Изобретение относится к сварке плавлением, может быть использовано в машино-, вагоно-, авиастроении, химической промышленности, строительстве, кораблестроении, в частности при изготовлении надводных судов.
Известны сварные сталеалюминиевые узлы, полученные через промежуточные биметаллические вставки, предусматривающие сварку плавлением угловыми швами одноименных материалов.
Недостаточная эксплуатационная прочность и надежность таких узлов ограничивает их применение малонагруженными второстепенными конструкциями.
Выбор оптимальных геометрических размеров элементов сталеалюминиевого переходника является основным условием повышения надежности и работоспособности биметаллического переходника в составе сварных узлов соединений алюминия со сталью.
Цель изобретения повышение эксплуатационной прочности и надежности сварных конструкций, выполненных с применением биметаллического переходника с выступающей стальной частью, за счет оптимизации его геометрических и конструктивных элементов.
Это достигается тем, что биметаллический переходник изготавливают шириной не менее четырех толщин его алюминиевого слоя, сопряжение алюминиевого слоя с выступающей стальной частью выполняют под углом от 90 до 178о, а торцовую кромку биметаллического переходника, подлежащую сварке, выполняют под углом от 5 до 85о. При сварке стыковых соединений со стороны торцовой кромки биметаллического переходника удаляют часть стального слоя величиной не менее 0,1 толщины алюминиевого слоя.
Сущность предлагаемого технического решения заключается в следующем.
Ширину биметаллической части переходника назначают из условия достижения максимального эксплуатационного ресурса сварной сталеалюминиевой конструкции. При передаче нагрузок от алюминиевой детали к стальной через промежуточный сталеалюминиевый переходник, в плоскости контакта слоев последнего возникают касательные и нормальные напряжения, вызванные соответственно срезывающими или отрывными усилиями. Очевидно, что максимальные передаваемые нагрузки в конструкции ограничиваются прочностью и толщиной алюминиевого сплава, а работоспособность сталеалюминиевого переходника определяется прочностью сцепления слоев и шириной биметаллической части.
Соотношение прочностных характеристик алюминиевого сплава, входящего в состав биметалла, и сцепления слоев находятся в диапазоне от 2 до 4.
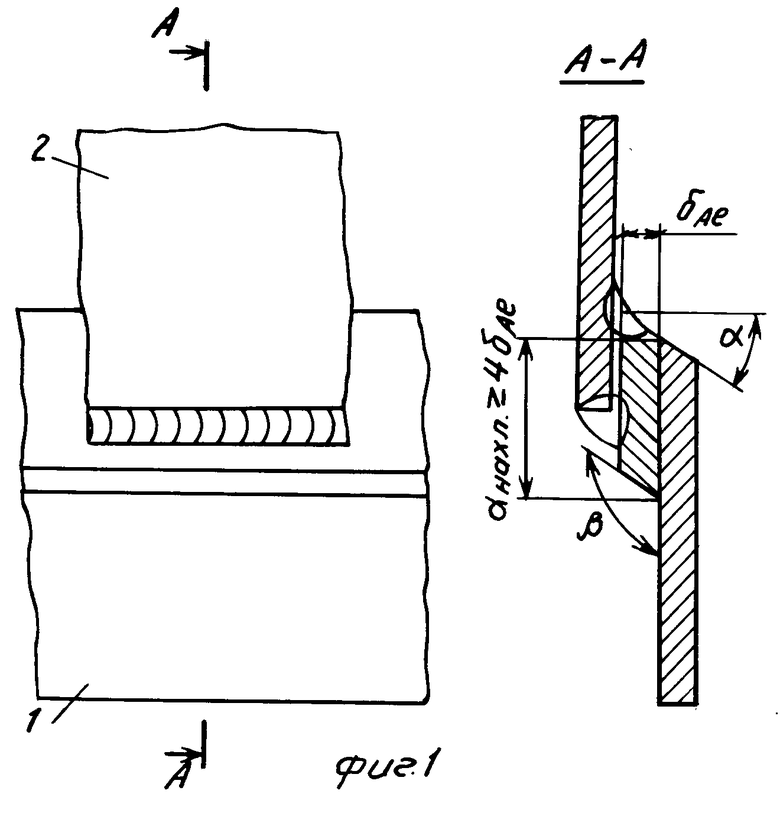
С целью обеспечения равнопрочности сталеалюминиевого узла такое же соотношение должно иметь место и для геометрических элементов сталеалюминиевого переходника, т.е. ширины биметаллической части αнахл. и толщины алюминиевого слоя δAl (фиг.1).
Однако экспериментальной проверкой установлено, что узлы соединений алюминиевых элементов с биметаллическими асимметричными переходниками в условиях статического и циклического приложения осевых нагрузок обеспечивают равнопрочность сварных швов и сталеалюминиевого соединения биметалла при соотношении αнахл./δAl, составляющем не менее 8.
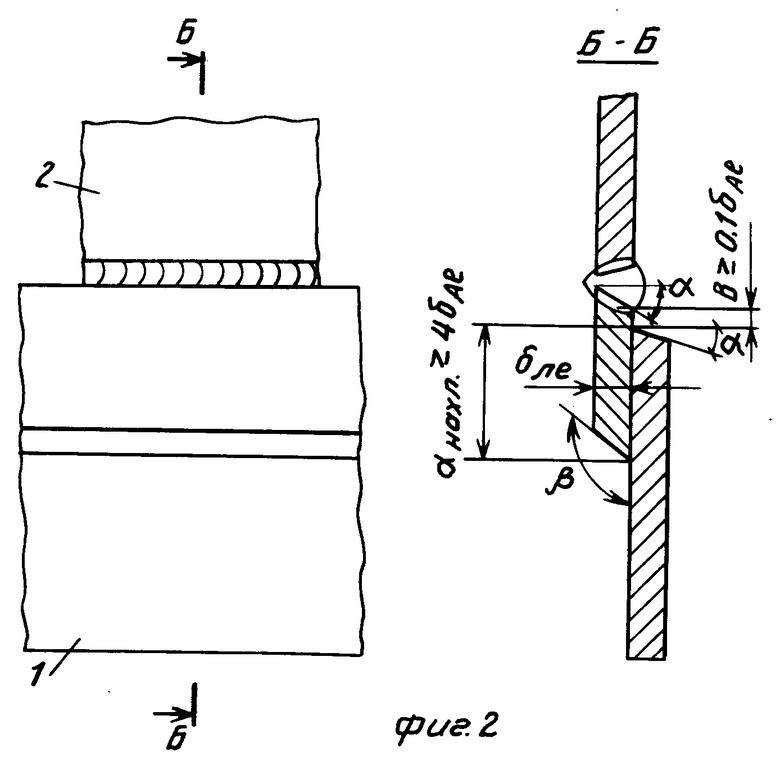
В сталеалюминиевых конструкциях с подкреплениями, в частности, в узлах соединений надстройки с корпусом судна (фиг.2), где предусматривается использование вертикального набора, обеспечение статической и циклической прочности сварных узлов достигается, когда αнахл. составляет не менее 4 δAl.
Таким образом, если в сварных узлах, выполненных с применением сталеалюминиевого переходника с выступающей стальной частью, отношение αнахл./δAl меньше оптимальных значений, разрушение конструкции происходит расслоением вдоль контактной поверхности биметалла и сопровождается непредсказуемым снижением эксплуатационных свойств (прочности, долговечности). Только при соблюдении заявленного (оптимального) соотношения конструктивных элементов биметаллического переходника с выступающим стальным слоем (αнахли δAl), возможна реализация максимальной прочности и усталостной долговечности сварных сталеалюминиевых узлов при статическом и переменном нагружении. При этом разрушение происходит по алюминиевым швам, соединяющим биметаллический переходник с алюминиевыми деталями.
Существенное значение на работоспособность сварных узлов оказывает концентрация напряжений в области сопряжения алюминиевого и стального слоев биметаллического переходника. При действии нагрузок, ориентированных в плоскости сталеалюминиевого контакта биметалла, граница раздела, как самая ослабленная область, оказывается в неблагоприятных условиях нагружения. Концентрация напряжений в этой области определяется основным геометрическим параметром радиусом локальной области сопряжения алюминиевого слоя с выступающей стальной частью переходника, который зависит от угла перехода β торцовой кромки алюминиевого слоя к сопрягаемой стальной поверхности (фиг.1). Установлено, что главным условием является обеспечение непрерывности сопряжения рассматриваемых элементов, что достигается монолитностью биметаллического материала, т. е. наличием металлической связи на поверхности контакта стали и алюминия. Только при условии отсутствия в области сопряжения микро- и макротрещин, т.е. дефектов, ориентированных в плоскости нагружения, возможно предотвратить появление критической концентрации напряжений, приводящей к разрушению сталеалюминиевого переходника расслоением. Это условие выполняется, когда угол сопряжения β составляет 90-178о.
Угол менее 90о нецелесообразно назначать из условия критерия технологичности конструкции, так, например, область сопряжения с острым углом окажется труднодоступной по выполнению операций по нанесению коррозионной защиты.
Выбор конкретных значений β зависит от типа сварного соединения биметалла с алюминиевой деталью, осуществленного встык или внакрой. Для нахлесточных соединений оптимальный диапазон значений β установлен прототипом и составляет 115-135о. Для стыковых соединений β может варьироваться в более широком диапазоне от 90 до 178о в зависимости от ширины биметаллической части переходника, назначения конструкции и условий эксплуатации, в том числе с учетом обеспечения хорошей обтекаемости и возможности проведения профилактических работ.
Угол β, равный 90-115о, следует назначать для сварных конструкций, выполненных с применением сталеалюминиевого переходника, ширина биметаллической части которого не менее чем в 1,5 раза больше заявляемого значения, т.е. αнахл.≥6δAl. Запас прочности сцепления слоев биметалла при этом снижает влияние концентрации напряжений в области сопряжения алюминиевого слоя с выступающим стальным слоем.
Увеличение угла β сопровождается повышением надежности сталеалюминиевой конструкции, максимальная реализация которой возможна в асимметричном переходнике с углом сопряжения β, образованном путем скоса кромок на "ус", что способствует значительному уменьшению коэффициента концентрации напряжения в области сопряжения. В конструкции биметаллической части переходника, выполненной срезом на "ус", максимальные значения угла β могут быть получены из соотношения tg (180- β) δAl/αнахл. т.е. β составит 165-173о. Если по конструктивно-технологическим возможностям осуществления сварного соединения сталеалюминиевого переходника и алюминиевой детали прямолинейный скос на "ус" неприемлем, предпочтительно выполнять криволинейный скос алюминиевого слоя в области его сопряжения с выступающей стальной частью радиусом от 1 до 4 толщин алюминиевого слоя (δAl). Область сопряжения в этом случае будет характеризоваться значениями угла β, достигающими 178о.
Прототипом предусмотрено выполнение на торцовых поверхностях свариваемых кромок биметалла односторонних прямолинейных скосов под углом 25-45о, который установлен применительно к сварке близких по толщине алюминиевых деталей и биметалла, применяемых в узлах соединений надстройки с корпусом судна. Однако, как показала практика использования биметалла в сварных конструкциях, предусматривающих соединение разнотолщинных деталей, целесообразно усовершенствовать элементы подготовленных под сварку кромок.
Сложность выполнения швов со стороны торцовой кромки биметалла обусловлена возможностью металлургического взаимодействия разнородных слоев, приводящего к образованию на границе их раздела хрупких фаз, способствующих формированию дефектов в виде трещин и расслоений. Специальная подготовка торцовой кромки биметаллической части переходника позволяет исключить образование сварочных дефектов указанного характера в соединениях с алюминиевыми деталями.
Угол скоса α зависит от толщины свариваемых деталей, а также их пространственного положения при сварке: чем больше толщина привариваемого алюминиевого элемента, тем больше требуется угол скоса α, таким образом на большее расстояние удаляется граница раздела биметаллической части переходника от источника нагрева, мощность которого находится в прямой зависимости от толщины свариваемых кромок. Минимальный угол скоса α, составляющий 5о, выполняют, когда толщина привариваемого к биметаллу элемента меньше толщины соответствующего слоя биметалла (например в 2-8 раза). При этом качественное соединение обеспечивается благодаря небольшим значениям тепловложения, обусловленными возможностью расплавления малых объемов металла. Максимальный угол α, равный 85о, возможен при выполнении прямолинейного скоса на "ус" (целесообразность такой подготовки обоснована выше при рассмотрении параметра β) или в основании криволинейного скоса, выполняемого с радиусом, соответствующим (1-4) δAl. Угол α, равный 85о, рекомендуется при сварке биметаллической части переходника с алюминиевыми деталями толщиной, превышающей δAl (например в 2-3 раза).
В случае ведения процесса сварки в горизонтальном положении, когда возможно натекание расплавленного алюминия на биметаллическую границу, целесообразно подготовку торцовой кромки биметаллической части сталеалюминиевого переходника выполнять с выступающим алюминиевым слоем на величину в, составляющую не менее 0,1 δAl. Минимальная величина в, равная 0,1 δAl, обусловлена тем, что при заполнении разделки наплавленным металлом ширина зоны расплавления свариваемого алюминиевого сплава не превышает 10% его толщины, и поэтому, это условие является достаточным для избежания оплавлений на границе раздела биметалла. В общем случае величина в зависит от толщины привариваемого элемента и вида соединения и назначается из условия достаточности с целью исключения нежелательного взаимодействия стали и алюминия.
Минимальная величина в не должна превышать разности между исходной шириной биметаллической части сталеалюминиевого переходника и минимально допустимой, ограниченной 4 δAl.
Выполнение на торцовой кромке биметаллической части сталеалюминиевого переходника с выступающим стальным слоем специальной подготовки кромок, заключающейся в монотонном или ступенчатом скосе под углом 5-85о или с выступающим алюминиевым слоем на ширине не менее 0,1 δAl, позволяет эффективно производить сварку с алюминиевыми деталями в широком диапазоне толщин, например от 1 до 20 мм.
На фиг.1 и 2 изобpажены соединения алюминиевой стенки надстройки со стальным комингсом, выполненные соответственно нахлесточными и стыковым швами и конструктивные элементы биметаллического переходника и подготовленных под сварку кромок, где
αнахл. ширина биметаллического переходника;
δAl толщина алюминиевого слоя биметалла;
β угол сопряжения алюминиевого слоя с выступающей стальной частью;
α угол скоса торцовой кромки биметаллического переходника;
b величина удаленной части стального слоя.
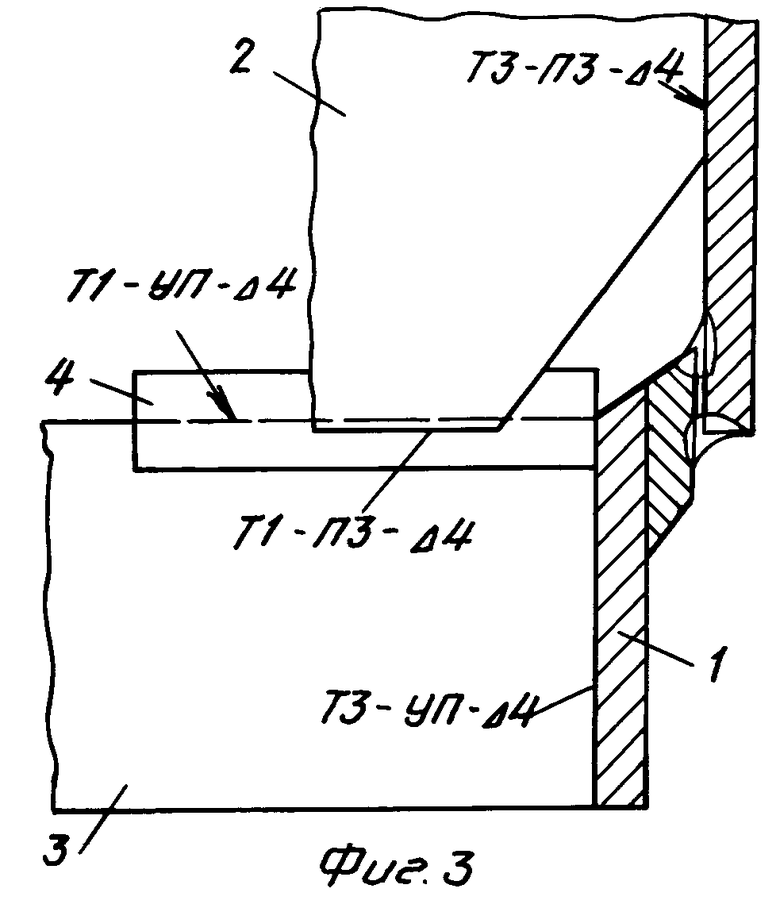
На фиг. 3 и 4 изображены соединения алюминиевых элементов надстройки и стального комингса, выполненные с использованием биметаллического сталеалюминиевого переходника с выступающей стальной частью соответственно нахлесточными и стыковыми швами, где 1 биметаллический сталеалюминиевый переходник с выступающей стальной частью; 2 алюминиевая стенка; 3 стальной комингс, 4 биметаллическая планка.
П р и м е р. Сварка плавлением алюминия со сталью через биметаллический сталеалюминиевый переходник с выступающей стальной частью применительно к узлам соединений надстройки с корпусом судна.
Стенка надстройки изготовлена из алюминиевого сплава марки 1561 толщиной 4-10 мм. Сталеалюминиевый переходник, полученный методом совместной горячей прокатки низколегированной стали марки 10ХСНД и алюминиевого сплава марки 1561, состоит из двух частей биметаллической толщиной 9 мм и выступающей части стального слоя толщиной 5 мм.
Переходник изготавливали таким образом, чтобы ширина его биметаллической части варьировалась в зависимости от толщины алюминиевого слоя, равной 5 мм, и составляла 20-40 мм.
Угол сопряжения алюминиевого слоя со стальным в биметаллическом переходнике получен в результате механической обработки торцовой или дисковой фрезой и составлял 90, 135, ≈ 180о.
Торцовая кромка биметаллической части переходника выполнена без скоса, со скосом под углом 50о, а также с образованием выступающего алюминиевого слоя на величину 5 мм и присоединена к алюминиевой детали надстройки двумя способами сварки: встык и внакрой.
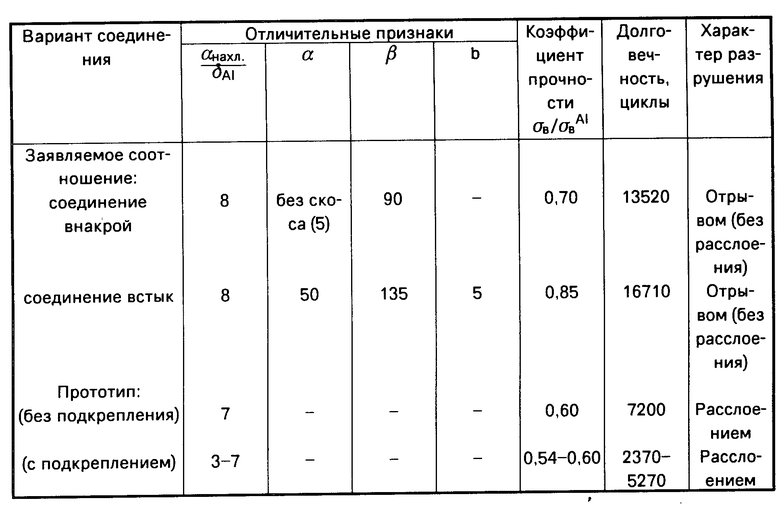
Из сварных проб были изготовлены образцы для испытаний в условиях статического и циклического растяжения с приложением внешней нагрузки в направлении, параллельном поверхности контакта сталеалюминиевого соединения. Определяли временное сопротивление до разрушения (σв), долговечность при циклическом нагружении (σmax 0,5 σ0,21561σmin 0,15 σ0,21561 ν 0,1 Гц), характер разрушения.
Результаты испытаний приведены в таблице.
Как показывают результаты испытаний, только выполнение условий оптимизации конструктивных элементов биметаллического сталеалюминиевого переходника с выступающей стальной частью в соответствии с заявляемыми материалами гарантирует достижение максимальной работоспособности сварного узла, имитирующего соединение надстройки с корпусом судна (коэффициент прочности достигает до 0,85, а долговечность 16,7 тыс. циклов).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ АЛЮМИНИЯ СО СТАЛЬЮ | 1992 |
|
RU2049615C1 |
| Способ сварки плавлением надстройки с корпусом судна | 1991 |
|
SU1804381A3 |
| Способ сварки плавлением алюминия со сталью | 1991 |
|
SU1797540A3 |
| УЗЕЛ СОЕДИНЕНИЯ НАДСТРОЙКИ С КОРПУСОМ СУДНА | 1992 |
|
RU2047535C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛА НА ОСНОВЕ СЛОЕВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И СТАЛИ ИЛИ ТИТАНА С ОДНО- ИЛИ ДВУСТОРОННИМИ ШВАМИ | 2004 |
|
RU2284252C2 |
| СОЕДИНЕНИЕ НАДСТРОЙКИ С КОРПУСОМ СУДНА | 1989 |
|
RU1672711C |
| ГЕРМЕТИЧНОЕ КОРРОЗИОННОСТОЙКОЕ СОЕДИНЕНИЕ КОРПУСА СОСУДА И ТРУБОПРОВОДА ИЗ НЕСВАРИВАЮЩИХСЯ СВАРКОЙ ПЛАВЛЕНИЕМ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1997 |
|
RU2115522C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ | 1992 |
|
RU2061083C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЕАЛЮМИНИЕВОГО СОЕДИНЕНИЯ СВАРКОЙ ПЛАВЛЕНИЕМ | 2013 |
|
RU2552614C1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |

Использование: машино-, судостроение, корпусные конструкции. Сущность изобретения состоит в том, что биметаллическую часть сталеалюминиевого переходника изготавливают шириной не менее 4 толщин алюминиевого слоя, а сопряжения этого слоя с выступающей стальной частью выполняют под углом 90 178°. Торцовую кромку биметаллической части переходника выполняют со скосом под углом 5 85° или с выступающим алюминиевым слоем величиной не менее 0,1 его толщины. 1 з.п. ф-лы, 4 ил. 1 табл.
| Клячкин Я.Л | |||
| Сварка цветных металлов и сплавов | |||
| М.: Машиностроение, 1964, с.293. |

