Изобретение относится к области машиностроения, преимущественно к холодной и горячей механической обработке металлов, в частности к устройствам, рабочей частью которых является твердосплавный инструмент.
Известно устройство для механической обработки твердых материалов, представляющее собой твердое тело, рабочая часть которого выполнена из твердого сплава на основе карбида титана с железной связкой (карбидостали) [1].
Известно устройство для механической обработки твердых материалов, представляющее собой твердое тело, рабочая часть которого выполнена из твердого сплава на основе монокарбида вольфрама с никелевой связкой [2].
Наиболее близким к заявляемому устройству является устройство для механической обработки твердых материалов, представляющее собой твердое тело, рабочая часть которого выполнена из твердого сплава на основе монокарбида вольфрама с кобальтовой связкой [3].
Недостатками известных устройств являются: износостойкость устройств с рабочей частью состава TiC-Fe ниже, чем у рабочей части устройств состава WC-Co, прочность, твердость и износостойкость устройств с рабочей частью WC-Ni ниже, чем у рабочей части устройств состава WC-Co, распределение кобальта в рабочей части устройств нередко является крайне неоднородным и в приповерхностном слое его содержание ниже, чем в остальном объеме.
Целью создания настоящего изобретения является возможность получения "износостойкого покрытия", встроенного в приповерхностный слой рабочей части устройства и позволяющего до шести раз увеличить срок ее службы.
Поставленная цель достигается тем, что ферромагнитная связка - металлический кобальт и твердые растворы на его основе - введена в приповерхностный слой рабочей части тела, причем концентрация металлического кобальта составляет не менее 0,3 массового процента, а толщина слоя - не менее 2,0 мкм.
Положительный эффект от создания и использования настоящего изобретения проявляется: в том, что металлический кобальт и твердые растворы на его основе, введенные в приповерхностный слой рабочей твердосплавной части устройства, образуют вместе с карбидами тугоплавких металлов "износостойкое покрытие", обладающее большей по сравнению с остальной рабочей частью пластичностью, в том, что "износостойкое покрытие" обладает идеальной адгезией, так как является приповерхностной областью рабочей части из твердосплавного материала, в том, что указанное расположение металлического кобальта и твердых растворов на его основе в приповерхностной области рабочей твердосплавной части устройства позволяет применить к нему известные методы радиационной обработки, в несколько раз увеличивающие срок службы устройства.
Перечень графических изображений.
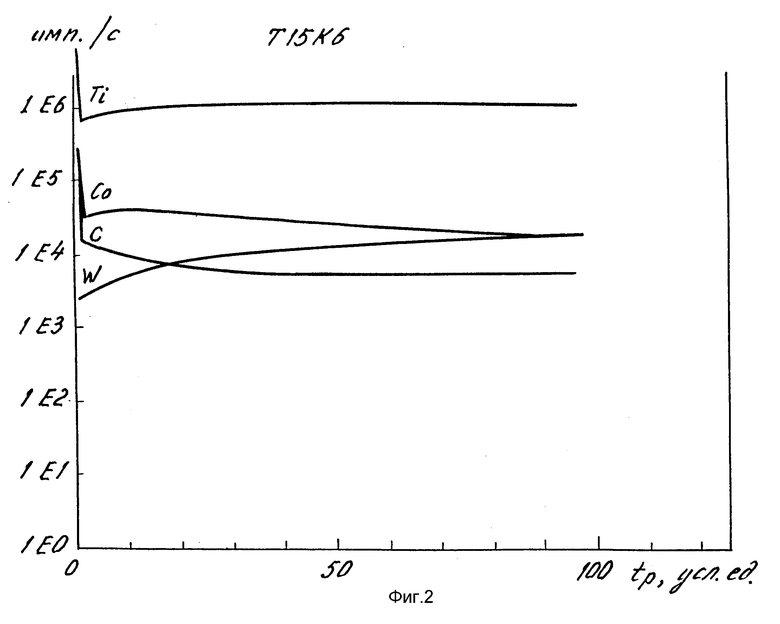
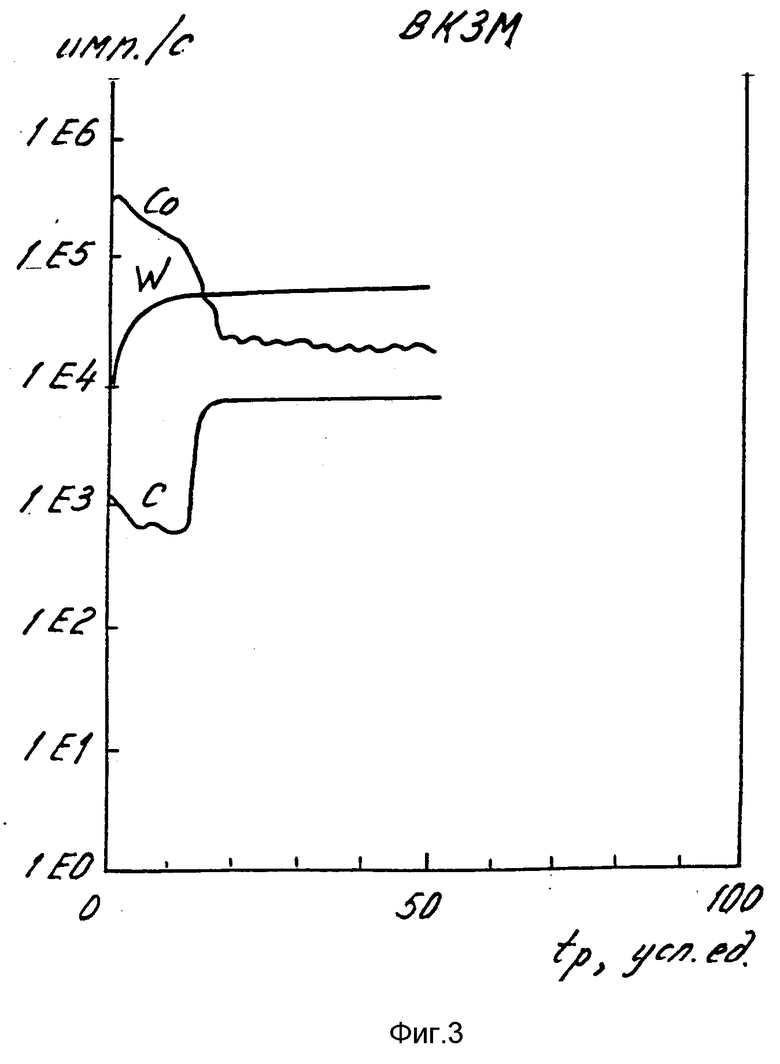
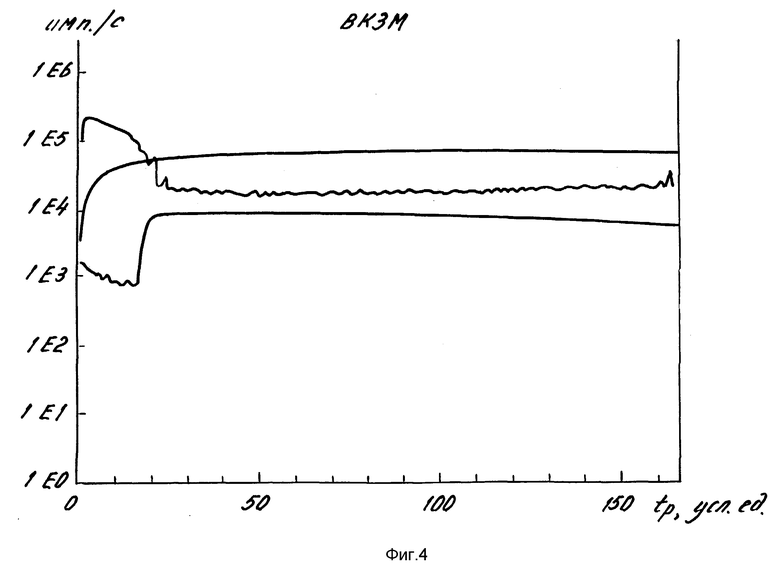
Фиг. 1 - профиль распределения по глубине концентрации кобальта в режущей пластине из твердого сплава T15KG (образец N 1); фиг. 2 - профиль распределения по глубине концентрации кобальта в режущей пластине из твердого сплава T15KG (образец N 2); фиг. 3 - профиль распределения по глубине концентрации кобальта в режущей пластине из твердого сплава ВК3М (образец N 3). Время распыления tр = 7 мин 21 с; фиг. 4 - профиль распределения по глубине концентрации кобальта в режущей пластине из твердого сплава (образец N 3). Время распыления tр = 23 мин 34 с.
Сущность заявленного изобретения поясняется нижеследующим описанием.
Изобретение основано на анализе результатов многочисленных экспериментов по радиационному упрочнению твердосплавного инструмента, проведенных нами в последние годы. Суть их кратко сводится к следующему: радиационная обработка (облучение быстрыми электронами, протонами, α-частицами или γ-квантами) увеличивает в несколько раз износостойкость и срок службы твердосплавных изделий лишь в том случае, когда метод рентгеноструктурного анализа (рентгеновской дифрактометрии) регистрирует фазу металлического кобальта в приповерхностном слое изделия. Из этого факта непосредственно следует заключение о глубине приповерхностного слоя, а в сочетании с другими методами анализа из него можно получить сведения о величине пороговой концентрации кобальта.
а) Толщина приповерхностного слоя
При исследованиях фазового состава твердосплавных изделий на основе монокарбида вольфрама с кобальтовой связкой методом рентгеновской дифрактометрии обычно используют излучение  Глубину проникновения рентгеновского излучения в твердосплавное изделие можно определить, если известны значения массового коэффициента ослабления для компонентов твердого сплава. Массовый коэффициент ослабления твердосплавного изделия можно в общем случае определить по формуле [4]
Глубину проникновения рентгеновского излучения в твердосплавное изделие можно определить, если известны значения массового коэффициента ослабления для компонентов твердого сплава. Массовый коэффициент ослабления твердосплавного изделия можно в общем случае определить по формуле [4]
где μ, μi - линейные коэффициенты ослабления рентгеновского излучения в материале изделия и в его компонентах соответственно;
ρ, ρi - плотности материала изделия и его компонентов;
ai - весовая доля компонента.
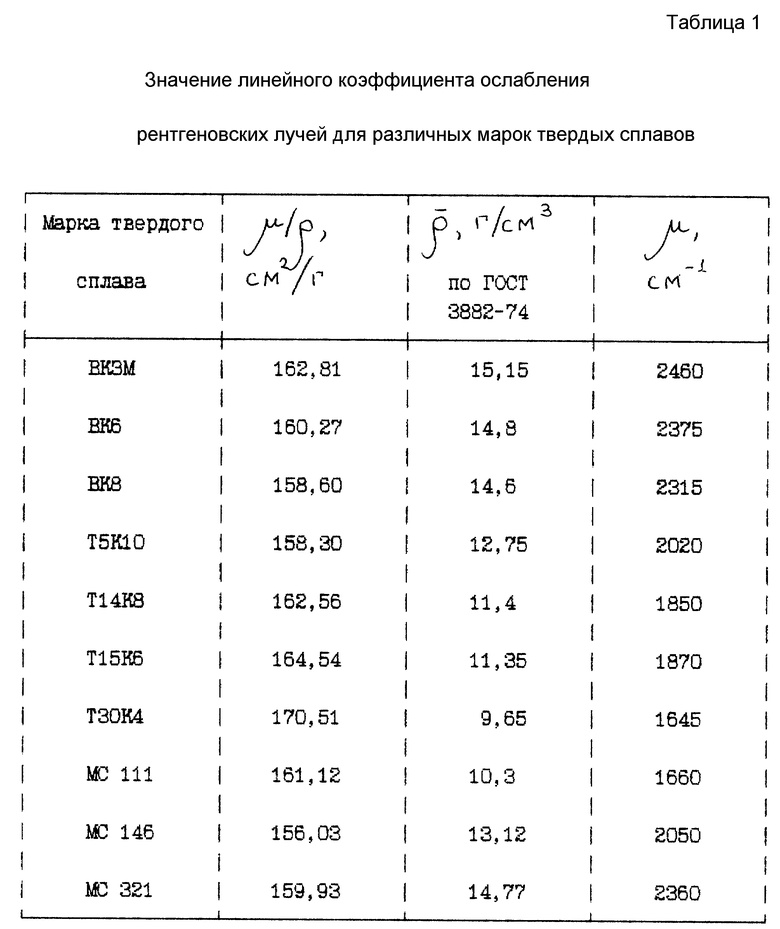
Из формулы (1) следует, что для твердых сплавов различного состава отношение μ/ρ принимает различные значения. Во 2-м столбце таблицы 1 приведены значения μ/ρ, рассчитанные по формуле (1) для некоторых марок твердых сплавов. При этом значения μi/ρi были взяты из таблицы монографии [4] и проверены по таблицам Ионссона [5] и номограмме, приведенной в [5] с учетом скачков поглощения SK и  , причем получено хорошее совпадение результатов.
, причем получено хорошее совпадение результатов.
Для определения величин μ для твердых сплавов различного состава необходимо также знание величины ρ - плотности каждого твердого сплава. Взятые из ГОСТ 3882-74 и усредненные нами значения ρ приведены в 3-м столбце табл. 1 (см. табл. 1, 2 в конце описания). В 4-м столбце табл. 1 представлены значения линейных коэффициентов ослабления для некоторых твердых сплавов.
При исследованиях фазового состава методом рентгеновской дифрактометрии глубину слоя, участвующего в образовании дифракционной картины, обычно подсчитывают по формуле [4].
где ϑ - угол между плоскостью падения и направлением падения рентгеновских лучей на нее;
Kx - коэффициент, значения которого приведены в монографии [4] для различных значений gx - части интенсивности рентгеновского излучения, рассеянного в слое толщиной x.
Так, для gx = 0,50 Kx = 0,69; для gx = 0,60 Kx = 0,92; для gx =0,70 Kx = 1,20; для gx = 0,80 Kx = 1,61; для gx = 0,90 Kx = 2,3; для gx = 0,95 Kx = 3,0; для gx = 0,97 Kx = 3,5; для gx = 0,99 Kx = 4,6
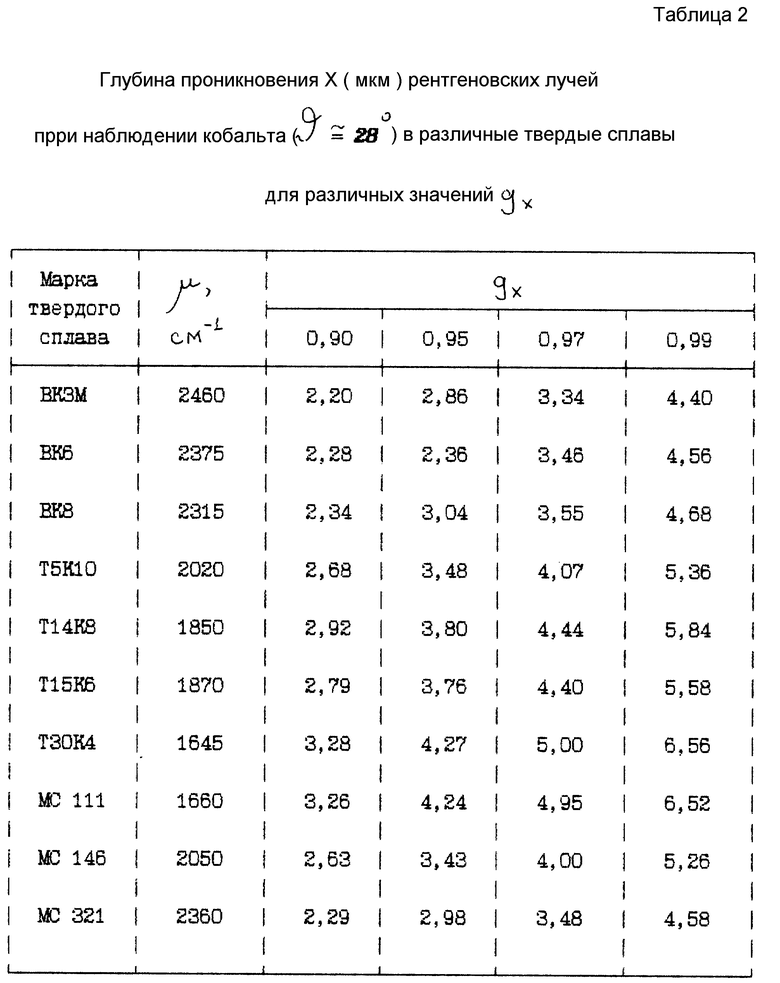
В нашем случае при наблюдении кобальта в твердых сплавах угол ϑ ≅ 28o и sinϑ = 0,4695. В табл. 2 приведены значения x, рассчитанные по формуле (2) для некоторых значений gx для различных твердых сплавов.
Основные эксперименты, результаты которых изложены частично ниже, проведены с режущими пластинками, изготовленными из твердых сплавов ВК3М, ВК8, Т15К6, МС 111, МС 321. Для gx = 0,90 величина x изменяется в них от 2,20 мкм до 3,26 мкм, для gx = 0,95 - от 2,86 мкм до 4,24 мкм. В связи с тем, что, во-первых, величина gx для конкретного опыта известна весьма приближенно и, во-вторых, при дальнейшем уменьшении содержания кобальта в твердом сплаве величина x будет уменьшаться, в качестве пороговых значений выберем для WC gx = 0,90 и μWC = 2600 см-1 (x = 2,08 мкм). С точностью до 0,08 мкм, т.е. 3,8% последнюю величину выбираем равной 2,0 мкм.
б) Концентрация кобальта
Определить ту концентрацию металлического кобальта, начиная с которой метод рентгеновской дифрактометрии перестает его различать, можно на основании специально поставленных опытов. Приводимое ниже описание некоторых экспериментов дает только грубую оценку анализируемого порога.
На двух режущих пластинах из твердого сплава Т15К6 определяли содержание кобальта в приповерхностном слое методом рентгеновской дифрактометрии. На одной из пластин (N 1) кобальт был обнаружен, на другой (N 2) нет. Затем на шлифовальном станке приповерхностный слой был удален на обоих образцах. В глубине пластин металлический кобальт наблюдался методом рентгеновской дифрактометрии на обеих пластинах и его концентрация составила приблизительно одинаковую величину. До начала указанных экспериментов содержание (интегральное) металлического кобальта в обеих пластинах было определено независимым методом - магнитными измерениями - и составило в образце N 1 5,21 мас. %, в образце N 2 5,17 мас.%. Таким образом, в этой серии опытов метод рентгеновской дифрактометрии уверенно регистрировал концентрацию металлического кобальта в приповерхностном слое, составляющую не менее 5,17 мас. %, и "не замечал" кобальт с концентрацией, которая будет оценена нами ниже.
В другой серии опытов применялась иная модель рентгеновского дифрактометра, работавшая в режиме, обеспечивающем несколько большую чувствительность. В этой серии опытов исследовалось содержание металлического кобальта в твердых сплавах различного состава методами магнитных измерений и рентгеновской дифрактометрии. При этом рентгеновский метод уверенно зарегистрировал наличие металлического кобальта на поверхности сплава ВК3М, а магнитные измерения подтвердили, что интегральное содержание металлического кобальта в образце составляет 2,99 мас.%.
Однако содержание кобальта в приповерхностном слое твердосплавного изделия, регистрируемое рентгеновским дифрактометром, вовсе не равно в точности его содержанию в объеме, равному в случае сплава ВК3М приблизительно 3 мас. %. В действительности содержание кобальта в приповерхностном слое твердосплавного изделия ниже, чем в объеме. Меньшее содержание кобальта в этом слое связано с испарением кобальта с поверхности изделия в процессе его спекания.
Для оценки убыли кобальта с поверхности изделия можно было бы провести расчет по формуле, приведенной в монографии [6] дающей количество частиц, испаряющихся в единицу времени с единицы поверхности материала, и связанной с давлением пара химических элементов [7], зависящего от температуры нагрева. Однако точные временные и температурные режимы и условия (вакуум, водород) спекания нам неизвестны, поэтому мы пойдем другим путем.
Для более строгой оценки концентрации кобальта в приповерхностных слоях образцов 1 и 2 обратимся к результатам измерений методом ВИМС (фиг. 1 и 2). Метод ВИМС зарегистрировал резкое (на 3 порядка) падение концентрации кобальта в приповерхностком слое образца N 1 (см. фиг. 1). Точное значение тех глубин, на которых концентрация кобальта в приповерхностных слоях образцов становится равной концентрации кобальта в объеме изделий, нам неизвестно. Поэтому ограничимся ниже приближенными оценками.
Оценим прежде всего толщину приповерхностного слоя, удаленного при исследовании в образцах 1 и 2 профиля кобальта методом ВИМС. При исследовании профилей вольфрама (W), углерода (C), титана (Ti) и кобальта (Co) в твердом сплаве Т15К6 методом ВИМС для распыления использовалась бомбардировка ионами кислорода с энергией 7,9 кэВ. Ионный ток равнялся 144 нА (образец N 1) и 147 нА (образец N 2). Облучалась ионами квадратная площадка со стороной 250 мкм. Анализировалось квадратное поле со стороной 8 мкм. Поэтому плотность ионного тока составляла: j1 = J1/S = 1,44•10-7 А / 6,25•10-4 см2 = 1,44•10-3 / 6,25 А/см2 и j2 = J2/S = 1,47•10-3 / 6,25 А/см2. Эти величины соответствуют определенным количествам ионов кислорода O
и
Ho при облучении ионами кислорода углерода (основного компонента всех карбидов) имеет место так называемое "химическое распыление" [8], для которого коэффициент распыления при E = 7,9 кэВ несколько превышает единицу (S = 1,05 aт.C/O
За время tр удалено NWC молекул WC/см2. Поэтому толщина распыленного слоя d равна

Оценим теперь реальную величину концентрации кобальта, регистрируемую рентгеновским дифрактометром.
Вид профиля концентрации атомов кобальта, в образце N 1, полученный методом ВИМС, соответствует случаю [9] конечной скорости испарения атомов Co с поверхности. Предположим, что процесс спекания идет так, что плотность атомов Co на поверхности остается постоянной, т.е. диффузия атомов Co к поверхности восполняет убыль атомов Co за счет испарения. Тогда, согласно [9],
где n((x,τ) - концентрация атомов кобальта в приповерхностном слое;
x - расстояние, отсчитываемое от поверхности в глубину слоя;
τ - время испарения;
N - концентрация атомов кобальта в объеме;
D - коэффициент диффузии атомов кобальта;
ν = n(0,τ) = const - концентрация атомов кобальта на поверхности изделия из твердого сплава
где  характеристическая длина;
характеристическая длина;
Ф(z) - функция ошибок.
Анализируя профиль распределения атомов Co, полученный методом ВИМС, в образце N 1 мы нашли, во-первых, что ν = 2,3•10-3N и, во-вторых, что L = 0,267 мкм, т. е. на этой глубине x z = 1. Поэтому максимальное значение z, совпадающее с глубиной слоя, анализируемого в образце N 1 рентгеновскими лучами, равно Za = 14,1 (см. табл. 2, где Xa = 3,76 мкм для gx = 0,95).
Итак, если бы концентрация кобальта вблизи поверхности образца N 1 из твердого сплава Т15К6 и в его объеме совпадали между собой и равнялись бы N = const, то
Заметим, что физический смысл интеграла в (7) - поверхностная концентрация - количество частиц на единицу поверхности с размерностью см-2.
В действительности
где Ф*(z) = 1 - Ф(z) (9)
Пользуясь приложением 2 монографии [10], в котором изложены свойства функции ошибок и родственных ей функций, получаем, что
при выбранных значениях Za не зависит от Za с точностью до бесконечно малых высших порядков и равен 0,5642.
Следовательно
Итак, для za = 14,1 интеграл (10) равен 13,537 NL, а отношение
Поэтому мы полагаем, что при исследовании образца N 1, изготовленного из твердого сплава Т15К6, рентгеновским дифрактометром он регистрировал не значение концентрации кобальта в объеме, равное 5,21 мас.%, а меньшую величину, равную 0,961 5,21 = 5,00 мас.%.
Оценим теперь концентрацию кобальта, регистрируемую рентгеновским дифрактометром в образце N 2 из твердого сплава Т15К6 (см. фиг. 2).
Положим, что в интервале 0,33 мкм - 3,76 мкм, превышающем интервал 0 - 0,33 мкм, исследованный методом ВИМС, величина концентрации кобальта постоянна и равна n0(n0 = 2•104 импульсов/сек в единицах фиг. 2). Данное утверждение отнюдь не беспочвенно, о чем свидетельствуют данные фиг. 4 (см. ниже). Для сравнения с фиг.1 воспользуемся теми же обозначениями: вновь введем величину z, которая равна 1 для длины, равной L = 0,267 мкм. Тогда точке x = 0,33 мкм соответствует z = 1,24, интервалу 0,33 - 3,76 мкм Δz = 14,1-1,24 = 12,86. Поэтому поверхностная концентрация атомов кобальта в интервале Δz равна 12,86•n0L.
Рассмотрим теперь интервал, исследованный методом ВИМС: x = 0 - 0,33 мкм или z = 0 - 1,24. Аппроксимируем профиль кобальта в этом интервале кусочно-линейной функцией x. В интервале x = 0 - 0,138 мкм (или z = 0 - 0,516) поверхностная концентрация кобальта равна
В интервале x = 0,138 мкм - 0,33 мкм (или z = 0,516 - 1,24) поверхностная концентрация кобальта равна
Итак, поверхностная концентрация кобальта, измеренная рентгеновским дифрактометром в образце N 2, равна:
L(12,86n0 + 1,032n0 + 1,06n0 = 14,952n0L
Выше показано, что эта же величина в образце N 1 равна 13,537 NL. Величина N, рассчитанная нами по профилю фиг. 1, равна N = 1,275•105. Таким образом, отношение
равно
Итак, в этой серии опытов рентгеновский дифрактометр "не замечал" в образце N 2 из твердого сплава Т15К6 концентрацию кобальта, равную
Обратимся теперь к анализу профилей W, C и Cо в образце из твердого сплава ВК3М (фиг. 3 и 4). В данном случае энергия ионов кислорода составляла 8,1 кэВ. Ионный ток равнялся 654 нА (фиг. 3) и 548 нА (фиг. 4). Площади облучаемой ионами и анализируемой поверхностей не изменялись по сравнению с образцами 1 и 2 и равнялись, соответственно 6,25•10-4 см2 и 6,4•10-7 см2. Плотность ионного тока составляла: j3 = 6,54•10-3 /6,25 А/см2 и j4 = 5,48•10-3/6,25 А/см2. Количества ионов O
Положим, как и ранее, что коэффициент распыления составляет S = 1,05 WC/O
Толщина распыленного слоя равна
Как видно из фиг. 3 и 4, профили кобальта на них отличаются между собой лишь толщиной распыленного слоя. Рассмотрим далее только более глубокий профиль кобальта, изображенный на фиг. 4. Аппроксимируем реальный ход профиля ломаной линии, для чего разобьем его на 11 участков. Элементарный расчет, который мы не приводим в описании, показывает, что суммарная площадь ограниченная ломаной, осью абсцисс и ординатами, проходящими через начало и конец профиля, составляет
При расчете мы вновь положили, что z = 1 соответствует L = 0,267 мкм, а n0 = 2•104 импульсов/с. Экстраполируя профиль на большую глубину до точки za = 10,7 (xa = 2,86 мкм) и проводя аналогичные расчеты, получаем S12 = 5,875n0L. Итак, для образца 3 поверхностная концентрация равна
Сопоставим теперь концентрации, измеренные рентгеновским дифрактометром, в образцах 2 и 3. Напомним, что в образце 2, S = 14,952n0L для Δz = 14,1. Положим, что для Δz = 10,7
По оси ординат на фиг. 1-4 отложены величины, имеющие размерность - количество импульсов за секунду. Чтобы правильно сопоставлять данные фиг. 2 и фиг. 4, надо отнести их к количеству распыленного вещества за 1 секунду. На фиг. 2 за 1 с распылялось 0,33 мкм : 1019 с = 3,24  а на фиг. 4 1,69 мкм : 1414 с = 11,94
а на фиг. 4 1,69 мкм : 1414 с = 11,94  Поэтому одна и та же величина n0 = 2•104 импульсов/с соответствует на фиг. 2 3,24
Поэтому одна и та же величина n0 = 2•104 импульсов/с соответствует на фиг. 2 3,24  анализируемого слоя, а на фиг. 4 11,94
анализируемого слоя, а на фиг. 4 11,94  Итак, истинная концентрация Co в образце N 3 была в 11,94/3,24 = 3,7 раза меньше, чем в образце N 2. Поэтому величина
Итак, истинная концентрация Co в образце N 3 была в 11,94/3,24 = 3,7 раза меньше, чем в образце N 2. Поэтому величина мас.%
мас.%
должна быть уменьшена в 3,7 раза. Она составит 0,344 мас.% ≈ 0,3 мас.%.
Итак, концентрация кобальта, зарегистрированная рентгеновским дифрактометром в образце N 3, составляет 0,344 мас.% ≈ 0,3 мас.%. Эта величина и принимается нами в качестве пороговой для достижения положительного эффекта при облучении твердосплавных изделий ионизирующей радиацией.
Таким образом, изложенные выше опыты и оценочные расчеты позволяют выбрать в качестве пороговых: концентрацию металлического кобальта не менее 0,3 мас. % и толщину приповерхностного слоя, в котором он расположен, не менее 2,0 мкм.
Примеры достижения положительного эффекта - увеличения износостойкости и срока службы рабочих частей резцов - твердосплавных режущих пластин - приводятся ниже. Необходимо подчеркнуть, что рентгеновские исследования содержания металлического кобальта в твердосплавных режущих пластинах, о которых говорится в этих примерах, проводились на том же дифрактометре и в том же режиме, что и исследования содержания кобальта в твердом сплаве ВК3М. Поэтому сделанные выше выводы о пороговой величине концентрации кобальта, определяемой им, полностью применимы и к данным, приводимым в нижеследующих примерах.
Пример 1. Режущие пластины из твердого сплава МС 111, содержащие 9,5 мас. % кобальта и подвергнутые радиационной обработке, исследовали методом рентгеновской дифрактометрии и путем проведения лабораторных испытаний на износостойкость на Московском комбинате твердых сплавов (МКТС) и производственных испытаний на срок службы на Люберецком производственном объединении "Завод им. Ухтомского". Во всех исследовавшихся режущих пластинах рентгеновские измерения регистрировали высокую концентрацию металлического кобальта.
Лабораторные испытания проводили на станке 1 М 63 при следующих условиях: обрабатываемый материал - сталь 50, режим резания: скорость резания v = 220 м/мин, подача s = 0,20 мм/об, глубина резания t = 1,0 мм. Максимальное значение коэффициента стойкости после облучения γ-квантами составило 4,5, а после облучения α-частицами - 5,0.
Производственные испытания проводили в цехе N 21 на гидрокопировальном станке модели 473-4. Обрабатываемая деталь - КРН03604, материал заготовок - сталь 45Г2. Режим резания: скорость резания v = 70 м/мин, число оборотов n = 400 об/мин, подача s = 0,53 мм/об, глубина резания t = 2,5 мм. Максимальное значение коэффициента стойкости после облучения протонами составило 1,8; после облучения α-частицами - 2,2; после облучения γ-квантами 3,1 - 5,2.
Пример 2. Режущие пластины из твердого сплава МС 321, содержащие 6 мас.% кобальта и подвергнутые облучению γ - квантами, исследовали методом рентгеновской дифрактометрии и путем проведения производственных испытаний на срок службы на АООТ "ММП им. В.В. Чернышева". Испытания проводили при обработке детали "Щека" N 16110892 из стали 18 х 2Н4А в цехе N 5 на двух операциях.
В операции N 020 ("токарная") проводилась проточка подошвы с припуском 2 мм. Испытания проводили на токарном станке с ЧПУ модели SPR 16 NC. Испытывали 4-гранные неперетачиваемые твердосплавные пластины с механическим креплением 2008 - 1865 марки МС 321-1865. Режимы резания: скорость резания v = 229 м/мин, число оборотов n = 900 об/мин, подача s = 0,05 мм/об, глубина резания: на 1 переходе t = 3,5 мм, на 2 переходе t = 2,0 мм, охлаждение - эмульсия. Испытания показали: стойкость пластин без облучения (серийных) составляет 10 - 15 деталей на каждую грань, стойкость пластин после облучения составила 55 - 60 деталей на каждую грань. Итак, минимальное значение коэффициента стойкости равно 3,7; среднее значение - 4,6; максимальное значение - 6,0.
В операции N 025 ("токарная") проводили проточку хвостовика и проточку внутреннего торца щеки. Испытания проводили на токарном станке с ЧПУ модели 16К20 Т1. Испытывали 3-гранные неперетачиваемые твердосплавные пластины с механическим креплением 2008-0388 марки МС 321-261. Режимы резания: скорость резания: на 1 переходе v = 92 м/мин, на 2 переходе v = 189 м/мин; число оборотов: на 1 переходе n = 1400 об/мин, на 2 переходе n = 900 об/мин; подача: на 1 переходе s = 0,2 мм/об, на 2 переходе s = 0,05 мм/об; глубина резания t = 2,5 мм, охлаждение - эмульсия. Испытания показали: стойкость пластин без облучения (серийных) составляет 10 деталей на каждую грань, стойкость пластин после облучения составила 40 деталей на каждую грань. Итак, значение коэффициента стойкости равнялось 4,0.
Для подтверждения полученных результатов были проведены в тех же условиях, производственные испытания промышленной партии (по 100 штук) режущих пластин каждого типоразмера. Испытания подтвердили данные, приведенные выше, но выявили новую закономерность. В тех случаях, когда рентгеновские измерения пластин до γ-облучения уверено фиксировали в них наличие металлического кобальта, после γ-облучения стойкость четырехгранных пластин составила до 55 деталей на каждую грань, стойкость трехгранных пластин составила 42 детали на каждую грань. В тех же случаях, когда рентгеновские измерения свидетельствовали об отсутствии металлического кобальта в приповерхностном слое пластин, γ-облучение ухудшало стойкость пластин: она составляла всего 4-5 деталей на каждую грань. Таким образом, показано, что γ-облучению следует подвергать лишь пластины с высоким содержанием металлического кобальта в приповерхностном слое.
Устройство изготавливают следующим образом:
1. Плоские рабочие твердосплавные части устройства легируют кобальтом одним из указанных ниже известных методов: методом ионной имплантации с последующей разгонкой стационарным или импульсным фотонным отжигом, методом напыления (например, электронно-лучевого) кобальта в вакууме с последующей разгонкой, методом катодного распыления с последующей разгонкой.
2. Рабочие твердосплавные части устройства сложной формы (не плоские) легируют кобальтом одним из указанных ниже известных методов: методом ионно-плазменного напыления с последующей разгонкой, методом гальванического осаждения с последующей разгонкой.
3. Рабочие твердосплавные части устройства любой формы легируют кобальтом также одним из следующих методов, некоторые из которых известны выбором режимов стационарного спекания, импульсным спеканием, нагревом в вакууме спеченного изделия.
Роль металлического кобальта показана выше на примере режущих пластин, изготовленных из твердых сплавов на основе монокарбида вольфрама с кобальтовой связкой. Однако в связи с тем, что физические и механические свойства кобальта не изменяются в других твердых сплавах и в сочетании с другими ферромагнитными связками (железо, никель), в предлагаемом устройстве можно использовать и эти связки.
Источники информации
1. Гуревич Ю.Г., Нарва В.К. Карбидостали. - М.: Металлургия, 1989. - 25 с.
2. Третьяков В.И. Основы металловедения и технологии производства спеченных твердых сплавов. - M.: Металлургия, 1976. - С. 96-113.
3. Третьяков В.И. Основы металловедения и технологии производства спеченных твердых сплавов. - М.: Металлургия, 1976. - С. 125-205 (прототип).
4. Миркин Л.И. Справочник по рентгеноструктурному анализу поликристаллов. - М.: ГИФМЛ. - 1961. - 84 с.
5. Блохин М. А. Физика рентгеновских лучей. - М.: Гостехиздат, 1953. - 456 с.
6. Дэшмен С. Научные основы вакуумной техники. - М.: ИЛ, 1950. - 696 с.
7. Несмеянов А. Н. Давление пара химических элементов.- М.: Изд-во АН СССР, 1961. - 396 с.
8. Рот И. Химическое распыление// Распыление твердых тел ионной бомбардировкой. Вып. II. - М.: Мир, 1986. - С. 134-204.
9. Влияние испарения летучего компонента на электрические свойства CdSb / Л.И. Анатычук, В.М. Кондратенко, О.Я. Лусте, И.Т. Хавруняк // Неорганические материалы. - 1972. - Т. VIII, N 4. - С. 653-658.
10. Карслоу Г., Егер Д. Теплопроводность твердых тел.- М.: Наука, 1964. - 488 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 2000 |
|
RU2178013C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 2000 |
|
RU2178012C2 |
| ТВЕРДОСПЛАВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307012C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ ПОСЛЕ РАДИАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2303257C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ТОНКОЙ КРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ ПОЛИКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2002 |
|
RU2234076C1 |
| ИНСТРУМЕНТ ИЗ ТВЕРДОГО СПЛАВА, СОДЕРЖАЩЕГО КАРБИДЫ ВОЛЬФРАМА И ТИТАНА | 2006 |
|
RU2307013C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2178011C2 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ КАРБИДСОДЕРЖАЩИХ СПЛАВОВ | 2000 |
|
RU2181643C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ | 2002 |
|
RU2209128C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2181645C2 |
Устройство представляет собой твердое тело, рабочая часть которого выполнена из твердого сплава с ферромагнитной связкой. Ферромагнитная связка введена в приповерхностный слой рабочей части тела, причем концентрация металлического кобальта составляет не менее 0,3 мас.%, а толщина слоя - не менее 2,0 мкм. Технический результат: увеличение срока службы рабочей части тела в 6 раз. 4 ил., 2 табл.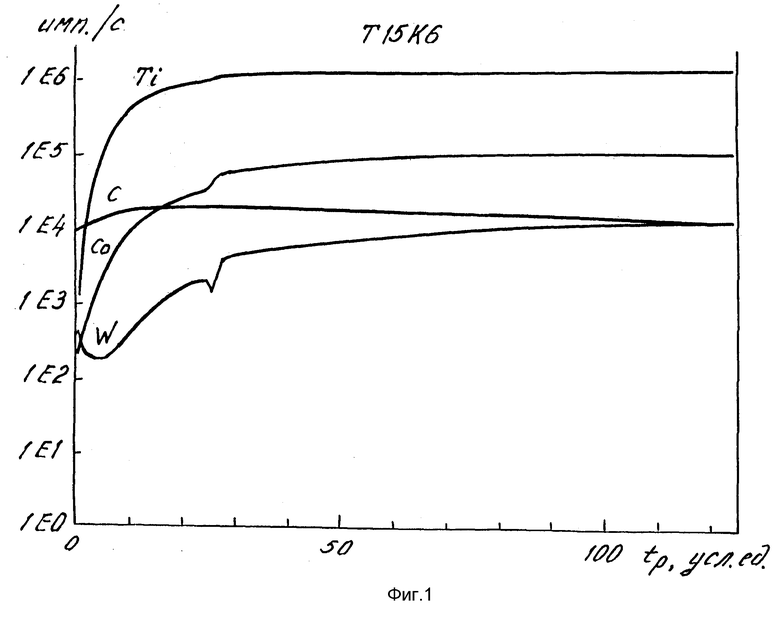
Устройство для механической обработки твердых материалов, представляющее собой твердое тело, рабочая часть которого выполнена из твердого сплава с ферромагнитной связкой, отличающееся тем, что ферромагнитная связка - металлический кобальт и твердые растворы на его основе - введена в приповерхностный слой рабочей части тела, причем концентрация металлического кобальта составляет не менее 0,3 мас.%, а толщина слоя - не менее 2,0 мкм.
| Третьяков В.И | |||
| Основы металловедения и технологии производства спеченных твердых сплавов | |||
| - М.: Металлургия, 1976, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ОСНАЩЕНИЯ БУРОВОГО ИНСТРУМЕНТА | 1994 |
|
RU2067152C1 |
| US 4372304 A, 08.02.83 | |||
| JP 59107060 A, 21.06.84 | |||
| JP 04128330 A, 28.04.92 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
