, таких как шестерни и синхронизирующие муфты. Термин «науглероживание при низком давлении» в этом контексте также включает в себя цианирование при низком давлении.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В первом аспекте настоящего изобретения предлагается предварительно легированный порошок на основе железа, состоящий из:
- 0,7-0,9 мас.% хрома (Cr);
- 0,2-0,4 мас.% молибдена (Мо);
- 0,01-0,15 мас.% марганца (Mn);
- самое большее 0,20 мас.% кислорода (O);
- самое большее 0,05 мас.% углерода (C);
- менее чем 0,05 мас.% азота (N);
- самое большее 0,3 мас.% других неизбежных примесей; и
- остальное – железо (Fe).
В одном варианте осуществления первого аспекта предлагается предварительно легированный порошок на основе железа, в котором количество O составляет самое большее 0,15 мас.%.
В другом варианте осуществления первого аспекта предлагается предварительно легированный порошок на основе железа, в котором количество Mn составляет 0,09-0,15 мас.%.
В другом варианте осуществления первого аспекта предлагается предварительно легированный порошок на основе железа, в котором количество Mn составляет от 0,01-0,09 мас.%.
В другом варианте осуществления первого аспекта предлагается предварительно легированный порошок на основе железа, в котором число включений, имеющих самое длинное измерение больше 100 мкм, составляет самое большее 1,0/см2 при измерении в соответствии со стандартом ASTM B796-02.
В другом варианте осуществления первого аспекта предлагается предварительно легированный порошок на основе железа, в котором число включений, имеющих самое длинное измерение больше 150 мкм, составляет самое большее 0,0/см2 при измерении в соответствии со стандартом ASTM B796-02.
Во втором аспекте настоящего изобретения предлагается порошковая смесь на основе железа, включающая в себя или содержащая:
- предварительно легированный порошок на основе железа в соответствии с первым аспектом или вариантами его осуществления;
- графит в количестве 0,2-0,7 мас.% от массы порошковой смеси на основе железа;
- необязательно, смазка(и) в количестве вплоть до 1 мас.% от массы порошковой смеси на основе железа;
- необязательно, улучшитель(и) обрабатываемости в количестве вплоть до 1 мас.% от массы порошковой смеси на основе железа; и
- необязательно, твердофазные материалы.
В третьем аспекте настоящего изобретения предлагается способ изготовления спеченной детали, содержащий стадии:
a) обеспечение порошковой смеси на основе железа по п. 8;
b) перенос порошковой смеси на основе железа в пресс-форму;
c) прессование порошковой смеси на основе железа при давлении сжатия по меньшей мере 600 МПа в неспеченую прессовку;
d) извлечение неспеченой прессовки из формы;
e) подвергание неспеченой прессовки стадии спекания;
f) необязательно, дополнительное уплотнение спеченной детали;
g) подвергание спеченной детали науглероживанию при низком давлении (LPC) в содержащей углерод атмосфере при давлении самое большее 40 мбар, предпочтительно самое большее 20 мбар;
h) подвергание науглероженной детали газовой закалке высокого давления, HPGQ, при давлении от 10 до 30 бар и со скоростью охлаждения по меньшей мере 5°C от температуры примерно 850-1000°C до температуры по меньшей мере ниже примерно 300°C; и
i) необязательно, подвергание закаленной детали отпуску на воздухе при температуре между 150-300°C.
В одном варианте осуществления третьего аспекта настоящего изобретения предлагается способ, в котором неспеченная прессовка после ее извлечения (с вышеупомянутой стадии d) имеет плотность перед спеканием по меньшей мере 7,10 г/см3, предпочтительно по меньшей мере 7,15 г/см3, а наиболее предпочтительно по меньшей мере 7,20 г/см3.
В одном варианте осуществления третьего аспекта настоящего изобретения предлагается способ, в котором стадия спекания содержит спекание при температуре от 1000°C до 1350°C, предпочтительно от 1200°C до 1350°C в восстановительной атмосфере или в вакууме при давлении максимум 20 мбар.
В одном варианте осуществления третьего аспекта настоящего изобретения предлагается способ, в котором восстановительная атмосфера во время спекания содержит водород.
В одном варианте осуществления третьего аспекта настоящего изобретения стадия f) состоит из поверхностного уплотнения или горячего изостатического прессования (ГИП).
В одном варианте осуществления третьего аспекта настоящего изобретения предлагается способ, в котором стадия науглероживания при низком давлении содержит науглероживание в атмосфере, содержащей по меньшей мере один из C2H2, CH4 и C3H8.
В одном варианте осуществления третьего аспекта настоящего изобретения предлагается способ, в котором стадия науглероживания при низком давлении дополнительно включает в себя цианирование в атмосфере, содержащей аммиак.
В четвертом аспекте настоящего изобретения предлагается деталь, полученная с помощью третьего аспекта или вариантов его осуществления.
В пятом аспекте настоящего изобретения предлагается спеченная деталь, состоящая из:
- 0,7-0,9 мас.% хрома (Cr),
- 0,2-0,4 мас.% молибдена (Мо),
- 0,01-0,15 мас.% марганца (Mn),
- 0,2-1,0 мас.% углерода (C),
- самое большее 0,15 мас.% кислорода (O),
- самое большее 1,0 мас.%, предпочтительно менее 0,5 мас.%, наиболее предпочтительно менее 0,3 мас.% неизбежных примесей, помимо O,
- остальное – железо (Fe).
В одном варианте осуществления пятого аспекта настоящего изобретения предлагается спеченная деталь, отличающаяся тем, что она представляет собой шестерню.
В одном варианте осуществления пятого или четвертого аспекта настоящего изобретения предлагается спеченная деталь, отличающаяся тем, что микротвердость поверхности зубьев шестерни составляет по меньшей мере 700 HV0.1, а твердость сердцевины зубьев шестерни составляет 300-550 HV0.1.
Приготовление предварительно легированного стального порошка на основе железа
Стальной порошок может быть получен путем распыления водой в защитной или незащитной атмосфере стального расплава, содержащего определенные количества легирующих элементов. Распыленный порошок может быть далее подвергнут процессу восстановительного отжига, такому как описанный в US 6027544, который включен сюда по ссылке. Размер частиц стального порошка может быть любым при условии, что он совместим с процессами прессования и спекания или ковки порошка. При одном предпочтительном распределении частиц по размерам 20 мас.% или меньше порошка имеют размер более 150 мкм, и самое большее 30 мас.% или меньше порошка имеют размер менее 45 мкм при измерении в соответствии со стандартом SS-EN 24-497. При другом предпочтительном распределении частиц по размерам 10 мас.% или меньше порошка имеют размер более 75 мкм и по меньшей мере 30 мас.% или больше порошка имеют размер менее 45 мкм.
Содержания элементов стального порошка
Хром (Cr) служит для упрочнения матрицы за счет упрочнения твердого раствора. Кроме того, Cr увеличивает прокаливаемость и сопротивление истиранию спеченного тела. Однако содержание Cr выше 0,9 мас.% в порошке на основе железа уменьшает сжимаемость стального порошка. Содержание Cr ниже 0,7 мас.% будет оказывать недостаточное влияние на желаемые свойства, такие как прокаливаемость и сопротивление истиранию. При содержании хрома ниже 0,7 мас.% получается лишь незначительное увеличение сжимаемости.
Молибден (Мо), как и Cr, упрочняет матрицу за счет упрочнения твердого раствора и увеличивает прокаливаемость. Однако Мо оказывает меньшее негативное влияние на сжимаемость стального порошка и обладает более высоким эффектом увеличения прокаливаемости спеченной детали по сравнению с Cr. Однако Мо является относительно дорогостоящим. По этим причинам содержание Мо составляет 0,2-0,4% от массы порошка на основе железа.
Марганец (Mn), как и Cr, увеличивает прочность, твердость и прокаливаемость стального порошка. Однако обычно желательным является низкое содержание Mn, и его содержание выше 0,15 мас.% будет увеличивать образование содержащих марганец вредных включений в стальном порошке, а также будет оказывать отрицательное влияние на сжимаемость из-за упрочнения твердого раствора и увеличенной твердости феррита. Если содержание Mn будет составлять ниже 0,01 мас.%, то затраты на получение столь низкого содержания марганца будут несоразмерно высокими. Для некоторых применений, в которых положительный эффект Mn является более важным, чем отрицательный, может быть желательным более высокий интервал содержания Mn, 0,09-0,15 мас.%. Для других применений, например деталей, подвергающихся высоким нагрузкам, желательно более низкое содержание Mn, такое как содержание Mn в интервале 0,01-0,09 мас.%.
Кислород (O) предпочтительно содержится в количестве самое большее 0,20 мас.% для того, чтобы предотвратить образование оксидов с хромом и марганцем, поскольку эти оксиды ухудшают прочность и сжимаемость порошка. По этим причинам O предпочтительно содержится в количестве самое большее 0,15 мас.%.
Углерод (C) в стальном порошке должен содержаться в количестве самое большее 0,05 мас.%, более высокие содержания будут в неприемлемой степени уменьшать сжимаемость порошка. По той же самой причине азот (N) должен содержаться в количестве менее чем 0,05 мас.%.
Общее количество неизбежных примесей, включая O, C и N, должно быть меньше чем 1,0 мас.%, предпочтительно общее количество неизбежных примесей, кроме O, C и N, должно составлять максимум 0,3 мас.% для того, чтобы не ухудшать сжимаемость стального порошка или не служить образователями вредных включений.
Предпосылкой использования таких деталей, как шестерни или синхронизирующие муфты, например, в автомобильных приложениях, является высокая надежность против отказов, которая, среди прочего, связана с высоким и контролируемым пределом усталости. Для того, чтобы получить желаемые свойства, важно не только точное и тщательное сочетание легирующих элементов Cr и Mo, но и низкое число и контролируемый максимальный размер включений в стальном порошке. Новый предварительно легированный порошок на основе железа характеризуется наличием числа включений, имеющих самый длинный размер больше 100 мкм, самое большее 1,0/см2. Число включений, имеющих самый длинный размер больше 150 мкм, составляет самое большее 0,0/см2 при измерении в соответствии со стандартом ASTM B796-02.
Состав порошковой смеси на основе железа
Перед прессованием стальной порошок на основе железа смешивается с графитом и смазками. Графит добавляется в количестве 0,2-0,7 мас.% от массы композиции, а смазки добавляются в количестве 0,05-1,0 мас.% от массы композиции.
В некоторых вариантах осуществления медь и/или никель в форме порошка могут быть добавлены в количестве вплоть до 2 мас.% каждого из них.
Графит
Для того, чтобы повысить прочность и твердость спеченной детали, в матрицу вводится углерод. Углерод добавляется в виде графита в количестве 0,2-0,7 мас.% от массы композиции. Количество углерода менее 0,2 мас.% будет приводить к слишком низкой прочности, а количество выше 0,7 мас.% будет приводить к слишком высокой твердости, недостаточному относительному удлинению и к ухудшению свойств обрабатываемости готовой детали. Точное количество графита внутри интервала 0,2-0,7 мас.% от массы порошковой смеси на основе железа, необходимое для получения твердости сердцевины 300-550 HV0.1, зависит от размера детали и скорости охлаждения и может быть определено специалистом в данной области техники.
Медь и/или никель
Медь (Cu) и никель (Ni) являются обычно используемыми легирующими элементами в методе порошковой металлургии. Cu и Ni повышают прочность и твердость посредством упрочнения твердого раствора. Cu также способствует образованию шеек во время спекания, поскольку Cu плавится раньше, чем достигается температура спекания, обеспечивая так называемое жидкофазное спекание, которое является гораздо более быстрым, чем спекание в твердом состоянии. В некоторых вариантах осуществления Cu и/или Ni могут быть добавлены к порошковой смеси на основе железа в количестве вплоть до 2 мас.% каждого из них.
Смазки
Смазки добавляются к композиции для того, чтобы облегчить прессование и извлечение прессованной детали. Добавление менее чем 0,05 мас.% смазок от массы композиции будет иметь незначительный эффект, а добавление более чем 1 мас.% смазок от массы порошковой смеси на основе железа приведет к низкой плотности уплотненного тела.
Смазки могут быть выбраны из группы стеаратов металлов, восков, жирных кислот и их производных, олигомеров, полимеров и других органических веществ, обладающих эффектом смазывания.
Другие вещества
Также могут быть добавлены другие вещества, такие как твердофазные материалы и улучшители обрабатываемости, такие как MnS, MoS2, CaF2, различные виды минералов и т.д.
Способ получения спеченных деталей
Уплотнение
Порошковую смесь на основе железа помещают в форму и подвергают уплотнению, например, под давлением одноосного прессования по меньшей мере 600 МПа до плотности перед спеканием, составляющей по меньшей мере 7,10 г/см3, предпочтительно по меньшей мере 7,15 г/см3, а наиболее предпочтительно по меньшей мере 7,20 г/см3.
Спекание
Полученную прессованную неспеченную деталь затем подвергают спеканию в течение периода времени от 15 минут до 120 минут при температуре 1000-1350°C, предпочтительно 1200-1350°C, в восстановительной атмосфере, такой как 90 об.% азота и 10 об.% водорода при атмосферном давлении, или при пониженном давлении, так называемом вакуумном спекании, например, при давлении максимум 20 мбар. В одном предпочтительном варианте осуществления вакуумного спекания в качестве восстановительной атмосферы низкого давления используют водород или смесь водорода и азота для того, чтобы гарантировать эффективное восстановление оксидов в детали.
Необязательное дополнительное уплотнение
После стадии спекания спеченная деталь может быть подвергнута необязательному дополнительному уплотнению, такому как ГИП или поверхностное уплотнение, например с помощью поверхностного вальцевания.
Упрочнение
После спекания деталь подвергают процессу поверхностного упрочнения в атмосфере низкого давления, то есть максимум 40 мбар, предпочтительно максимально 20 мбар, содержащей углеродсодержащее вещество, такое как CH4, C2H2 и C3H8 или их смеси (то есть науглероживанию при низком давлении, LPC). Углеродсодержащее вещество вводят в печь, когда температура уменьшилась от температуры спекания до температуры самое большее примерно на 100°C выше температуры аустенизации, то есть до температуры между 850-1000°C. Альтернативно, если детали охлаждают после спекания до более низкой температуры, чем 850-1000°C, то детали нагревают до температуры самое большее примерно на 100°C выше температуры аустенизации прежде, чем в LPC-печь вводят углеродсодержащее вещество (вещества). Общая продолжительность выдержки при температуре науглероживания составляет примерно 15-120 мин. Путем выполнения науглероживания при низкой и контролируемой температуре выше температуры аустенизации рост зерна и деформация детали могут быть минимизированы.
Углеродсодержащее вещество (вещества) вводят в печь за короткое время, иногда обозначаемое как цикл наддува. Цикл наддува может быть повторен несколько раз. После каждого цикла наддува следует период, который может быть обозначен как диффузионный цикл. Когда процесс LPC выполняется как цианирование при низком давлении, в печь также вводят азотсодержащее вещество, предпочтительно такое как аммиак.
Закалка
После стадии науглероживания деталь закаливают при высоком давлении в атмосфере инертного газа (газовая закалка высокого давления, HPGQ). Примерами закаливающих газов являются азот (N2) и гелий (He). Закалку выполняют при давлении от 10 до 30 бар, что приводит к скорости охлаждения по меньшей мере 5°C/с от температуры примерно 850-1000°C до по меньшей мере ниже примерно 300°C.
Отпуск
Для снятия напряжений деталь может быть подвергнута отпуску в воздухе при температуре 150-300°C в течение 15-120 минут.
Свойства готовой детали
Комбинация предварительно легированного порошка на основе железа и описанного процесса получения в соответствии с изобретением обеспечивает производство, например, шестерен, в которых зубья будут иметь твердый мартенситный поверхностный слой и более мягкую сердцевину, состоящую главным образом из бейнита и/или перлита. Мартенситный поверхностный слой должен иметь микротвердость минимум 700 HV0.1, а микротвердость сердцевины должна предпочтительно составлять 300-550 HV0.1. Такие шестерни будут иметь благоприятное распределение напряжений, то есть благоприятные сжимающие напряжения в поверхностных слоях. Кроме того, полученная методом порошковой металлургии готовая шестерня будет иметь точно управляемую глубину упрочненного слоя, составляющую примерно 0,3-1,5 мм, то есть того слоя, где твердость составляет 550 HV0.1.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
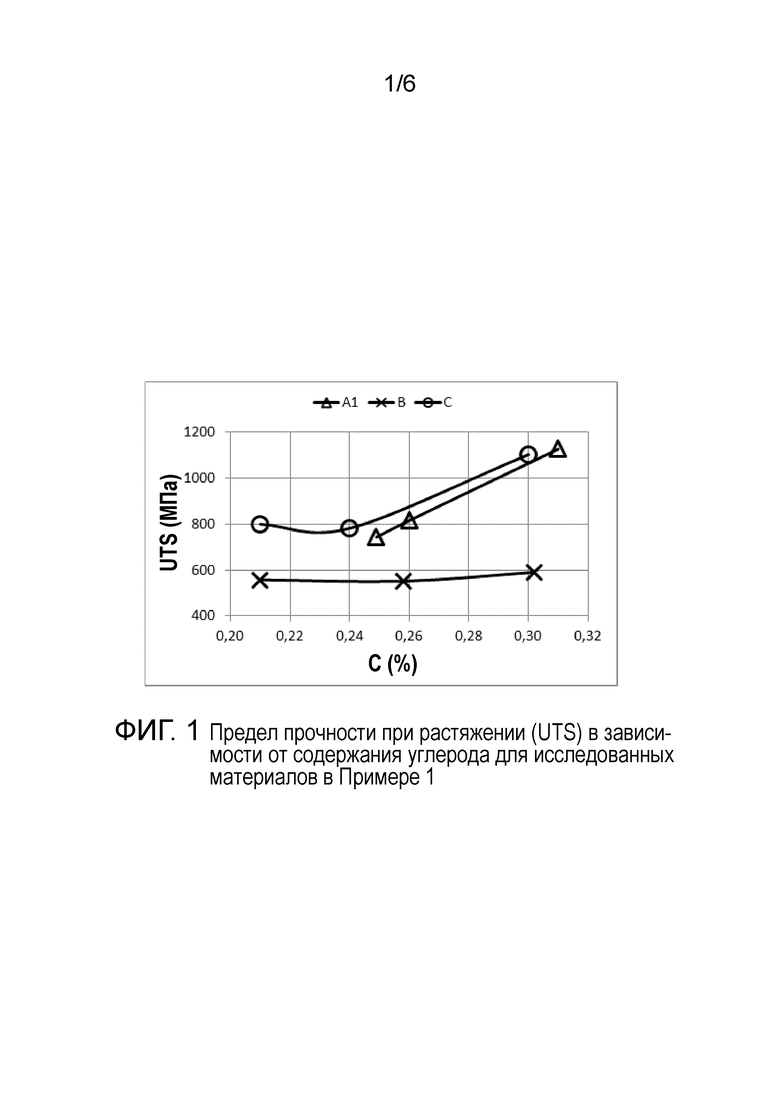
Фиг. 1 показывает предел прочности при растяжении (UTS) в зависимости от содержания углерода для исследованных материалов в Примере 1.
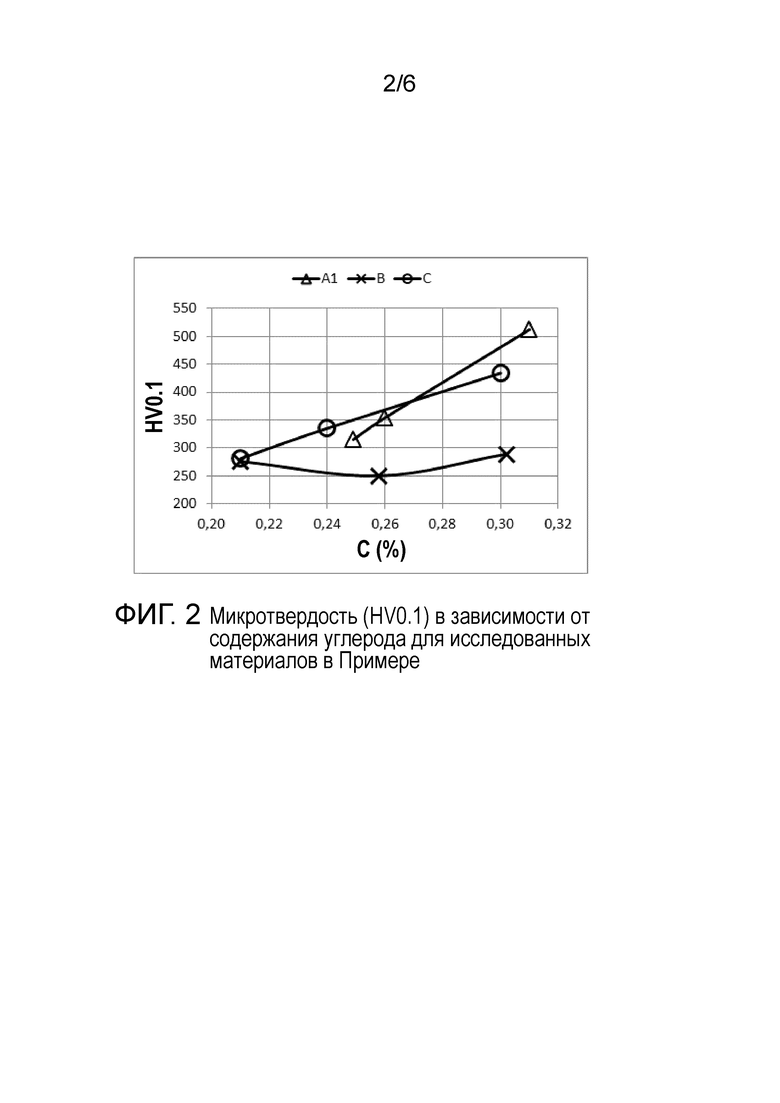
Фиг. 2 показывает микротвердость (HV0.1) в зависимости от содержания углерода для исследованных материалов в Примере 1.
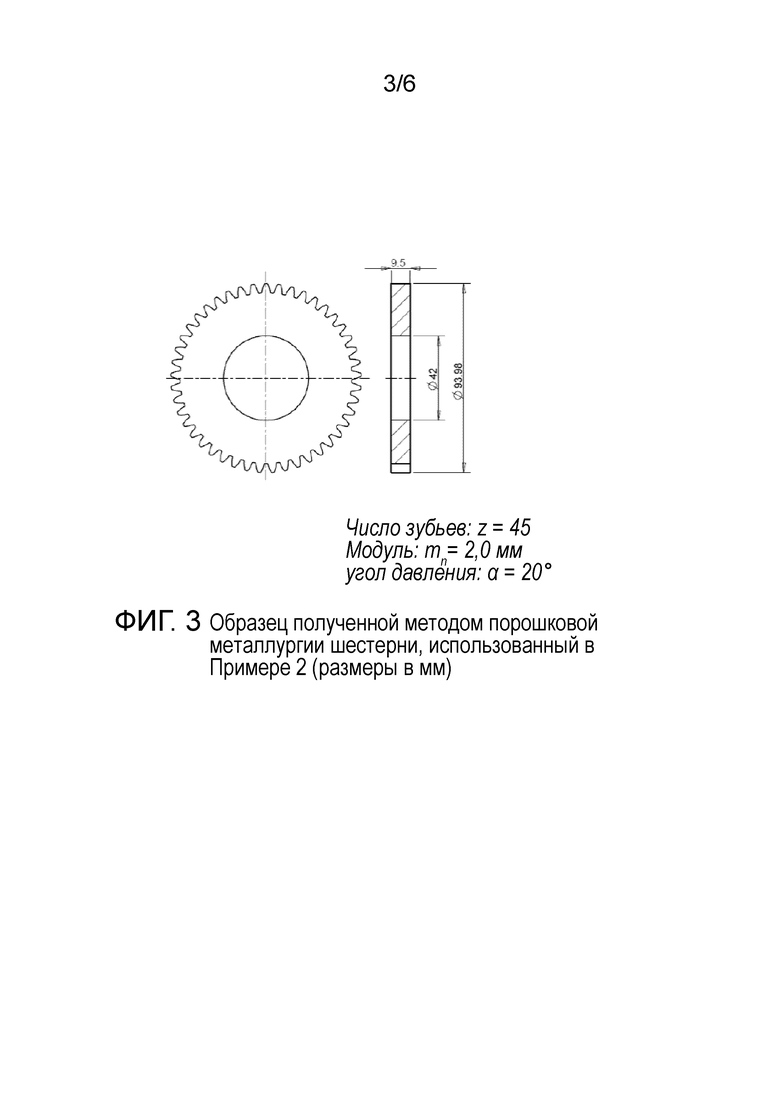
Фиг. 3 показывает испытываемый образец полученной методом порошковой металлургии шестерни, используемый в Примере 2 (размеры показаны в мм).
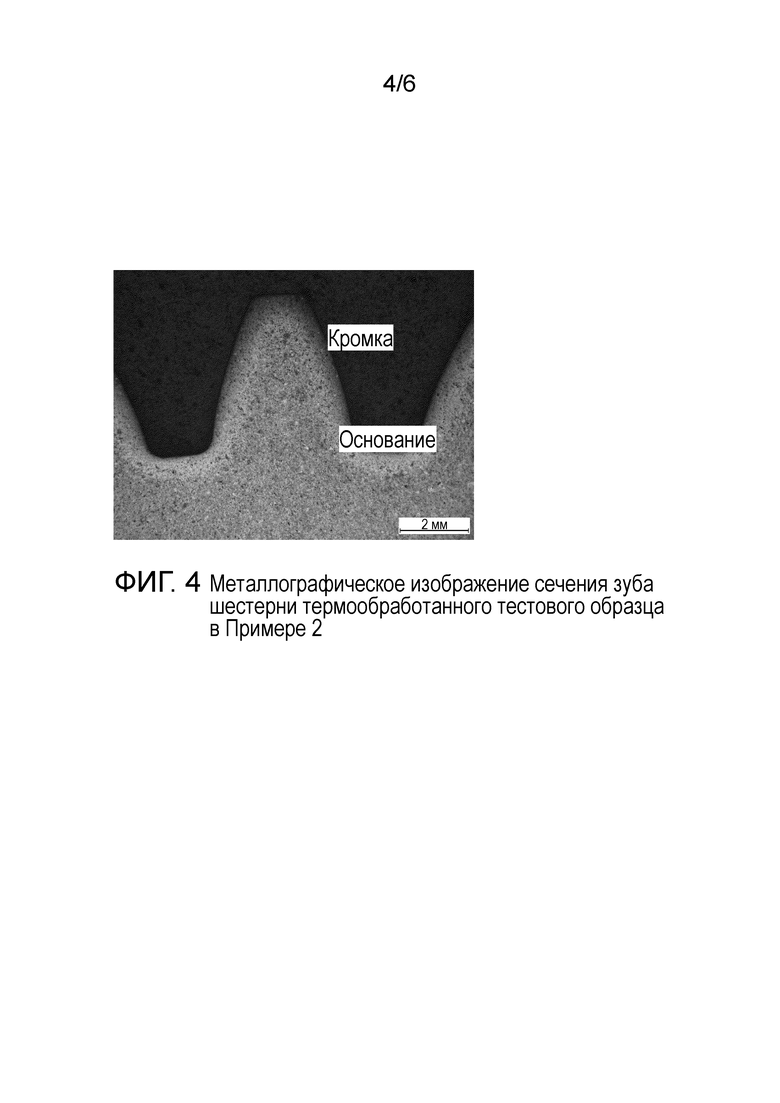
Фиг. 4 показывает металлографическое изображение сечения зуба шестерни термообработанного тестового образца в Примере 2.
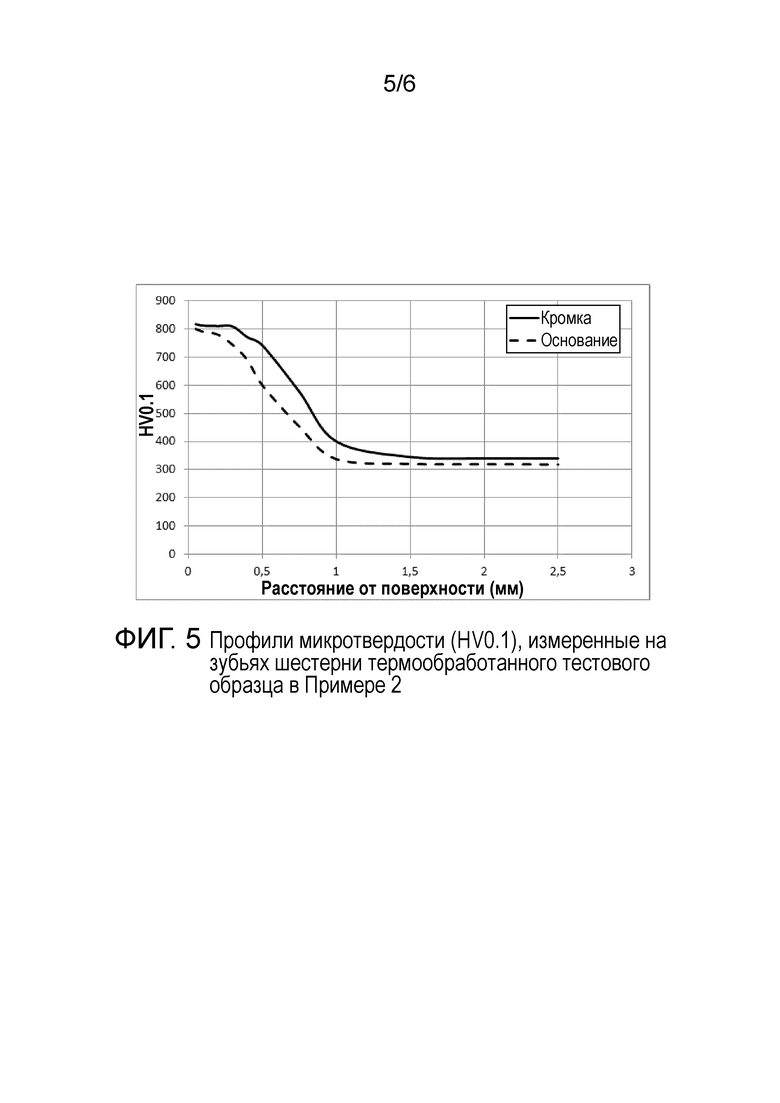
Фиг. 5 показывает профили микротвердости (HV0.1), измеренные на зубьях шестерни термообработанного тестового образца в Примере 2.
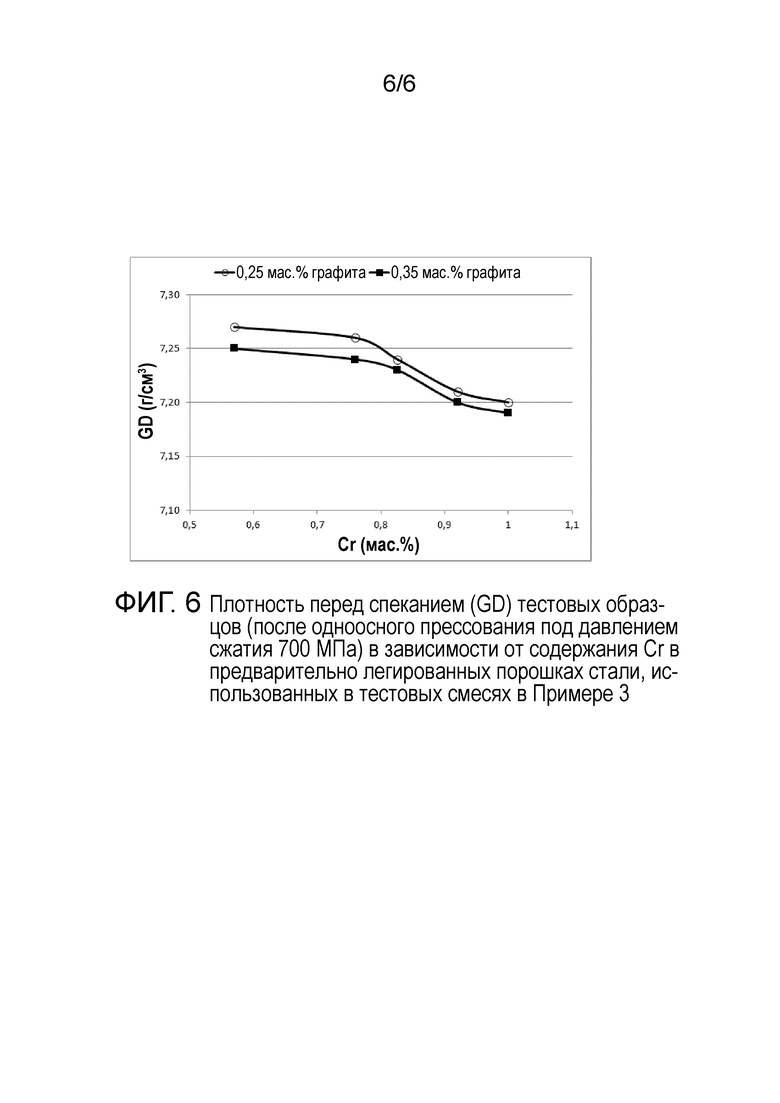
Фиг. 6 показывает плотность перед спеканием (GD), (сжимаемость) тестовых образцов (после одноосного прессования под давлением 700 МПа) в зависимости от содержания Cr в предварительно легированных порошках стали, используемых в тестовых смесях в Примере 3.
ПРИМЕРЫ
Пример 1
Предварительно легированный порошок стали в соответствии с изобретением, A1, получали распылением водой с последующим процессом восстановительного отжига. Распыление выполняли в защитной атмосфере N2 в малогабаритной (рассчитанной на 15 кг расплава) установке распыления водой. Выполняли отжиг в лабораторной конвейерной печи в атмосфере H2 при температуре в диапазоне 1000-1100°C. После отжига выполняли размол и просеивание порошков (на сите с размером ячейки 212 мкм). Химический состав порошка представлен в Таблице 1 вместе с составами двух других предварительно легированных порошков стали, которые являются торговыми сортами, B=Astaloy®85Mo и C=Astaloy®CrA, выпускаемыми компанией Höganäs AB, Швеция, и используются в качестве контрольных материалов. Все три порошка имеют стандартное для порошковой металлургии распределение частиц по размерам и просеяны с размером ячейки сита -212 мкм.
Таблица 1. Химический состав (в мас.%)
Сжимаемость этих стальных порошков оценивали путем одноосного прессования цилиндрических тестовых образцов (диаметр 25 мм, высота 20 мм) в смазанном штампе при давлении сжатия 600 МПа. Плотность перед спеканием (GD) каждого образца измеряли путем взвешивания образца в воздухе и воде в соответствии с законом Архимеда. Результаты приведены в Таблице 2 и показывают, что порошок A1 имеет значительно лучшую сжимаемость, чем порошок C, и сопоставимую сжимаемость с порошком B.
Таблица 2. Сжимаемость (при давлении сжатия 600 МПа в смазанном штампе).
Эти стальные порошки смешали с 0,25-0,35 мас.% графита (марки Kropfmühl UF4) и 0,60 мас.% смазки (марки Lube E производства компании Höganäs AB, Швеция). Стандартные прутки для испытания на разрыв в соответствии со стандартом ISO 2740 получали из этих порошковых смесей путем одноосного прессования с давлением сжатия 700 МПа. Плотность перед спеканием испытываемых прутков составила около 7,25 г/см3.
Эти испытываемые прутки спекали при 1120°C в течение 30 мин в атмосфере N2/H2 (95/5). Термообработку спеченных образцов выполняли при температуре 920°C в течение 60 мин в вакууме (10 мбар) с последующей газовой закалкой высокого давления с давлением 20 бар N2. При этой операции термообработки никакого науглероживания не выполнялось, поскольку цель этого эксперимента состояла в том, чтобы оценить прокаливаемость сплавов при различных содержаниях углерода, определяемых добавкой графита к порошковым смесям. Последующий отпуск выполняли при температуре 200°C в течение 60 мин на воздухе.
Термообработанные тестовые образцы были подвергнуты испытанию на растяжение. Результаты этих испытаний показывают, что материалы A1 и C имеют сходные значения предела прочности при растяжении (UTS), составляющие примерно 750-1130 МПа в исследованном диапазоне содержания углерода, см. Фиг. 1. Материал B имеет значительно более низкие значения UTS, ниже 600 МПа для всех содержаний углерода. Были также выполнены измерения микротвердости (HV0.1 в соответствии с методом Виккерса) на отполированных сечениях термообработанных тестовых образцов; результаты показаны на Фиг. 2. Материал A1 имеет значения микротвердости 310-510 HV0.1 для содержаний углерода в диапазоне 0,25-0,31% C. Материал В имеет относительно низкие значения микротвердости, ниже 300 HV0.1, даже при самом высоком использованном содержании углерода (0,30% C). Значения микротвердости материала C являются относительно сопоставимыми со значениями микротвердости материала A1.
Этот пример демонстрирует, что порошок A1 имеет привлекательное сочетание свойств для материала производимой методом порошковой металлургии шестерни. Высокая сжимаемость обеспечивает прессование до высокой плотности, а прокаливаемость достаточна для того, чтобы обеспечить значения микротвердости в диапазоне 300-550 HV0.1. Этот диапазон является желательным диапазоном твердости сердцевины зуба шестерни после поверхностного науглероживания в производстве шестерен для применения в высоконагруженных трансмиссиях. Оцененные содержания углерода соответствуют типичным уровням содержания углерода в областях сердцевины зубьев шестерни.
Пример 2
Предварительно легированный стальной порошок А2 в соответствии с изобретением получали распылением водой с последующим процессом восстановительного отжига. Распыление выполняли в защитной атмосфере N2 в малогабаритной (рассчитанной на 15 кг расплава) установке распыления водой. Отжиг выполняли в лабораторной конвейерной печи в атмосфере H2 при температуре в диапазоне 1000-1100°C. После отжига выполняли размол и просеивание порошков (на сите с размером ячейки 212 мкм). Химический состав этого порошка представлен в Таблице 2. Этот порошок имеет стандартное для порошковой металлургии распределение частиц по размерам и просеян с размером ячейки сита -212 мкм.
Таблица 2. Химический состав (в мас.%)
Порошок A2 смешали с 0,40 мас.% графита (C-UF) и 0,60 мас.% смазки (Lube E). Образцы в виде больших шестерен (см. размеры на Фиг. 3) прессовали из порошковой смеси с помощью одноосного прессования с давлением сжатия 700 МПа. Плотность перед спеканием образцов шестерен составила 7,20 г/см3.
Эти образцы шестерен спекали при 1250°C в течение 30 мин в атмосфере N2/H2 (95/5). Поверхностное упрочнение спеченных шестерен выполняли путем науглероживания при низком давлении (LPC) при 965°C с последующей газовой закалкой высокого давления с давлением 20 бар N2. Основной атмосферой в процессе LPC был N2 (давлением 8 мбар), а науглероживающая газовая атмосфера представляла собой C2H2/N2 (50/50). Применяли четыре науглероживающие цикла наддува с длительностью каждого цикла наддува 37-65 секунд. Время диффузии после каждого цикла наддува варьировалось между 312-3550 секундами. Суммарное время при 965°C составляло 96 минут. Последующий отпуск после закалки в газовой среде выполняли при 200°C в течение 60 минут на воздухе.
Металлографическое изучение, выполненное на отполированных и протравленных сечениях термообработанных образцов шестерен, показывает, что зубья шестерни имеют мартенситный поверхностный слой и бейнитную структуру сердцевины, см. Фиг. 4. Также были выполнены измерения микротвердости (HV0.1 в соответствии с методом Виккерса) на отполированных сечениях для того, чтобы исследовать профили твердости зубьев шестерни, см. результаты на Фиг. 5. Эти измерения показывают, что твердость поверхности составляет более 800 HV0.1 и что твердость сердцевины составляет 320-340 HV0.1, с несколько более низкими уровнями твердости у основания зуба, чем на его боковой кромке. Глубина упрочненного слоя (где твердость равна 550 HV0.1) составляет 0,8 мм на боковой кромке зуба и 0,6 мм у основания зуба.
Этот пример демонстрирует, что порошок A2 является подходящим для изготовления высокопрочных шестерен методом порошковой металлургии в процессе, в котором поверхностное упрочнение выполняют способом LPC-HPGQ. Содержание графита в 0,40 мас.% от порошковой смеси на основе железа использовали в порошковой смеси для того, чтобы обеспечить достаточную прокаливаемость сплаву при скоростях охлаждения, получаемых внутри больших шестерен при применении способа HPGQ. Высокая сжимаемость порошка обеспечивает прессование до высокой плотности шестерни, а также желаемые уровни значений твердости после термической обработки, как на поверхности, так и в областях сердцевины зубьев шестерни. Также были достигнуты точно заданные глубины упрочненных слоев.
Пример 3
Предварительно легированные порошки стали с различными содержаниями Cr (0,5-1,0%) и с одинаковым содержанием Мо (0,3%) получали распылением водой с последующим процессом восстановительного отжига. Распыление выполняли в защитной атмосфере N2 в мелкогабаритной (рассчитанной на 15 кг расплава) установке распыления водой. Отжиг выполняли в лабораторной конвейерной печи в атмосфере H2 при температуре в диапазоне 1000-1100°C. Одни и те же параметры отжига использовали для всех порошков. После отжига выполняли размол и просеивание порошков (на сите с размером ячейки 212 мкм). Химический состав этих порошков представлен в Таблице 3.
Таблица 3. Химический состав (в мас.%)
Эти стальные порошки смешали с 0,25/0,35 мас.% графита (Kropfmühl UF4) и 0,60 мас.% смазки (Lube E производства компании Höganäs AB, Швеция). Сжимаемость этих порошковых смесей оценивали путем одноосного прессования цилиндрических тестовых образцов (диаметр 25 мм, высота 20 мм) при давлении сжатия 700 МПа. Плотность перед спеканием (GD) каждого образца измеряли путем взвешивания образца в воздухе и воде в соответствии с законом Архимеда. Результаты представлены на Фиг. 6 и демонстрируют, что предварительно легированный порошок на основе железа с содержанием 0,7-0,9 мас.% Cr и 0,3 мас.% Мо (в соответствии с заявленным изобретением) дает высокую сжимаемость и что содержание Cr должно составлять самое большее 0,9 мас.%. Содержание Cr менее 0,7 мас.% незначительно увеличивает сжимаемость, то есть дает более высокую плотность перед спеканием (GD).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕДВАРИТЕЛЬНО ЛЕГИРОВАННЫЙ ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА, СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ И ИЗДЕЛИЕ | 2003 |
|
RU2313420C2 |
| ЖЕЛЕЗО-ВАНАДИЕВЫЙ ПОРОШКОВЫЙ СПЛАВ | 2010 |
|
RU2532221C2 |
| НИЗКОЛЕГИРОВАННЫЙ СТАЛЬНОЙ ПОРОШОК | 2008 |
|
RU2490353C2 |
| НИЗКОЛЕГИРОВАННЫЙ СТАЛЬНОЙ ПОРОШОК | 2008 |
|
RU2482208C2 |
| ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА И ЕГО СОСТАВ | 2008 |
|
RU2490352C2 |
| ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА | 2017 |
|
RU2734850C2 |
| ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА | 1997 |
|
RU2210616C2 |
| ПОРОШКИ НА ОСНОВЕ ЖЕЛЕЗА ДЛЯ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ПОРОШКОВ | 2011 |
|
RU2593064C2 |
| ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА, СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННОГО ИЗДЕЛИЯ И СПЕЧЕННОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2216433C2 |
| ВЫСОКОПРОЧНАЯ НИЗКОЛЕГИРОВАННАЯ СПЕЧЕННАЯ СТАЛЬ | 2010 |
|
RU2533988C2 |
Группа изобретений относится к предварительно легированному порошку на основе железа, порошковой смеси на основе железа для спеченной науглероженной детали и способу изготовления спеченной науглероженной детали. Предварительно легированный порошок на основе железа состоит из 0,7-0,9 мас.% хрома, 0,2-0,4 мас.% молибдена, 0,01-0,15 мас.% марганца, самое большее 0,20 мас.% кислорода, самое большее 0,05 мас.% углерода, менее чем 0,05 мас.% азота, самое большее 0,3 мас.% других неизбежных примесей и остальное железо. Упомянутый порошок имеет высокую сжимаемость и способен придавать уплотненной и спеченной детали высокую плотность перед спеканием и высокую плотность после спекания. Спеченные науглероженные детали (например, автомобильные шестерни), полученные с использованием упомянутого порошка, имеют твердую поверхность в сочетании с более мягкой и более вязкой сердцевиной. 4 н. и 8 з.п. ф-лы, 6 ил., 3 табл., 3 пр.
1. Предварительно легированный порошок на основе железа, состоящий из:
- 0,7-0,9 мас.% хрома (Cr);
- 0,2-0,4 мас.% молибдена (Мо);
- 0,01-0,15 мас.% марганца (Mn);
- самое большее 0,20 мас.% кислорода (O);
- самое большее 0,05 мас.% углерода (C);
- менее чем 0,05 мас.% азота (N);
- самое большее 0,3 мас.% других неизбежных примесей; и
- остальное – железо (Fe).
2. Порошок по п. 1, в котором количество Mn составляет 0,09-0,15 мас.%.
3. Порошок по п. 1, в котором количество Mn составляет 0,01-0,09 мас.%.
4. Порошок по любому из пп. 1-3, в котором количество O составляет менее 0,15 мас.%.
5. Порошок любому из пп. 1-4, в котором число включений, имеющих самое длинное измерение больше 100 мкм, составляет самое большее 1,0/см2 при измерении в соответствии со стандартом ASTM B796-02.
6. Порошковая смесь на основе железа для спеченной науглероженной детали, содержащая:
- предварительно легированный порошок на основе железа по любому из пп. 1-5;
- графит в количестве 0,2-0,7 мас.% от массы порошковой смеси на основе железа;
- необязательно, смазку(и) в количестве вплоть до 1 мас.% от массы порошковой смеси на основе железа;
- необязательно, улучшитель(и) обрабатываемости в количестве вплоть до 1 мас.% от массы порошковой смеси на основе железа.
7. Способ изготовления спеченной науглероженной детали, имеющей глубину науглероженного слоя от 0,3 до 1,5 мм и определенный профиль твердости, включающий стадии:
a) обеспечение порошковой смеси на основе железа по п. 6;
b) перенос порошковой смеси на основе железа в пресс-форму;
c) прессование порошковой смеси на основе железа при давлении сжатия по меньшей мере 600 МПа в неспеченную прессовку;
d) извлечение неспеченной прессовки из формы;
e) подвергание неспеченной прессовки стадии спекания;
f) необязательно, дополнительное уплотнение спеченной детали;
g) подвергание спеченной детали науглероживанию при низком давлении (LPC) в углеродсодержащей атмосфере при давлении самое большее 40 мбар, предпочтительно самое большее 20 мбар;
h) подвергание науглероженной детали газовой закалке высокого давления, HPGQ, при давлении от 10 до 30 бар и со скоростью охлаждения по меньшей мере 5°C от температуры примерно 850-1000°C до температуры по меньшей мере ниже примерно 300°C; и
i) необязательно, подвергание закаленной детали отпуску на воздухе при температуре между 150-300°C.
8. Способ по п. 7, в котором неспеченная прессовка после извлечения имеет плотность перед спеканием по меньшей мере 7,10 г/см3, предпочтительно по меньшей мере 7,15 г/см3, наиболее предпочтительно по меньшей мере 7,20 г/см3.
9. Способ по п. 7 или 8, в котором стадия спекания содержит спекание при температуре между 1000°C и 1350°C, предпочтительно между 1200°C и 1350°C в восстановительной атмосфере или в вакууме при давлении менее 20 мбар.
10. Способ по любому из пп. 7-9, в котором стадия науглероживания при низком давлении содержит науглероживание в атмосфере, содержащей по меньшей мере один из C2H2, CH4 и C3H8.
11. Способ по любому из пп. 7-10, в котором стадия науглероживания при низком давлении дополнительно включает карбонитрирование в атмосфере, содержащей аммиак.
12. Спеченная науглероженная деталь, полученная способом по п. 7, состоящая из:
- 0,7-0,9 мас.% хрома (Cr);
- 0,2-0,4 мас.% молибдена (Мо);
- 0,01-0,15 мас.% марганца (Mn);
- 0,2-1,0 мас.% углерода (C);
- самое большее 0,15 мас.% кислорода (O);
- самое большее 1,0% неизбежных примесей;
- остальное – железо (Fe); и
причем деталь представляет собой шестерню, имеющую глубину науглероженного слоя от 0,3 до 1,5 мм, при этом микротвердость поверхности зубьев шестерни составляет минимум 700 HV0.1, а твердость сердцевины зубьев шестерни составляет 300-550 HV0.1.
| Способ получения дигалоидангидридов тиофосфоновых кислот или их бисаналогов | 1969 |
|
SU653262A1 |
| US 20110103995 A1, 05.05.2011 | |||
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ И ПОРОШКОВАЯ КОМПОЗИЦИЯ ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ | 1999 |
|
RU2228820C2 |
| ПОРОШОК ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2195386C2 |
| Порошковый материал на основе железа для получения спеченных изделий | 1990 |
|
SU1740481A1 |

